1.本实用新型属于精密零件加工技术领域,具体涉及一种铣针槽组合工装。
背景技术:
2.铣针槽加工工件是一种机械流水线上常用的技术工件,常用的固定方式为用三爪卡盘或仿形铝钳口进行加工,但实用新型人在实际使用过程中发现,这些现有技术至少存在以下技术问题:
3.1. 爪盘和钳口对塑料件夹紧时力度不一致,会导致零件变形,例如压扁回弹或永久变形,会弹回导致加工后圆度达不到要求。
4.2. 产品外形是圆柱形,且工件的侧面要求垂直,在加工侧面时没有基准定向,容易出现错位等问题。
5.3. 产品公差及表面质量要求高,没有合适的装夹工件,会使加工工件出现夹伤问题,进而影响工件精度及表面质量。
技术实现要素:
6.针对现有技术中存在的夹紧力度不一致、安装工件易错位和工件易夹伤的问题,本实用新型提出了一种铣针槽组合工装,其目的为:通过增加一种新的装夹工件,与传统铣针槽加工工件组合,给铣针槽加工提供稳定的环境,改善直接装夹铣针槽而带来的工件受损、夹伤等问题。
7.为实现上述目的本实用新型所采用的技术方案是:提供一种铣针槽组合工装,包括铣针槽加工工装,还包括柱体和工装盖,所述柱体与工装盖活动连接,组成铣针槽装夹工装,所述铣针槽装夹工装顶面开设有贯通的安装槽,所述柱体上与工装盖连接的面为连接面,所述连接面的对称面上设置有定位孔,与所述连接面相接的一面上开设有观察槽,与安装槽贯通,所述工装盖上设置有导向柱安装位和螺栓孔,所述工装盖底部开设有弧形槽。
8.其进一步的优选技术方案为:所述柱体上设置有与螺栓孔相对应的螺栓安装位,用于连接柱体和工装盖。
9.其进一步的优选技术方案为:所述安装槽为阶梯槽,所述安装槽在柱体底面开口直径小于柱体顶面开口直径。
10.其进一步的优选技术方案为:所述柱体开设有安装槽的一面,与连接面的对称面之间为倒角设计,其它连接处均为直角。
11.其进一步的优选技术方案为:所述定位孔为两个,呈直线设置,靠近顶部的定位孔直径大于底部导向孔直径。
12.其进一步的优选技术方案为:所述导向柱安装位与螺栓孔各设置有四个,均匀设置于工装盖上。
13.其进一步的优选技术方案为:所述安装孔为贯通的阶梯槽。
14.其进一步的优选技术方案为:所述螺栓孔尺寸与m3螺钉适配。
15.其进一步的优选技术方案为:所述螺栓孔为贯通的阶梯槽,所述阶梯深度大于m3螺钉中螺帽的厚度。
16.其进一步的优选技术方案为:所述安装槽内部空间的尺寸与铣针槽加工工装的适配。
17.相比现有技术,本实用新型的技术方案具有如下有益效果:
18.1、通过加入铣针槽装加工件,与铣针槽加工工件配合,有效杜绝了因为装夹而导致的工件损伤,不仅提升了铣针槽加工工件的使用寿命,而且也避免了传统铣针槽加工工件被夹伤后,导致内部产品表面质量出现问题的可能,减少因产品变形而导致的尺寸不合格。
19.2、本实用新型所提出的铣针槽组合工装中,设置有不同直径的定位柱,利用定位柱直径不同,可以有效避免正反撞翻的问题,从而降低安装的难度。简单的装夹操作,只需要一两个步骤即可安装完成,能够有效降低安装工人的培养时间,提升工厂效率,降低成本。
20.3、工装通过定位的调整可以取代多轴旋转轴加工,降低设备的需求从而降低成本。
附图说明
21.为了更清楚地说明本实用新型实施方式的技术方案,下面将对实施方式中所需要使用的附图作简单地介绍,应当理解,以下附图仅示出了本实用新型的某些实施例,因此不应被看作是对范围的限定,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他相关的附图。
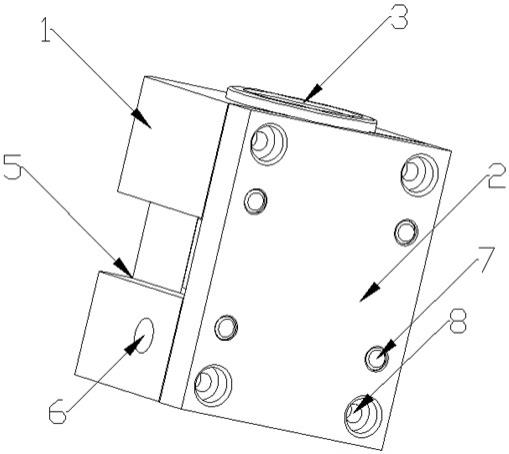
22.图1是本实用新型一种铣针槽组合工装的立体结构示意图。
23.图2是本实用新型一种铣针槽组合工装的侧示意图。
24.图3是本实用新型一种铣针槽组合工装中工装盖的结构示意图。
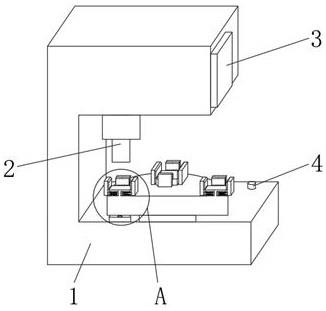
25.图4是本实用新型一种铣针槽组合工装的立体结构侧视图。
26.图中标记分别为:1
‑
柱体,2
‑
工装盖,3
‑
安装槽,4
‑
定位孔,5
‑
观察槽,6
‑
安装孔,7
‑
导向柱安装位,8
‑
螺栓孔,9
‑
弧形槽。
具体实施方式
27.为使本实用新型目的、技术方案和优点更加清楚,下面对本实用新型实施方式中的技术方案进行清楚、完整地描述,显然,所描述的实施方式是本实用新型的一部分实施方式,而不是全部的实施方式。基于本实用新型中的实施方式,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施方式,都属于本实用新型保护的范围。因此,以下提供的本实用新型的实施方式的详细描述并非旨在限制要求保护的本实用新型的范围,而是仅仅表示本实用新型的选定实施方式。
28.应注意到:相似的标号和字母在下面的附图中表示类似项,因此,一旦某一项在一个附图中被定义,则在随后的附图中可以不对其进行进一步定义和解释。
