1.本发明涉及网络物理系统型加工系统。
背景技术:
2.网络物理系统能够使用基于数字数据在虚拟世界再现出在现实世界配置的产品等的模型,来虚拟地预测在产品等将来产生的现象。
3.网络物理系统能够使产品等的状态与在网络世界上虚拟地构建出的模型的状态同步。因此,网络物理系统能够高精度地模拟在产品等产生的现象。
4.另一方面,日本特开2018-153907号公报所公开的磨削加工模拟装置不反映现实世界中的通过磨削加工而时刻变化的机械主体、工件等的实际加工现象,而基于预先设定的理想的加工现象来执行磨削加工模拟。因此,存在难以正确地模拟在现实世界中实际在磨床、工件产生的实际加工现象的情况。
5.在机床的领域中,期望被大量生产的工件具有统一的尺寸精度以及性状。因此,在机床的领域中,更加正确地预测在加工中使工件的尺寸精度、性状恶化那样的实际加工现象,由此来提高工件的加工精度极其重要。
技术实现要素:
6.本发明的实施方式涉及网络物理系统型加工系统,在虚拟世界上精度良好地生成现实世界中的在机床以及工件产生的实际加工现象,从而提高机床对工件的加工精度。
7.根据本发明的实施方式,网络物理系统型加工系统具备:机床,其配置于现实世界,并且具有对工件进行加工的机械主体和基于指令值对机械主体进行控制的控制装置;以及计算机装置,其在虚拟世界生成与工件以及机械主体的实际加工现象对应的虚拟加工现象。计算机装置能够通信地与机床的控制装置连接,与控制装置同步地获取指令值。而且,计算机装置基于获取到的指令值生成将来的虚拟加工现象亦即将来虚拟加工现象,并且将用于基于将来虚拟加工现象对指令值进行修正的最佳指令值输出至控制装置。
附图说明
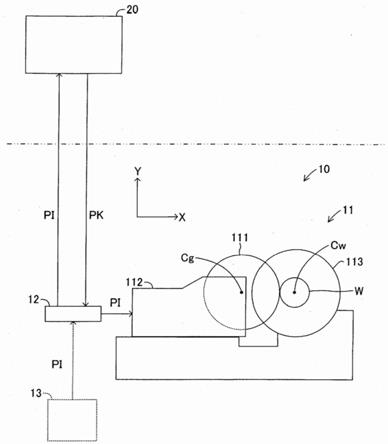
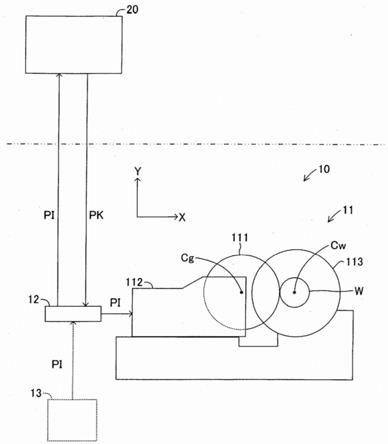
8.图1是表示本发明的实施方式的网络物理系统型加工系统的结构的构成图。
9.图2是表示图1的计算机装置的结构的构成图。
10.图3是用于对网络物理系统型加工系统的工作进行说明的图。
具体实施方式
11.(1.网络物理系统型加工系统的概要)
12.以下,参照附图对网络物理系统(cyber physical system:以下,也简称为“cps”)型加工系统进行说明。如图1所示,cps型加工系统(以下,也简称为“加工系统”)具备配置于现实世界的作为机床10而对工件w进行磨削加工的机械主体的磨床11、控制装置12、配置于
虚拟世界的计算机装置20。
13.(2.磨床11的结构)
14.如图1所示,现实世界中的作为机械主体的磨床11具备砂轮111、砂轮座112和主轴箱113。磨床11具备通过冷却剂对磨削点的周边进行冷却的冷却装置(未图示)。磨床11使被砂轮座112旋转驱动的砂轮111的周面与被主轴箱113旋转驱动的工件w的周面接触,来对工件w的周面进行磨削。
15.砂轮111由大量的磨粒形成为圆盘状,并被砂轮座112支承为能够围绕砂轮轴线cg旋转驱动。砂轮座112根据来自控制磨床11的工作的控制装置12的指令值pi,使砂轮111绕砂轮轴线cg旋转。另外,砂轮座112根据来自控制装置12的指令值pi使砂轮111在砂轮轴线cg的方向以及进给方向(x轴线方向)移动。此外,也可以使主轴箱113相对于砂轮座112在进给方向(x轴线方向)移动。主轴箱113将工件w支承为能够绕主轴线cw旋转,并根据来自控制装置12的指令值pi使工件w绕主轴线cw旋转。
16.控制装置12统一地控制作为机械主体的磨床11的工作,具体而言,基于指令值pi控制磨床11的砂轮座112以及主轴箱113。这里,作为指令值pi,是工件w(主轴箱113)以及砂轮111(砂轮座112)的位置、砂轮111的转速、主轴箱113的主轴(工件w)的旋转速度、切入速度、磨削工序(粗磨、精磨以及细磨)的切换时机、冷却剂的有无、温度、工件w的材质、工件w的直径等。
