1.本技术涉及打磨技术领域,具体而言,涉及一种打磨机。
背景技术:
2.在目前工业生产中,打磨加工是一项用途十分广泛的加工方式,然而,目前的打磨设备通常只是通过电机带动砂轮转动,然后人工手持工件靠近转动的砂轮进行打磨,现有的打磨设备存在打磨效率低,工作稳定性差等问题。
3.针对上述问题,亟需进行改进。
技术实现要素:
4.本技术实施例的目的在于提供一种打磨机,具有打磨效率高、工作稳定性高的优点。
5.第一方面,本技术实施例提供了一种打磨机,技术方案如下:
6.包括:
7.机架;
8.双杆电机,所述双杆电机设置在所述机架的中轴线上,所述双杆电机的两根输出轴分别延伸至所述机架外;
9.打磨部件,所述打磨部件分别设置在所述双杆电机的两根输出轴上;
10.夹持部件,所述夹持部件铰接在所述机架上,所述夹持部件上设置有用于放置工件的夹持槽,转动所述夹持部件使所述夹持槽上的工件发生移动进而与所述打磨部件接触完成打磨。
11.在机架的中轴线上设置有双杆电机,双杆电机的两根输出轴分别延伸至机架外,然后在两根输出轴的末端分别设置有打磨部件进行打磨,通过上述设置实现双工位打磨,可以有效提高工作效率,并且采用夹持部件来夹持工件,提高打磨稳定性进而提高打磨精度,并且,将双杆电机设置在机架的中轴线上,使机架两侧的受力平均,进一步提高工作稳定性。
12.进一步地,在本技术实施例中,所述打磨部件包括与所述双杆电机输出轴连接的主动轮、设置在所述机架上的从动轮以及覆盖在所述主动轮以从动轮上的摩擦带,所述双杆电机提供动力驱动所述主动轮连同所述摩擦带以及所述从动轮运动。
13.进一步地,在本技术实施例中,所述夹持部件包括转动板,所述转动板的一端铰接在所述机架上,所述转动板的另一端开设有沿所述转动板长度方向排列的第一安装孔以及第二安装孔,所述第一安装孔对应安装有第一限位块,所述第二安装孔对应安装有第二限位块,所述第一限位块与所述第二限位块之间形成所述夹持槽。
14.进一步地,在本技术实施例中,所述第一安装孔为u形孔,所述第二安装孔为圆形通孔。
15.进一步地,在本技术实施例中,所述第一安装孔为圆形通孔,所述第二安装孔为u
形孔。
16.进一步地,在本技术实施例中,所述转动板底部设置有用于对工件在长度方向上进行限位的l形挡板。
17.进一步地,在本技术实施例中,所述机架上开设有限位孔,所述限位孔上插接有限位销,所述限位销用于对所述夹持部件进行限位。
18.由上可知,本技术实施例提供的一种打磨机,在机架的中轴线上设置有双杆电机,双杆电机的两根输出轴分别延伸至机架外,然后在两根输出轴的末端分别设置有打磨部件进行打磨,通过上述设置实现双工位打磨,可以有效提高工作效率,并且采用夹持部件来夹持工件,提高打磨稳定性进而提高打磨精度,并且,将双杆电机设置在机架的中轴线上,使机架两侧的受力平均,进一步提高工作稳定性,因此本技术提出的一种打磨机具有打磨效率高、工作稳定性高的有益效果。
附图说明
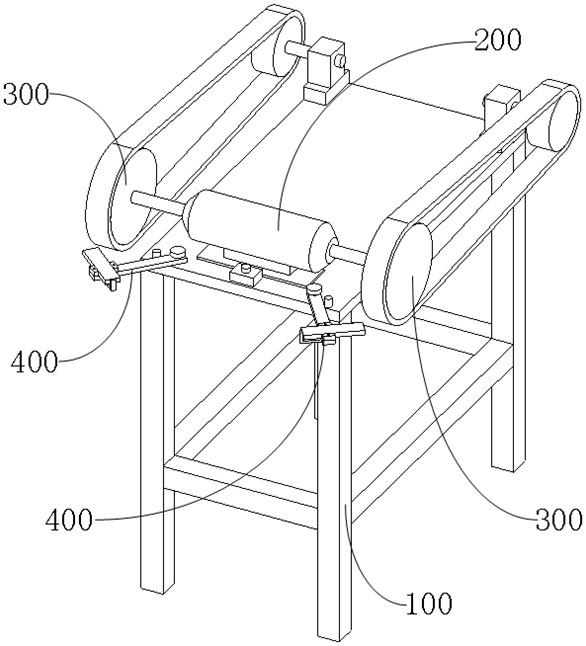
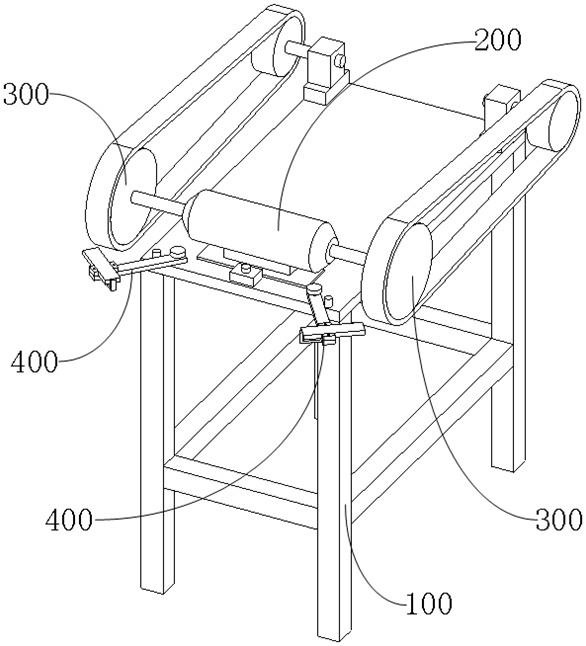
19.图1为本技术实施例提供的一种打磨机结构示意图。
