1.本发明涉及航空制造业中飞机零、组件制造领域,具体是一种用于飞机机体曲面蒙皮零、组件加工所需的定位装置和测量方法。
背景技术:
2.飞机蒙皮的作用是维持飞机外形,使之具有良好的空气动力特性。飞机蒙皮承受空气动力作用后,将作用力传递到相连的机身机翼骨架上,受力复杂加之蒙皮直接与外界接触,所以不仅要求蒙皮材料强度高、塑性好,还要求表面光滑,有较高的抗蚀能力。
3.飞机蒙皮零件具有形状精度高,截面不等厚的特点,包含面、下陷、通窗、孔等结构特征,传统加工飞机蒙皮零件是先在模具上刻线,按照模具刻线手工加工出立体化铣样板,利用立体化铣样板制造出来。由于飞机蒙皮零件结构大型且复杂壁薄,在加工过程中存在操作工艺复杂,定位精度差,加工易变形等诸多问题,无法满足制造工艺要求。
技术实现要素:
4.本发明的目的在于提供一种针对飞机蒙皮零件加工的定位装置和测量方法。保证在飞机蒙皮加工制造过程中,柔性夹持工装、蒙皮零件和加工设备的多坐标零点拟合,精确完成蒙皮零件的加工。
5.本发明解决其技术问题所采用的技术方案是:一种多坐标拟合的定位装置包含底座、旋转座、角度基座、角度仪和定位基座,底座是一个圆形的刚性体,其外表面上端均匀分布刻度,旋转座位于底座上端,其外表面下端均匀分布刻度,旋转座可绕底座中心360
°
旋转,沿c向旋转的角度可通过表面分布的刻度进行读取,旋转座上端固定有角度基座,角度基座为一个凹形刚性体,角度基座的中间两侧有扇形凹槽,凹槽的扇形面上分别刻有
±
30
°
角度的刻度,角度基座上端有一根通轴穿过,角度仪是一个有60
°
刻度分布的扇形刚性体,角度仪与角度基座上端的轴同心,保证角度仪可绕角度基座上的轴在
±
30
°
角度内旋转,角度仪顶部固定一个定位基座,定位基座中心设有固定测量球头的凹槽。
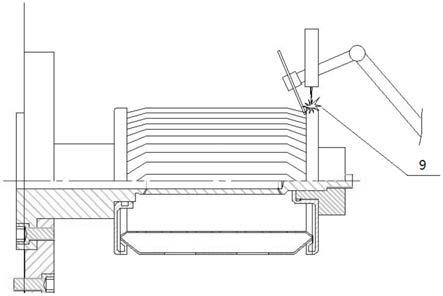
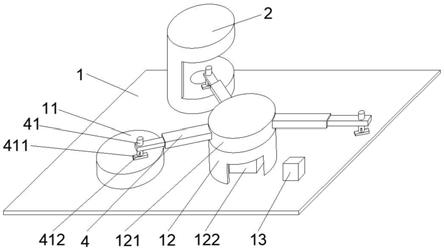
6.使用定位装置、柔性夹持工装、测量设备对被加工工件的基准点进行测量,其中测量设备包含测量头、加工末端及龙门加工设备,测量头固定于加工末端的下顶端上,加工末端随龙门加工设备在设备所加工范围内随意移动。柔性夹持工装包含多组点阵升降定位柱、定位基础台及工装坐标原点基准孔,定位基础台做为柔性夹持工装的固定基准被固定在地面,其工装前端设定有工装坐标原点基准孔,作为柔性夹持工装的理论基准孔,定位基础台上端分布有多组升降定位柱,呈点阵式分布。
7.测量的具体步骤包括:
8.第一步:在测量设备末端安装测量头;
9.第二步:在柔性夹持工装的工装基准点位置固定定位装置,定位装置顶端固定测量球头;
10.第三步:被加工工件的两个基准孔下端分别放置有定位装置,利用被加工工件的
两个基准孔,用定位销穿过工件的基准孔与定位装置进行固定;
11.第四步:测量设备对测量球头进行测量并拟合出其球心位置作为工装坐标系的原点,柔性夹持工装底面作为工装坐标系的xy平面,工件上两个基准孔连线方向作为x向,建立出工装坐标系;
12.第五步:将设备坐标系与工装坐标系进行拟合,以工装坐标系原点作为设备坐标系原点;
13.第五步:测量设备测量被加工工件的两个基准孔上等高位置处定位销的轴心点坐标位置,得到其在工装坐标系下的坐标位置;
14.第六步:将两个基准孔在工装坐标系下的测量值,与其在工装坐标系下理论值进行比对,得到基准孔位置偏差。
15.有益效果:本发明提出一种多坐标拟合的定位装置及方法,利用工装坐标系为初始定位坐标系,通过定位装置、球头、定位销及测量头的测量方式,将产品坐标系和设备坐标系统一起来,直接将带曲面的被加工工件纳入到工装坐标系里。融合三方坐标系后利用数控加工的方式完成对曲面工件的直接加工,避免了传统工件夹持和定位对曲面产品无法直接定位的尴尬境地,通过拟合坐标系完成曲面产品的数控加工。可根据飞机机翼、机身等大部件的曲面分步进行加工,节省了由传统产品定位和找正带来的时间上的浪费,提高数字化加工的能力和效率。可直接推广至其它行业曲面产品的数控加工领域中去。
