1.本实用新型涉及材料成型模具领域,具体为一种用于热塑材料成型的玻璃体模具。
背景技术:
2.在热塑材料领域,材料的成型与制作大多利用金属模具,包括热压模具、注塑模具等。在塑型方面,模压模具使用最多,一般采用金属模具加热至一定温度,使热塑材料软化,然后通过模具施压、冷却并定型的工艺,此种工艺非常适用于连续生产。但是对于间歇时间比较长的工艺过程来说,长时间保持金属模具加热,会造成能源的严重浪费,而且瞬时加热会存在加热不均匀,温升速度慢等缺陷。因此,对于熔融温度在中低温以下的热塑材料,更适合研发一种加热速度块、间歇时间长、随停随用的加热模具。
技术实现要素:
3.本实用新型提供了一种用于热塑材料成型的玻璃体模具,适合应用于间歇性生产或时间间隔比较长的工艺流程,随停随用,避免了金属模具需要提前预热的缺陷。
4.为实现上述目的,本实用新型提供如下技术方案:一种用于热塑材料成型的玻璃体模具,包括:
5.上模和位于上模下方的下模,所述的上模和下模均由强化玻璃材料制成;
6.所述的上模和下模的内部均设置有加热部件;
7.所述的上模的下端面和下模的上端面形状相配形成压制成型面,所述的加热部件产生的热辐射穿过该压制成型面。
8.作为优选,所述的加热部件并排均匀设置在上模和下模内部,且加热部件的两端伸出上模和下模的侧壁。
9.作为优选,所述的加热部件的两端分别与上模和下模侧部的接线板相连。
10.作为补充,所述的上模的上侧和下模的下侧均安装有盖板。
11.作为补充,所述的盖板与上模或者下模之间设置有隔热部件。
12.作为优选,所述的隔热部件为锡箔。
13.作为优选,所述的上模和下模内部的加热部件均呈错位高低布置。
14.与现有技术相比,本实用新型的有益效果是:
15.(1)通过使用强化玻璃代替模具金属作为模具体,制造成本更低,而且玻璃体模具加热速率更高,中间的材料受热更均匀。
16.(2)模具加热更简单,单一电源控制便可实现所有加热部件的加热控制;
17.(3)此模具冷却速度比传统金属模具冷却速度快,节约生产时间,提高生产效率。
18.(4)此模具更适合应用于间歇性生产或时间间隔比较长的工艺流程,随停随用,避免了金属模具需要提前预热的缺陷。
附图说明
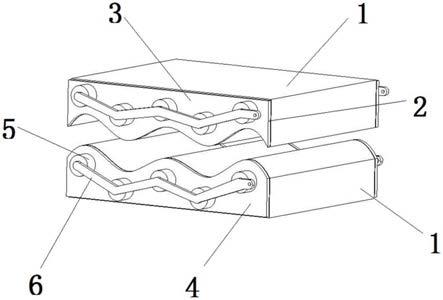
19.图1为本实用新型的模具整体结构示意图;
20.图2为本实用新型的下模的结构示意图;
21.图3为本实用新型的热塑板材成型示意图。
具体实施方式
22.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述。
23.如图1
‑
3所示,本实用新型涉及一种用于热塑材料成型的玻璃体模具,包括:
24.上模3和位于上模3下方的下模4,所述的上模3和下模4均由强化玻璃材料制成,所述的上模3和下模4的内部均设置有加热部件5,所述的上模3的下端面和下模4的上端面形状相配形成压制成型面,所述的加热部件5产生的热辐射穿过该压制成型面,强化玻璃材料具有良好的强度,而且加热的效率更高,可以采用热辐射对上模3和下模4之间的材料进行加热,当然,采用强化玻璃材料的上模3和下模4的冷却也很快。
25.作为一种实施例,加热部件5设置在上模3和下模4内部的圆孔中,加热部件5可以是发热管,也可以使发热丝。
26.其中,所述的上模3和下模4内部的加热部件5均呈错位高低布置,更有利于对上模3和下模4的加热,结构更加紧凑。
27.同时,为了方便加热部件5的安装,所述的加热部件5并排均匀设置在上模3和下模4内部,且加热部件5的两端伸出上模3和下模4的侧壁,而所述的加热部件5的两端分别与上模3和下模4侧部的接线板6相连,这样可以通过接线板6对所有的加热部件5进行统一连接,实现单一电源控制便可实现所有加热部件的加热控制。