20.图2为本技术实施例提供的一种打磨机结构示意图。
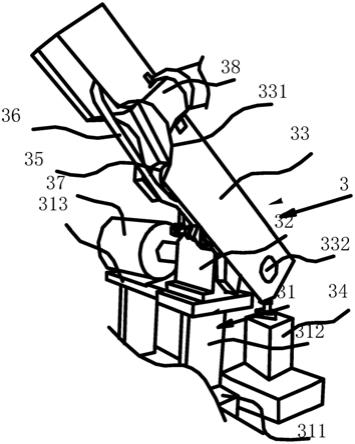
21.图3为本技术实施例提供的夹持部件结构示意图。
22.图4为本技术实施例提供的夹持部件结构示意图。
23.图中:100、机架;200、双杆电机;300、打磨部件;400、夹持部件;110、限位销;310、主动轮;320、从动轮;330、摩擦带;410、转动板;420、第一安装孔;430、第二安装孔;440、第一限位块;450、第二限位块;460、l形挡板。
具体实施方式
24.下面将结合本技术实施例中附图,对本技术实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本技术一部分实施例,而不是全部的实施例。通常在此处附图中描述和示出的本技术实施例的组件可以以各种不同的配置来布置和设计。因此,以下对在附图中提供的本技术的实施例的详细描述并非旨在限制要求保护的本技术的范围,而是仅仅表示本技术的选定实施例。基于本技术的实施例,本领域技术人员在没有做出创造性劳动的前提下所获得的所有其他实施例,都属于本技术保护的范围。
25.应注意到:相似的标号和字母在下面的附图中表示类似项,因此,一旦某一项在一个附图中被定义,则在随后的附图中不需要对其进行进一步定义和解释。同时,在本技术的描述中,术语“第一”、“第二”等仅用于区分描述,而不能理解为指示或暗示相对重要性。
26.请参照图1至图4,一种打磨机,其技术方案具体包括:
27.机架100;
28.双杆电机200,双杆电机200设置在机架100的中轴线上,双杆电机200的两根输出轴分别延伸至机架100外;
29.打磨部件300,打磨部件300分别设置在双杆电机200的两根输出轴上;
30.夹持部件400,夹持部件400铰接在机架100上,夹持部件400上设置有用于放置工件的夹持槽,转动夹持部件400使夹持槽上的工件发生移动进而与打磨部件300接触完成打磨。
31.通过上述技术方案,在机架100的中轴线上设置有双杆电机200,双杆电机200的两根输出轴分别延伸至机架100外,然后在两根输出轴的末端分别设置有打磨部件300进行打磨,通过上述设置实现双工位打磨,可以有效提高工作效率,并且采用夹持部件400来夹持工件,提高打磨稳定性进而提高打磨精度,并且,将双杆电机200设置在机架100的中轴线上,使机架100两侧的受力平均,进一步提高工作稳定性。
32.进一步地,在其中一些实施例中,打磨部件300包括与双杆电机200输出轴连接的主动轮310、设置在机架100上的从动轮320以及覆盖在主动轮310以从动轮320上的摩擦带330,双杆电机200提供动力驱动主动轮310连同摩擦带330以及从动轮320运动。
33.通过上述技术方案,由双杆电机200提供动力驱动主动轮310、从动轮320以及摩擦带330运转,摩擦带330与主动轮310、从动轮320之间的连接关系相当于传送带,摩擦带330在主动轮310以及从动轮320上循环传动,工件与摩擦带330摩擦从而实现打磨加工,相较于传统使用砂轮磨削的打磨方式,使用本技术的方案具有更高的安全性,可以很大程度避免发生安全事故,并且,摩擦带330的拆装更换十分简易,可以降低后期维护时间,提高工作效率。
