1.本实用新型涉及放卷装置技术领域,尤其涉及一种双工位放卷装置。
背景技术:
2.随着科技的不断创新与发展,自动化生产已运用到各行各业,尤其是汽车制造领域,汽车内饰产品的质量也不断提高,自动化生产不单单是解放了人们的双手,更是提高产品质量的重要保障;例如,汽车内饰件的尺寸较大,其面料也较宽,汽车内饰件的面料卷材通常以旋转抽取的形式输送到加工设备中。
3.传统的放卷装置往往采用比较简易的单工位放卷结构,在上料的过程中需暂停面料的传送,导致生产周期延长;同时,在面料卷材的传送过程中面料难免会左右移动造成面料的传送轨迹改变,严重时可能出现面料卡进设备的问题;另外,由于卷材在旋转过程中的惯性,当面料的传送速度下降时,卷材还在继续转动,容易造成面料表面的褶皱。为保证产品质量,提高生产效率,本案提出了一种具备纠偏功能、张紧功能的双工位放卷装置。
技术实现要素:
4.为了解决现有技术的不足,本实用新型的目的在于提供一种双工位放卷装置。
5.为了实现上述目的,本实用新型是通过以下技术方案实现的:一种双工位放卷装置,包括:纠偏底座、双工位底座、工位安装座和回转机构,所述纠偏底座位于装置的底部,所述双工位底座位于纠偏底座的上方,且滑动连接,所述纠偏底座上安装纠偏执行器,所述纠偏执行器的前端与双工位底座连接,两个所述工位安装座平行设置于双工位底座上,每个工位安装座上各设置一组回转机构,所述回转机构包括:空心磁粉制动器、气胀轴、制动器安装板、轴承和轴承安装板,所述制动器安装板和轴承安装板安装于工位安装座的上方两侧,所述空心磁粉制动器安装于制动器安装板上,所述气胀轴的一端横向穿过轴承安装板和制动器安装板,且与空心磁粉制动器连接,所述气胀轴分别与制动器安装板和轴承安装板之间设置有轴承,所述气胀轴的另一端放置卷材。
6.其中,所述回转机构还包括计数传感器和检测板,所述计数传感器安装于工位安装座上,且介于制动器安装板和轴承安装板之间,所述检测板安装于气胀轴上,且所述检测板位于计数传感器的正上方。
7.其中,所述纠偏底座与双工位底座之间通过直线导轨组件滑动连接。
8.与现有技术相比,本实用新型的有益效果是:该双工位放卷装置可以取代传统的单工位放卷装置,节省了更换卷材的时间,提高了生产效率;并且该装置具备纠偏功能,保证卷材传送稳定性、准确性更高;另外,该装置具备张紧功能,当卷材的旋转速度降低时,避免面料因为惯性而发生卷曲问题,保证卷材在被抽出的过程可以保持表面的平整度,降低了后续工序的生产误差。
附图说明
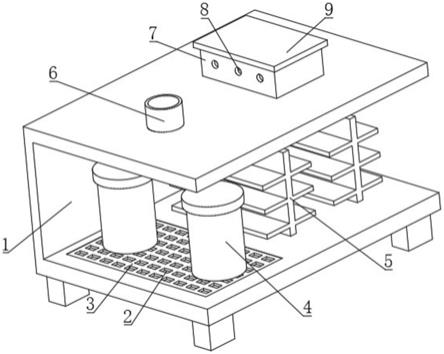
9.图1为本实用新型的结构示意图;
10.图2为本实用新型纠偏底座和双工位底座的结构示意图;
11.图3为本实用新型回转机构的结构示意图;
12.图4为本实用新型回转机构的局部结构示意图;
13.图5为本实用新型计数传感器和检测板的结构示意图。
14.图中:1
‑
纠偏底座;11
‑
纠偏执行器;2
‑
双工位底座;3
‑
工位安装座;4
‑
回转机构;41
‑
空心磁粉制动器;42
‑
气胀轴;43
‑
制动器安装板;44
‑
轴承;45
‑
轴承安装板;46
‑
计数传感器;47
‑
检测板。
具体实施方式
15.为了使本实用新型的目的、技术方案以及优点更加清楚、明白,以下结合附图及实施例,对本实用新型进行进一步详细说明。