29.实施例1:
30.如图1
‑
图4所示,提供一种铣针槽组合工装,包括铣针槽加工工装,还包括柱体 1
和工装盖 2,所述柱体 1与工装盖 2活动连接,顶面开设有贯通的安装槽 3,所述柱体 1上与工装盖 2连接的面为连接面,所述连接面的对称面上设置有定位孔 4,与所述连接面相接的一面上开设有观察槽 5,与安装槽 3贯通,所述与连接面相接的两面上均设置有安装孔 6;所述工装盖上设置有导向柱安装位 7和螺栓孔 8,所述工装盖底部开设有弧形槽 9,所述柱体上设置有与螺栓孔 8相对应的螺栓安装位,用于连接柱体 1和工装盖 2。所述安装槽 3为阶梯槽,所述安装槽 3在柱体 1底面面开口直径小于柱体顶面开口直径。所述柱体 1开设有安装槽的一面,与连接面的对称面之间为倒角设计,其它连接处均为直角。所述定位孔 4为两个,呈直线设置,靠近顶部的定位孔 4直径大于底部定位孔 4直径。
31.本实用新型所提出的铣针槽组合工装中,设置有不同直径的定位柱,利用定位柱直径不同,可以有效避免正反撞翻的问题,从而降低安装的难度。简单的装夹操作,只需要一两个步骤即可安装完成,能够有效降低安装工人的培养时间,提升工厂效率,降低成本。
32.工装通过定位的调整可以取代多轴旋转轴加工,降低设备的需求从而降低成本。使用工装和直角工装降低装夹难度。
33.通过开设观察槽,能够帮助工人更好地了解铣针槽加工工装与铣针槽装夹工装的配合安装情况。铣针槽加工工装通过安装槽 3安装到铣针槽装夹工装内部,利用螺栓将工装盖 2与柱体 1紧密连接,使得铣针槽加工工装均匀受力,有效改善了传统夹具部分装夹铣针槽加工工装,从而导致加工工装受力不匀,以致于内部工件变形的情况。
34.传统铣针槽加工工装为圆柱体,圆柱体本身不易固定,这也是导致传统夹具需要大力装夹加工工装的原因,而本实用新型所设置的铣针槽装夹工装,则有效的解决改善好了这个问题。其除了连接面的对称面之间为倒角设计,其它连接处均为直角,能够十分简单快速的安装到流水生产线中去,不需要强大外力也能够保持稳定。
35.优选地,所述导向柱安装位 7与螺栓孔 8各设置有四个,均匀设置于工装盖上。所述安装孔 6为贯通的阶梯槽。所述螺栓孔 8尺寸与m3螺钉适配。所述螺栓孔 8为贯通的阶梯槽,所述阶梯深度大于m3螺钉中螺帽的厚度。所述安装槽 3尺寸与铣针槽加工工装适配。
36.通过保证阶梯深度大于m8螺钉螺帽深度,可以将m8螺钉螺帽完全融入装夹夹具之中,从而保证在装夹完成之后,不会有突出的螺帽影响到工厂操作人员操作,也无形保障了工厂操作安全。
37.通过加入铣针槽装加工件,与铣针槽加工工件配合,有效杜绝了因为装夹而导致的工件损伤,不仅提升了铣针槽加工工件的使用寿命,而且也避免了传统铣针槽加工工件被夹伤后,导致内部产品表面质量出现问题的可能,减少因产品变形而导致的尺寸不合格。
38.在本实用新型的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“长度”、“宽度”、“厚度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”、“顺时针”、“逆时针”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的设备或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
39.在本实用新型中,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”、“固定”等术语应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或成一体;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通或两个元件的相互作用关系。对于本领域的普通技术人员而言,可以根据
具体情况理解上述术语在本实用新型中的具体含义。
40.在本实用新型中,除非另有明确的规定和限定,第一特征在第二特征之“上”或之“下”可以包括第一和第二特征直接接触,也可以包括第一和第二特征不是直接接触而是通过它们之间的另外的特征接触。而且,第一特征在第二特征“之上”、“上方”和“上面”包括第一特征在第二特征正上方和斜上方,或仅仅表示第一特征水平高度高于第二特征。第一特征在第二特征“之下”、“下方”和“下面”包括第一特征在第二特征正下方和斜下方,或仅仅表示第一特征水平高度低于第二特征。
41.以上仅是本实用新型的优选实施方式,应当指出的是,上述优选实施方式不应视为对本实用新型的限制,本实用新型的保护范围应当以权利要求所限定的范围为准。对于本技术领域的普通技术人员来说,在不脱离本实用新型的精神和范围内,还可以做出若干改进和润饰,这些改进和润饰也应视为本实用新型的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。