28.作为另一种实施例,所述的上模3的上侧和下模4的下侧均安装有盖板1,盖板1起到保护模具的作用,同时在施压过程作为受力面使用,使整个模具的强度提高。
29.为了使上模3和下模4的表面的温度不至于太高,所述的盖板1与上模3或者下模4之间设置有隔热部件2。作为优选,所述的隔热部件2为锡箔,成本低,可以多层布置在上模3和下模4的表面。
30.作为一种具体的实施例:
31.如图3所示,使用一张热塑材料平板,制备成如图所示的波浪形板。
32.首先,准备若干张热塑材料平板,平板厚度不宜过厚,厚度控制在0.5
‑
3mm。并将上模3,下模4分别安置于压机的上下台面上。
33.模具打开5cm的空隙,将一张热塑平板放置于上模3,下模4之间。
34.接通电源,加热部件5开始通电加热,通过热辐射穿过上模3,下模4玻璃体直接作用于热塑平板上。
35.热塑平板受热开始软化,待平板出现明显软化变形时,压机作用,合并上下模,保持压力2
‑
10mpa。
36.关闭加热电源,模具开始冷却并保持2min。
37.接着,打开模具,取出制品,得到如图3所示波浪形热塑板。
38.虽然在上文中已经参考实施例对本实用新型进行了描述,然而在不脱离本实用新
型的范围的情况下,可以对其进行各种改进并且可以用等效物替换其中的部件。尤其是,只要不存在结构冲突,本实用新型所披露的实施例中的各项特征均可通过任意方式相互结合起来使用,在本说明书中未对这些组合的情况进行穷举性的描述仅仅是出于省略篇幅和节约资源的考虑。因此,本实用新型并不局限于文中公开的特定实施例,而是包括落入权利要求的范围内的所有技术方案。
技术特征:
1.一种用于热塑材料成型的玻璃体模具,其特征在于,包括:上模(3)和位于上模(3)下方的下模(4),所述的上模(3)和下模(4)均由强化玻璃材料制成;所述的上模(3)和下模(4)的内部均设置有加热部件(5);所述的上模(3)的下端面和下模(4)的上端面形状相配形成压制成型面,所述的加热部件(5)产生的热辐射穿过该压制成型面。2.根据权利要求1所述的用于热塑材料成型的玻璃体模具,其特征在于:所述的加热部件(5)并排均匀设置在上模(3)和下模(4)内部,且加热部件(5)的两端伸出上模(3)和下模(4)的侧壁。3.根据权利要求2所述的用于热塑材料成型的玻璃体模具,其特征在于:所述的加热部件(5)的两端分别与上模(3)和下模(4)侧部的接线板(6)相连。4.根据权利要求1所述的用于热塑材料成型的玻璃体模具,其特征在于:所述的上模(3)的上侧和下模(4)的下侧均安装有盖板(1)。5.根据权利要求4所述的用于热塑材料成型的玻璃体模具,其特征在于:所述的盖板(1)与上模(3)或者下模(4)之间设置有隔热部件(2)。6.根据权利要求5所述的用于热塑材料成型的玻璃体模具,其特征在于:所述的隔热部件(2)为锡箔。7.根据权利要求2所述的用于热塑材料成型的玻璃体模具,其特征在于:所述的上模(3)和下模(4)内部的加热部件(5)均呈错位高低布置。
技术总结
本实用新型公开了一种用于热塑材料成型的玻璃体模具,包括上模和位于上模下方的下模,所述的上模和下模均由强化玻璃材料制成;所述的上模和下模的内部均设置有加热部件;所述的上模的下端面和下模的上端面形状相配形成压制成型面,所述的加热部件产生的热辐射穿过该压制成型面。本实用新型适合应用于间歇性生产或时间间隔比较长的工艺流程,随停随用,避免了金属模具需要提前预热的缺陷。避免了金属模具需要提前预热的缺陷。避免了金属模具需要提前预热的缺陷。
技术研发人员:岳广全 张浩轩 李哲夫 满珈诚 潘利剑 刘卫平 崔仕海
受保护的技术使用者:东华大学
技术研发日:2021.06.04
技术公布日:2021/12/7
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。