17.另外,指令值pi也包含与磨床11现实中对工件w进行磨削加工的实际加工现象相关的值(参数),与实际加工现象相关的值是后述的当前虚拟加工现象以及将来虚拟加工现象的生成所需的各种参数。这里,实际加工现象包含磨床11实际对工件进行磨削加工的磨削加工状态,具体而言,包含砂轮111的磨粒的磨耗状态、工件w的被磨削加工状态(形状、表面粗糙度等)。
18.控制装置12根据任意的加工条件来对砂轮111与工件w的相对位置、砂轮111的转速以及工件w的旋转速度进行控制,由此使磨床11对工件w实施磨削加工。而且,控制装置12将指令值pi输出至计算机装置20。另外,控制装置12获取后述的从计算机装置20的最佳指令值决定部26输出的最佳指令值pk,并且使用获取到的最佳指令值pk对磨床11进行控制。
19.(3.计算机装置20的结构)
20.配置于虚拟世界(网络世界)的计算机装置20具备中央处理器(cpu:central processing unit)、只读存储器(rom:read only memory)、随机存储器(ram:random access memory)、接口、存储装置等,经由网络与现实世界的磨床11的控制装置12连接。这里,计算机装置20配置于控制装置12能够经由网络连接的云空间。
21.计算机装置20从磨床11的控制装置12与控制装置12同步地获取指令值pi,基于获取到的指令值pi在虚拟世界生成与实际加工现象对应的虚拟加工现象。而且,计算机装置20基于获取到的指令值pi生成当前的虚拟加工现象亦即当前虚拟加工现象,并且生成将来的虚拟加工现象亦即将来虚拟加工现象。而且,计算机装置20将用于基于将来虚拟加工现象对指令值pi进行修正的最佳指令值pk输出至控制装置12。
22.这里,当前虚拟加工现象与作为机械主体的磨床11以及工件w的实际加工现象对应。将来虚拟加工现象是通过加工(磨削加工)在作为机械主体的磨床11以及工件w将来产生的现象(状态)。
23.如图2所示,计算机装置20具备:同步部21、模型构建部22、加工现象运算部23、差异比较部24、判定部25、最佳指令值决定部26以及数据库27。
24.同步部21通过从控制装置12以规定的周期获取指令值pi,将上次获取到的指令值pi更新为当前的指令值pi(特别是,与实际加工现象相关的参数)。另外,同步部21将从控制装置12获取到的指令值pi能够更新地存储于数据库27。
25.模型构建部22构建在虚拟世界再现出在现实世界设置的磨床11以及工件w的模型。具体而言,模型构建部22在计算机上生成与磨床11的砂轮111对应的虚拟砂轮、与砂轮座112对应的虚拟砂轮座、与主轴箱113对应的虚拟主轴箱以及与工件w对应的虚拟工件。
26.模型构建部22以虚拟砂轮、虚拟砂轮座、虚拟主轴箱以及虚拟工件与砂轮111、砂轮座112、主轴箱113以及工件w的状态一致的方式,即以当前虚拟加工现象与实际加工现象一致的方式构建模型。此外,模型构建部22除了再现出磨床11以及工件w的模型以外,例如也能够构建再现出机械行为的机械行为模型、再现出静压状态下的磨床11的加工状态的静压控制模型、或者测量磨床11的加工状态的测量模型等。
27.加工现象运算部23通过基于指令值pi进行运算来生成比同步部21同步了指令值pi的同步时刻靠后的任意时刻的将来虚拟加工现象。另外,加工现象运算部23基于在数据库27能够更新地存储的指令值pi即存储指令值ph来生成将来虚拟加工现象。
28.另外,加工现象运算部23基于通过同步部21进行了同步的指令值pi或者存储于数据库27的存储指令值ph,使由模型构建部22再现出的模型工作来生成当前虚拟加工现象。而且,加工现象运算部23基于所生成的当前虚拟加工现象来生成将来虚拟加工现象。