34.进一步地,在其中一些实施例中,夹持部件400包括转动板410,转动板410的一端铰接在机架100上,转动板410的另一端开设有沿转动板410长度方向排列的第一安装孔420以及第二安装孔430,第一安装孔420对应安装有第一限位块440,第二安装孔430对应安装有第二限位块450,第一限位块440与第二限位块450之间形成所述夹持槽。其中,第一安装孔420与第二安装孔430的数量均为一个。
35.通过上述技术方案,第一限位块440与第二限位块450之间形成有用于放置工件的夹持槽,并且,第一限位块440通过第一安装孔420与转动板410连接,第二限位块450通过第二安装孔430与转动板410连接,其中,第一安装孔420与第二安装孔430为通孔,将螺栓穿过第一安装孔420然后用螺母锁紧,将第一限位块440固定在转动板410上,同理,将螺栓穿过第二安装孔430然后用螺母锁紧,将第二限位块450固定在转动板410上,由于第一安装孔420与第二安装孔430的数量均为一个,因此在将螺栓松开之后,可以调整第一限位块440、第二限位块450分别与转动板410之间的角度,进而改变工件与摩擦带330的摩擦角度,从而实现不同的加工需求。
36.进一步地,在其中一些实施例中,第一安装孔420为u形孔,第二安装孔430为圆形通孔或第一安装孔420为圆形通孔,第二安装孔430为u形孔。
37.通过上述技术方案,将第一安装孔420与第二安装孔430的其中一个设置为u形孔,使第一限位块440与第二限位块450的相对位置可以进行调整,即,可以调节夹持槽的大小以适用于不同尺寸规格的工件,提高通用性。
38.进一步地,在其中一些实施例中,转动板410底部设置有用于对工件在长度方向上进行限位的l形挡板460。
39.通过上述技术方案,在第一限位块440以及第二限位块450的作用下,对工件的两侧进行限位,然后使用l形挡板460对工件的一端进行限位,从而提高工件在打磨过程中的稳定性,相较于传统的手工抓取工件进行打磨,不仅提高了打磨稳定性,还提高了打磨精度,便于操作工人进行操作,还能够提升加工效率。
40.进一步地,在其中一些实施例中,机架100上开设有限位孔,限位孔上插接有限位
销110,限位销110用于对夹持部件400进行限位。
41.通过上述技术方案,在限位孔中插入限位销110就可以对夹持部件400进行限位,因为夹持部件400铰接在机架100上,会发生转动,因此,为了避免夹持部件400与打磨部件300发生碰撞摩擦,设置限位孔和限位销110来阻挡夹持部件400往打磨部件300方向转动,当需要正常工作时,拔出限位销110即可,操作简单方便,可以有效提高安全性。
42.以上所述仅为本技术的实施例而已,并不用于限制本技术的保护范围,对于本领域的技术人员来说,本技术可以有各种更改和变化。凡在本技术的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本技术的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。