1.本实用新型主要涉及液压式快速冲压设备领域,尤其涉及一种带有平衡缸的向下冲裁液压异物检测装置。
背景技术:
2.该结构针对液压式快速冲压设备的异物检测,在液压式冲床尤其是快速液压冲床对异物检测的灵敏性要求很高,特别是在厚板冲裁过程中一旦有废料未能及时排除并未被及时发现就会威胁到设备、人员的安全。
3.已公开中国实用新型专利,申请号cn201420430662.8,专利名称:一种大台面冲压液压机的冲裁缓冲装置,申请日:20140731,本实用新型涉及一种大台面冲压液压机的冲裁缓冲装置,包括缓冲器和缓冲缸,其特征在于,所述的缓冲缸在冲压液压机的底座两侧各装置一个,冲压液压机两侧的滑块正对缓冲缸的柱塞,两个缓冲器分别与左右侧的缓冲缸连接,并且两个缓冲缸还通过分支管路连通。本实用新型所述的大台面冲压液压机的冲裁缓冲装置利用两个油路连通的液压系统单元组成整个冲裁缓冲装置,从而使得两个缓冲缸的运作步调高度一致,从而确保缓冲效果的平衡性,不会出现偏斜,提高液压机的工作平稳性。
技术实现要素:
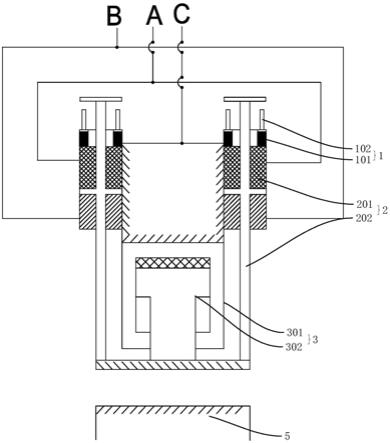
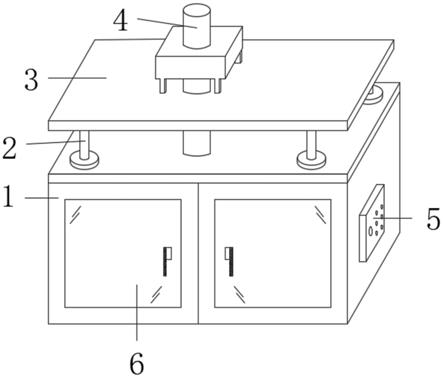
4.针对现有技术的上述缺陷,本实用新型提供能够满足快速允许的同时具有高的灵敏性,对电气硬件要求不高的一套异物检测装置,具体的是本实用新型提供一种带有平衡缸的向下冲裁液压异物检测装置,包括液压系统单元、平衡缸1、快进缸2和主缸3;
5.所述平衡缸1包括环形油缸101和设置在环形油缸101内的平衡缸活塞102;
6.所述快进缸2包括快进油缸201和设置在快进油缸201内的快进缸活塞202,所述快进缸活塞202顶部设置有t形结构4,所述快进油缸201的上面设置有平衡缸活塞102两者刚性连接,在下行过程中 t形结构4与平衡缸活塞102接触,所述快进缸活塞202的下端与上滑块刚性连接;
7.所述主缸3包括主油缸301和设置在主油缸301内的主缸活塞 302,所述主缸活塞302与上滑块刚性连接,所述主缸活塞302底部正对下台面5放置产品的位置;
8.液压系统单元分别与左右侧的两组所述平衡缸1和快进缸2连接。
9.优选的,快进缸2下行或者上行带动滑块上下运动。
10.优选的,液压系统单元包括插装阀11和与插装阀11连接的a路端、b路端和c路端;
11.所述a路端的油路上设置有一号低压溢流阀12和上型腔高压安全阀13连接至快进缸2的上型腔;
12.所述b路端的油路上设置有下型腔高压安全阀15连接至快进缸2的下型腔;
13.所述c路端的油路上设置有二号低压溢流阀16和平衡缸高压安全阀17连接至平衡缸1的环形油缸101下端。
14.优选的,a路端、b路端之间油路上还设置有平衡阀14。
15.优选的,插装阀11的出油端的油路上设置有比例流量阀22,油路上其余为方向控制阀和截止阀。
16.优选的,还连接有报警装置,所述报警装置电连接至滑块的位移传感器和时间继电器。
17.优选的,时间继电器的设定时间为5s。
18.本实用新型的有益效果:适用于快速冲压同时在较低的电气控制要求下能够检测出模内异物的装置,此装置需有很高的灵敏性,就要排除由于设备滑块自重和运行惯性的影响,增加了一套滑块自重的平衡结构,为降低成本未采用通过高反应频率的plc和压力传感器的压力检测方式,而是采用了一种高低压切换的方式降低检测断的压力来判断,具有结构稳定、有效、简便、高效、低成本的特点。
附图说明
19.图1为本实施例步骤s1的结构图;
20.图2为本实施例步骤s2的结构图;
21.图3为本实施例步骤s3的结构图;
22.图4为本实施例步骤s4的结构图;
23.图5为本实施例步骤s5的结构图;
24.图6为本实施例步骤s6的结构图;
25.图7为本实施例中关于异物检测系统的结构图;
26.图中,
27.1、平衡缸,101、环形油缸,102、平衡缸活塞;
28.2、快进缸,201、快进油缸,202、快进缸活塞;
29.3、主缸,301、主油缸,302、主缸活塞;
30.4、t形结构;
31.5、下台面;
32.11、插装阀;12、一号低压溢流阀;13、上型腔高压安全阀;14、平衡阀;15、下型腔高压安全阀;16、二号低压溢流阀;17、平衡缸高压安全阀;22、比例流量阀。
具体实施方式
