1.本发明涉及用于制造带衬垫的包装的设备的焊接工位,并涉及用于制造带衬垫的包装的设备,所述设备包括所述焊接工位中的至少一个。
背景技术:
2.一些消费品在运输时受到特殊包装的保护。这种类型的包装根据情况由包括气垫或气泡的塑料片材形成。
3.在某些情况下,包装是通用的,仅按照待包装物品的尺寸修改其尺寸。然而,在其他情况下,包装适于其将要保护的物品的尺寸。此外,在后一种情况下,包装可以由数个部件形成,从而能够将其布置在待保护物品的不同区域中。
4.在后面这些情况下,包装是由衬垫形成的类型。这些包装通常由两个片材形成,该两个片材根据需要纵向和横向地彼此接合或焊接,从而在其间形成独立的部分(由于不同的焊接)。如有必要,可保持各部分之间连通。在制造包装期间,选择性用空气填充这些部分,按照需要留空或充满空气。充满空气的部分就是所谓的衬垫。
5.本技术人的ep3018071a1公开了一种用于制造带衬垫的包装的设备。该设备包括成组布置的多个纵向焊接头,以能够在两个叠置的塑料片材之间进行不同的纵向焊接。
6.us2008/0022630a1还公开了一种用于制造带衬垫的包装的设备,该设备具有焊接工位,焊接工位包括用于在两个叠置的片材之间进行纵向焊接的焊接头。该焊接头包括两个密封块,片材布置在密封块之间,以被彼此焊接或密封。密封块是热的,片材通过接触被焊接。这种类型的焊接具有片材的前进速度受限的大缺点,这主要是由于需要片材与焊接块接触并保持所述接触以加热片材。
技术实现要素:
7.本发明的目的是提供一种用于制造带衬垫的包装的设备的焊接工位以及包括至少一个焊接工位的设备。
8.本发明的第一方面涉及一种焊接工位,所述焊接工位包括多个纵向焊接头,各纵向焊接头适于在两个叠置的片材在第一方向上前进时将所述片材彼此接合或焊接。各纵向焊接头包括焊接装置,焊接装置被配置为在焊接头的确定的作用区域上施加热,以通过热进行所述焊接。
9.各纵向焊接头包括主体、第一牵引带和第二牵引带,第一牵引带被卷绕至主体,第二牵引带被卷绕至主体,平行于第一牵引带并在第二方向上与第一牵引带间隔开分离间隙,第二方向优选地横向于第一方向。主体包括:第一驱动轮,其具有在第二方向上延伸的第一中心轴;以及第二驱动轮,其具有平行于第一中心轴延伸并在第一方向上远离所述第一中心轴的第二中心轴。这两个牵引带被卷绕在主体的这两个驱动轮中。
10.其上被施加热的作用区域在被限定在这两个牵引带之间的分离间隙中,使得片材之间的焊接可在移动的所述片材的面对这两个牵引带之间的所述分离间隙的部分中进行。
因此,在焊接头中,可在这两个牵引带之间限定密封区域的界限,可以应用焊接从而按可靠和有效的方式将两个片材彼此接合。
11.本发明的第二方面涉及一种包括至少一个焊接工位的设备,所述焊接工位为针对本发明的第一方面描述的焊接工位。
12.凭借本发明的附图和详细公开,本发明的这些和其他优点和特征将变得显而易见。
附图说明
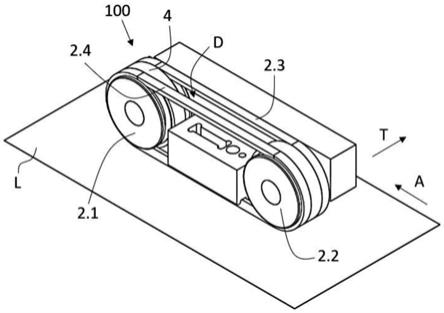
13.图1示出了根据本发明的焊接头的实施方式。
14.图2以立体图示出了图1的实施方式的焊接头。
15.图3示出了根据本发明的焊接头的另一实施方式。
16.图4示出了根据本发明的焊接工位的实施方式。