16.如图1至图5所示,本实用新型提供了一种双工位放卷装置,包括:纠偏底座1、双工位底座2、工位安装座3和回转机构4,所述纠偏底座1位于装置的底部,所述双工位底座2位于纠偏底座1的上方,且滑动连接,所述纠偏底座1上安装纠偏执行器11,所述纠偏执行器11的前端与双工位底座2通过连接板连接,两个所述工位安装座3平行设置于双工位底座2上,每个工位安装座3上各设置一组回转机构4,所述回转机构4包括:空心磁粉制动器41、气胀轴42、制动器安装板43、轴承44和轴承安装板45,所述制动器安装板43和轴承安装板45安装于工位安装座3的上方两侧,所述空心磁粉制动器41安装于制动器安装板43上,所述气胀轴42的一端横向穿过轴承安装板45和制动器安装板43,且与空心磁粉制动器41连接,所述气胀轴42分别与制动器安装板43和轴承安装板45之间设置有轴承44,所述气胀轴42的另一端放置卷材。
17.进一步地,所述回转机构4还包括计数传感器46和检测板47,所述计数传感器46安装于工位安装座3上,且介于制动器安装板43和轴承安装板45之间,所述检测板47安装于气胀轴42上,且所述检测板47位于计数传感器46的正上方;其中,所述检测板47由小半径半圆环和大半径半圆环组成,在所述气胀轴42的旋转过程中,当大半径半圆环靠近所述计数传感器46时,计数传感器46产生一种电信号,当小半径半圆环靠近计数传感器46时,计数传感器46与小半径半圆环之间的距离相比计数传感器46与大半径半圆环之间的距离变大,计数传感器46会产生另外一种不同的电信号,两种电信号交替产生,形成一种脉冲信号,周期为t,故气胀轴42旋转一周的周期也为t,以此检测气胀轴42的旋转圈数,脉冲信号输出给外部控制系统。
18.进一步地,所述纠偏底座1与双工位底座2之间通过直线导轨组件滑动连接。所述直线导轨组件包括:两组平行安装于所述纠偏底座1上方的直线滑轨,以及安装于所述双工位底座2下方的滑块,所述滑轨与滑块滑动连接。
19.本实施例中的双工位放卷装置搭配切布组件使用;其中,切布组件上安装检测器,以面料的一侧边为基准,该基准处于检测器不同的位置时,检测器输出的电压值不同,以检测器输出的电压值作为纠偏执行器11的动作信号;预先设定在检测器输出的某个电压范围内,为面料的偏移允许范围;外部控制系统接收到检测器输出的电压在设定的范围内时,纠
偏执型器11不动作,一旦外部控制系统接收到检测器输出的电压低于设定好的电压值下限或者超出设定好的电压值上限时,代表面料左或右偏移超出规定范围,外部控制系统则控制纠偏执行器11进行反向动作,对面料位置进行纠偏。
20.本实用新型的具体工作过程为:
21.将卷材横穿在气胀轴42上,外部控制系统控制气胀轴42通气,其直径变大,通过摩擦力将卷材固定,卷材可随气胀轴42做回转运动,卷材在旋转过程中人工或机器将卷材沿水平方向抽出,在抽出的过程中卷材可能沿左右方向移动,导致放卷面料左右位置移动,一旦放卷面料偏移超出设定范围,纠偏执行器11动作进行纠偏,空心磁粉制动器41可提供阻力使卷材在被抽出的过程中保持一定的张力,便于卷材的传送及切割,在卷材在被抽出的过程中,计数传感器46与检测板47配合工作,可以检测出气胀轴42的旋转圈数并将数据传送到外部控制系统;在第一个卷材被完全抽出时,外部控制系统发出指令,第一个卷材气胀轴42停止旋转,第二个气胀轴42继续工作,卷材可以继续被抽出;可以在其中一个卷材旋转的过程中更换另一个卷材,保证连续化生产。
22.以上所述仅为本实用新型的较佳实施例而已,并不用以限制本实用新型,凡在本实用新型的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本实用新型的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。