29.具体而言,加工现象运算部23基于指令值pi或者当前虚拟加工现象进行数值解析、模拟等运算,生成将来虚拟加工现象。由此,加工现象运算部23生成反映出在磨床11以及工件w中时刻变化的实际加工现象的将来虚拟加工现象。而且,加工现象运算部23将在将来虚拟加工现象的生成中使用的指令值pi即虚拟指令值pi作为存储指令值ph输出至数据库27。由此,数据库27将虚拟指令值pi更新为存储指令值ph并进行存储。
30.差异比较部24对在从控制装置12获取到的指令值pi与存储于数据库27的存储指令值ph即虚拟指令值pi之间产生的差异进行比较。另外,差异比较部24对在磨床11的实际加工现象与当前虚拟加工现象之间产生的差异进行比较。而且,在通过差异比较部24的比较而差异不满足规定的基准值的情况下,同步部21使存储指令值ph与从控制装置12获取到的指令值pi同步。
31.判定部25判定由加工现象运算部23运算出的将来虚拟加工现象是否是预先设定的规定加工现象。将来虚拟加工现象例如包含通过磨削加工被磨削的虚拟工件(工件w)的尺寸、通过磨削加工被磨削的虚拟工件(工件w)的磨削烧伤的有无或者表面粗糙度等,规定加工现象是针对这些被预先设定的基准,判定部25对将来虚拟加工现象与规定加工现象进行比较。
32.最佳指令值决定部26基于加工现象运算部23生成的将来虚拟加工现象决定用于修正(校正)指令值pi的最佳指令值pk,并且将所决定的最佳指令值pk输出至控制装置12。具体而言,最佳指令值决定部26在由判定部25判定为将来虚拟加工现象与规定加工现象不同的情况下,例如,根据虚拟工件(工件w)的磨削烧伤的产生、虚拟砂轮座(砂轮座112)以及虚拟主轴箱(主轴箱113)的轴承的寿命、其他异常,决定最佳指令值pk,并且输出至控制装
置12。
33.在该情况下,最佳指令值决定部26例如以使虚拟砂轮(砂轮111)的转速增加、或使虚拟工件(工件w)的旋转速度降低的方式决定最佳指令值pk。而且,最佳指令值决定部26将所决定的最佳指令值pk输出至控制装置12。控制装置12根据最佳指令值pk,例如使虚拟砂轮(砂轮111)的转速增加或者使虚拟工件(工件w)的旋转速度降低,以在实际加工现象中防止磨削烧伤等的产生。而且,通过控制装置12将最佳指令值pk作为新的指令值pi输出至计算机装置20,计算机装置20获取新的指令值pi并与现实世界的磨床11同步。
34.这里,最佳指令值pk例如在与被磨削加工的工件w的品质相关的情况下,在下次对工件w进行磨削加工时被输出。另一方面,最佳指令值pk例如在磨床11发生机械异常的情况下,若异常重大则立即被输出并磨床11的工作停止,若异常为轻度则在下次对工件w进行磨削加工时被输出。
35.(4.cps型加工系统的工作)
36.接下来,基于图3,对具备作为配置于现实世界的机械主体的磨床11、控制装置12、配置于虚拟世界的计算机装置20的cps型加工系统的工作进行说明。在cps型加工系统(磨削加工系统)中,操作人员首先例如将每个工序的切入量、砂轮111的转速、磨削工序的切换时机、主轴箱113(工件w)的旋转速度、工件w的信息作为加工条件输入控制装置12。由此,控制装置12生成指令值pi(nc程序),并且经由网络将指令值pi输出至计算机装置20。此外,指令值pi能够包含与磨床11的规格有关的各种数据,具体而言,包含砂轮111的直径数据、砂轮座112以及主轴箱113的x轴方向、y轴方向的坐标数据、工件w的形状数据等。
37.在计算机装置20中,同步部21从控制装置12同步地获取指令值pi,并将获取到的指令值pi作为存储指令值ph存储于数据库27。此外,在该情况下,同步部21也可以不将获取到的指令值pi存储于数据库27,而输出至模型构建部22以及加工现象运算部23。
38.模型构建部22基于数据库27中存储的存储指令值ph或者从控制装置12获取到的指令值pi,具体而言,基于与磨床11的规格有关的各种数据,在计算机上(网络空间)生成虚拟砂轮、虚拟砂轮座、虚拟主轴箱以及虚拟工件。由此,模型构建部22构建具有与磨床11相同的规格的模型。