16.以下结合实施例附图对本技术作进一步详细的描述。
附图说明
17.图1是定位装置示意图
18.图2是一种多坐标拟合的定位装置测量及拟合定位示意图
19.图3是测量设备示意图
20.图4是柔性夹持工装示意图
21.图中标号说明:1底座;2旋转座;3角度基座;4角度仪;5定位基座;6定位装置;7测量球头;8定位销;9测量设备;10柔性夹持工装;11测量头;12加工末端;13龙门加工设备;14升降定位柱;15定位基础台;16工装坐标原点基准孔;17被加工工件。
具体实施方式
22.参见附图1-4,本发明是一种多坐标拟合的定位装置及测量方法。
23.定位装置包含底座1、旋转座2、角度基座3、角度仪4和定位基座5,底座1是一个圆形的刚性体,其外表面上端均匀分布刻度,旋转座2位于底座1上端,其外表面下端均匀分布刻度,旋转座2可绕底座中心360
°
旋转,沿c向旋转的角度可通过表面分布的刻度进行读取,旋转座2上端固定有角度基座3,角度基座3为一个凹形刚性体,角度基座3的中间两侧有扇形凹槽,凹槽的扇形面上分别刻有
±
30
°
角度的刻度,角度基座3上端有一根通轴穿过,角度仪4是一个有60
°
刻度分布的扇形刚性体,角度仪4与角度基座3上端的轴同心,保证角度仪4可绕角度基座3上的轴在
±
30
°
角度内旋转,角度仪4顶部固定一个定位基座5,定位基座5中心设有固定测量球头的凹槽。
24.使用定位装置6、柔性夹持工装10、测量设备9对被加工工件17的基准点进行测量
其中测量设备9包含测量头11、加工末端12及龙门加工设备13,测量头11固定于加工末端12的下顶端上,加工末端12随龙门加工设备13在设备所加工范围内随意移动。
25.柔性夹持工装10包含多组点阵升降定位柱14、定位基础台15及工装坐标原点基准孔16,定位基础台15做为柔性夹持工装的固定基准被固定在地面,其工装前端设定有工装坐标原点基准孔16,作为柔性夹持工装10的理论基准孔,定位基础台15上端分布有多组升降定位柱14,呈点阵式分布。
26.测量的具体步骤包括:
27.第一步:在测量设备9末端安装测量头11;
28.第二步:在柔性夹持工装10的工装基准点位置固定定位装置6,定位装置6顶端固定测量球头7;
29.第三步:被加工工件的两个基准孔下端分别放置有定位装置6,利用被加工工件的两个基准孔,用定位销8穿过工件的基准孔与定位装置6进行固定;
30.第四步:测量设备9对测量球头7进行测量并拟合出其球心位置作为工装坐标系的原点,柔性夹持工装10底面作为工装坐标系的xy平面,工件上两个基准孔连线方向作为x向,建立出工装坐标系;
31.第五步:将设备坐标系与工装坐标系进行拟合,以工装坐标系原点作为设备坐标系原点;
32.第五步:测量设备9测量被加工工件17的两个基准孔上等高位置处定位销8的轴心点坐标位置,得到其在工装坐标系下的坐标位置;
33.第六步:将两个基准孔在工装坐标系下的测量值,与其在工装坐标系下理论值进行比对,得到基准孔位置偏差。
34.本发明利用工装坐标系为初始定位坐标系,通过定位装置、球头、定位销及测量头的测量方式,将产品坐标系和设备坐标系统一起来,直接将带曲面的被加工工件纳入到工装坐标系里,带曲面的被加工工件的定位孔位置一般都是与工装坐标系之间存在一定的夹角,利用定位装置可沿a/c向旋转的功能来弥补定位孔与坐标系之间的夹角,保证定位销在穿过定位孔后,垂直插入定位装置顶端的定位基座内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。