33.为了使本技术领域人员更好地理解本发明的技术方案,并使本发明的上述特征、目的以及优点更加清晰易懂,下面结合实施例对本发明做进一步的说明。实施例仅用于说明本发明而不用于限制本发明的范围。
34.7、如图1
‑
7所示可知,本实用新型包括有:液压系统单元、平衡缸 1、快进缸2和主缸3;
35.所述平衡缸1包括环形油缸101和设置在环形油缸101内的平衡缸活塞102;
36.所述快进缸2包括快进油缸201和设置在快进油缸201内的快进缸活塞202,所述快进缸活塞202顶部设置有t形结构4,所述快进油缸201的上面设置有平衡缸活塞102两者刚性连接,在下行过程中t形结构4与平衡缸活塞102接触,所述快进缸活塞202的下端与上滑
块刚性连接;
37.所述主缸3包括主油缸301和设置在主油缸301内的主缸活塞 302,所述主缸活塞302与上滑块刚性连接,所述主缸活塞302底部正对下台面5放置产品的位置;
38.液压系统单元分别与左右侧的两组所述平衡缸1和快进缸2连接。
39.在本实施中优选的,快进缸2下行或者上行带动滑块上下运动。
40.设置上述结构,实现滑块在空行程过程中的快速运动和检测过程,从而提高冲裁节拍。
41.在本实施中优选的,液压系统单元包括插装阀11和与插装阀11 连接的a路端、b路端和c路端;
42.所述a路端的油路上设置有一号低压溢流阀12和上型腔高压安全阀13连接至快进缸2的上型腔;
43.所述b路端的油路上设置有下型腔高压安全阀15连接至快进缸 2的下型腔;
44.所述c路端的油路上设置有二号低压溢流阀16和平衡缸高压安全阀17连接至平衡缸1的环形油缸101下端。
45.在本实施中优选的,a路端、b路端之间油路上还设置有平衡阀 14。
46.在本实施中优选的,插装阀11的出油端的油路上设置有比例流量阀22,油路上其余为方向控制阀和截止阀。
47.设置上述结构,比例流量阀,可以通过控制比例流量阀的阀心开口大小来控制流量从而控制滑块的运行速度。
48.在本实施中优选的,还连接有报警装置,所述报警装置电连接至滑块的位移传感器和时间继电器。
49.在本实施中优选的,时间继电器的设定时间为5s。
50.设置上述结构,位移传感器对行程进行记录,可以实现滑块未到主缸加压设定位置不加压,就不会对模具造成伤害,并在设备中设置最长停顿时间,如5s未完成完整冲裁动作且时间超过5s提供报警。
51.在使用中,包括以下运动过程:
52.1.初始状态
53.滑块处于最高点,平衡缸活塞在下方高压油液作用下处于最上方;
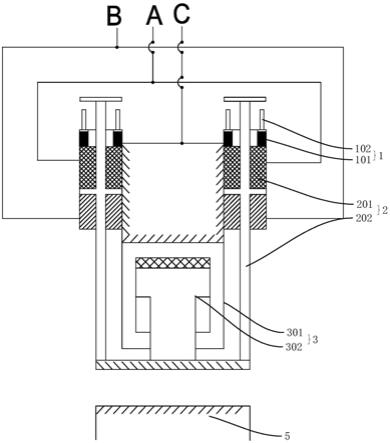
54.2.下行接触
55.阀21、11、24、26打开阀22切换至左侧,其余关闭,此时快进缸上型腔快速进油下型腔出油,滑块快速下行直到平衡缸活塞与快进缸活塞接触;
56.3.接触下行
57.接触下行过程中在快进缸的作用下从二号低压溢流阀16溢流,此溢流阀溢流过程产生的向上力与滑块自重基本一致;
58.4.下行减速检测过程
59.继续下行至检测端,此时阀23打开,上侧型腔油液压力降低,压力降低导致下行速度降低,转入检测下行,继续下行,此低压的设定值需保证无法对废料和模具造成损害;
60.4.1如设备内存在废料则在现有低压状态下滑块受到向下的力不足以克服废料的强度继续下行而停止,滑块未到主缸加压设定位置不加压,就不会对模具造成伤害,并在设
备中设置最长停顿时间如异物导致停机5秒设备未完成完整冲裁过程即报警有异物;
61.4.2如设备内部无废料滑块可以继续下行并到达主缸加压设定位置,主缸加压完成完整冲裁过程,此处主缸加压过程不做详细描述;
62.5.滑块上行
63.阀22切换至右侧,阀23、26关闭,阀5、24打开,此时快进缸下型腔和平衡缸下型腔同时进油,提升滑块上行;
64.6.复位
65.滑块上行至设置上死点,平衡缸上行至机械上死点;
66.如此往复实现对异物的检测。
67.上述实施例仅例示性说明本专利申请的原理及其功效,而非用于限制本专利申请。任何熟悉此技术的人士皆可在不违背本专利申请的精神及范畴下,对上述实施例进行修饰或改变。因此,举凡所属技术领域中具有通常知识者在未脱离本专利申请所揭示的精神与技术思想下所完成的一切等效修饰或改变,仍应由本专利请的权利要求所涵盖。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。