39.而且,计算机装置20与控制装置12控制磨床11开始磨削加工同步地虚拟地开始磨削加工。具体而言,在现实世界的磨床11中,控制装置12基于指令值pi使砂轮111、砂轮座112以及主轴箱113工作来对工件w进行磨削加工。
40.另一方面,在计算机装置20中,加工现象运算部23基于从控制装置12获取到的指令值pi或者数据库27中存储的存储指令值ph,来生成由磨床11进行的实际加工现象作为当前虚拟加工现象。这里,所生成的当前虚拟加工现象以与实际加工现象同步的状态被生成。
41.而且,加工现象运算部23基于当前虚拟加工现象来生成将来虚拟加工现象。此外,在该情况下,加工现象运算部23也可以省略生成当前虚拟加工现象的部分,而基于从控制装置12获取到的指令值pi或者数据库27中存储的存储指令值ph来生成将来虚拟加工现象。
42.加工现象运算部23通过在使由模型构建部22构建出的模型在计算机上工作的状态下执行有关磨削加工的模拟、或使用指令值pi进行数值运算,来生成将来虚拟加工现象。例如,加工现象运算部23通过计算虚拟工件(即,通过同步工作的磨床11磨削加工的工件w)的烧伤深度,来对作为将来虚拟加工现象的磨削烧伤的有无进行模拟或数值运算。
43.在加工现象运算部23执行模拟时,现实世界的磨床11也继续对工件w实施磨削加工。因此,计算机装置20的同步部21以规定的周期从控制装置12获取指令值pi。在数据库27存储有存储指令值ph的情况下,差异比较部24对在从控制装置12获取到的指令值pi即实际加工现象与存储指令值ph即当前虚拟加工现象之间产生的差异进行比较。而且,在差异比规定基准值大的情况下,同步部21将数据库27中存储的存储指令值ph更新为从控制装置12获取到的指令值pi。
44.由此,模型构建部22能够反复生成与磨床11同步的模型,加工现象运算部23能够基于与实际加工现象同步的当前虚拟加工现象或者同步的指令值pi来运算并生成将来虚拟加工现象。
45.在计算机装置20中,判定部25判定将来虚拟加工现象是否是规定加工现象(例如,未产生磨削烧伤的加工现象)。在通过判定部25判断为将来虚拟加工现象不是规定加工现象、即预测到在将来虚拟加工现象中产生磨削烧伤的情况下,最佳指令值决定部26以抑制预测的磨削烧伤的产生的方式决定最佳指令值pk。
46.而且,最佳指令值决定部26将所决定的最佳指令值pk经由网络输出至控制装置12。控制装置12从计算机装置20的最佳指令值决定部26获取最佳指令值pk。而且,控制装置12使用最佳指令值pk修正指令值pi来控制磨床11。
47.这里,计算机装置20的加工现象运算部23也能够通过模拟或者数值运算生成(预测)例如磨削加工时颤振的产生、表面粗糙度恶化的加工现象作为将来虚拟加工现象。另外,判定部25能够将未产生颤振或者表面粗糙度未恶化的加工现象作为规定加工现象,并判定将来虚拟加工现象是否是规定加工现象。
48.由此,在由判定部25判断为将来虚拟加工现象不是规定加工现象、即预测到在将来虚拟加工现象中产生颤振、表面粗糙度恶化的情况下,最佳指令值决定部26以抑制预测的颤振的产生、表面粗糙度的恶化的方式决定最佳指令值pk。
49.在该情况下,最佳指令值决定部26例如决定用于修正虚拟砂轮(砂轮111)的磨粒的磨耗状态、虚拟砂轮座(砂轮座112)以及虚拟主轴箱(主轴箱113)的转速的最佳指令值pk,并输出至控制装置12。此外,由于在预测到颤振的产生、表面粗糙度恶化的情况下存在是机械异常的可能性,所以最佳指令值决定部26例如也能够输出使磨床11的工作停止的最佳指令值pk。另外,在预测到作为机械异常的轴承的寿命的情况下,最佳指令值决定部26例如也能够将对磨床11的制造商委托轴承的检查、更换的维护信息输出至经由网络连接的制造商的外部终端装置。
50.根据以上说明也能理解,根据网络物理系统型加工系统,计算机装置20能够基于与配置于现实世界的机床10的控制装置12同步获取到的指令值pi生成将来虚拟加工现象。由此,计算机装置20能够反映配置于现实世界的磨床11以及工件w中的实际加工现象,更加正确地生成将来虚拟加工现象,从而能够更正确地预测将来虚拟加工现象。而且,计算机装置20能够将用于基于所生成的将来虚拟加工现象对指令值pi进行修正的最佳指令值pk输出至机床10的控制装置12。
51.由此,能够基于正确地生成(预测出)的将来虚拟加工现象对指令值pi进行修正。因此,控制装置12获取从计算机装置20反复输出的最佳指令值pk作为新的指令值pi,并且通过控制磨床11,能够大幅度地提高工件w的加工精度,并且能够自主地修正指令值pi而使
机床10工作。
52.(5.第一变形例)
53.在上述实施方式的计算机装置20中,加工现象运算部23以及判定部25协同动作来预测将来虚拟加工现象,最佳指令值决定部26决定最佳指令值pk。除此之外,如在图2中虚线所示,计算机装置20也能够构成为具有机器学习部28,在决定与对工件w的加工品质相关的最佳指令值pk的情况下,基于机器学习部28推测的加工品质来决定最佳指令值pk。以下,对第一变形例进行说明。
54.机器学习部28基于由加工现象运算部23运算出的将来虚拟加工现象推测对工件w的加工品质。机器学习部28基于公知的机器学习技术(具体而言,为机器学习程序),将将来虚拟加工现象以及虚拟工件的加工品质作为训练数据集来学习。由此,例如,能够增加在数据库27体系化地储存的与将来虚拟加工现象以及加工品质有关的信息量。其结果,能够提高通过磨床11磨削加工的工件w的加工品质。
55.(6.第二变形例)
56.在上述实施方式中,机床的控制装置12将指令值pi输出至计算机装置20。由此,控制装置12控制磨床11,与此相对,计算机装置20同步地运算并生成将来虚拟加工现象。
57.除此之外,如在图1中虚线所示,例如,也能够设置由操作人员操作的指令值输出部13。指令值输出部13能够相对于控制装置12以与计算机装置20同步的方式输出指令值pi。因此,操作人员例如能够在判定磨床11对工件w的加工品质的优劣等情况下,在需要由计算机装置20进行将来虚拟加工现象的运算时,操作指令值输出部13将指令值pi输出至计算机装置20。
58.在实施本发明时,不限定于上述实施方式以及上述各变形例,只要不脱离本发明的目的则能够进行各种变更。
59.例如,在上述实施方式中,机械主体是磨床11。然而,作为机械主体,不限定于磨床11,当然能够采用其他机床,例如切削加工机、车床等。
60.本发明也可以作为用于使计算机装置20作为同步部21、模型构建部22、加工现象运算部23、差异比较部24、判定部25、最佳指令值决定部26、机器学习部28发挥功能的程序来实施。这种程序能够记录于计算机能读取的非暂时性(non
‑
transitory)的记录介质来提供。计算机能读取的记录介质例如包含光碟(cd-rom:compact disc
‑
rom)等光学存储介质、硬盘驱动器(hdd:hard disk drive)等磁记录介质、闪存等半导体存储介质。另外,这种程序也能够通过经由网络的下载来提供。
61.本技术基于2019年4月22日申请的日本专利申请特愿2019-081193号,在此作为参照引入其内容。
62.附图标记说明
63.10
…
机床;11
…
磨床(机械主体);111
…
砂轮;112
…
砂轮座;113
…
主轴箱;12
…
控制装置;13
…
指令值输出部;20
…
计算机装置;21
…
同步部;22
…
模型构建部;23
…
加工现象运算部;24
…
差异比较部;25
…
判定部;26
…
最佳指令值决定部;27
…
数据库;28
…
机器学习部;w
…
工件;pi
…
指令值;ph
…
存储指令值;pk
…
最佳指令值。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。