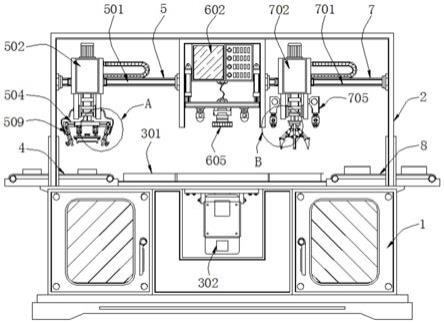
17.图5示出了根据本发明的用于制造带衬垫的包装的设备的实施方式。
具体实施方式
18.本发明的第一方面涉及用于制造带衬垫的包装的设备1000的焊接工位500,所述焊接工位500包括多个纵向焊接头100,并且各纵向焊接头100适于用在设备1000中,在设备1000中制造带衬垫的包装。纵向焊接头100被配置为如图1中所示地作用在面对所述纵向焊接头100的在确定的第一方向a上前进的两个叠置的片材l上(这些图描绘了由叠置的片材l形成的组件),并被配置为在所述片材l的所述纵向焊接头100作用在其上的区域中将所述片材l彼此焊接或接合。为此目的,纵向焊接头100包括未在图中描绘的焊接装置,焊接装置被配置为向确定的作用区域3施加热(作用区域3属于所述纵向焊接头100或者面对所述纵向焊接头100),使得当片材l经过所述作用区域3时,片材在热的作用下彼此接合或焊接。优选地,第一方向a是线性的,纵向焊接头100因此被配置为在片材l线性前进时在所述片材l上进行纵向焊接。
19.纵向焊接头100包括第一牵引带2.3和第二牵引带2.4,第二牵引带2.4平行于第一牵引带2.3布置并在第二方向t上与第一牵引带2.3间隔开预定分离间隙d,第二方向t优选地横向于第一方向a。
20.纵向焊接头100包括:第一驱动轮2.1,其具有在第二方向t上延伸的第一中心轴2.10;以及第二驱动轮2.2,其具有平行于第一中心轴2.10延伸并在第一方向a上远离所述第一中心轴2.10的第二中心轴2.20。这两个牵引带2.3和2.4被卷绕在这两个驱动轮2.1和2.2中,如图2中所示。作用区域3布置在所述分离间隙d中或面对所述分离间隙d。以这种方式,当片材l移动时,所述片材l的与所述作用区域3接触和/或面对所述作用区域3的区域受到所述热的影响,并被彼此焊接或接合。
21.另选地,纵向焊接头100可包括与每个中心轴2.10和2.20关联的用于各牵引带2.3和2.4的相应驱动轮。
22.驱动轮2.1和2.2被配置为相对于其相应的中心轴2.10和2.20旋转,从而将该旋转传递到牵引带2.3和24,牵引带2.3和24进而辅助片材l在第一方向a上移动(它们在所述第一方向a上拉动片材l)。所有驱动轮2.1和2.2的旋转是同步的,并且在需要引起片材l在第
一方向a上移动的牵引装置的情况下,该旋转还与这种类型的牵引装置同步。在一些实施方式中,驱动轮2.1和2.2中的一个是电机驱动的,并且纵向焊接头100包括用于将所述驱动轮2.1或2.2的旋转传递到另一个驱动轮2.1或2.2的装置。在其他实施方式中,所有驱动轮2.1和2.2都是电机驱动的。
23.在一些实施方式中,纵向焊接头100包括与驱动轮2.1和2.2中的每个接合的隔离元件4,第一牵引带2.3相对于对应的中心轴2.10在所述隔离元件4的一侧,而第二牵引带2.4在所述隔离元件4的另一侧。所述隔离元件4优选地包括在第二方向t上的与分离间隙d的宽度相等的宽度。纵向焊接头100的隔离元件4的外表面优选地与牵引带2.3和2.4的外表面处于同一高度。因此,如果纵向焊接头100安置在支撑件上(因此,将片材l压靠在所述支撑件上),则在两个牵引带2.3和2.4和两个隔离元件4之间产生密封区域,作用区域3在所述密封区域中。密封区域带来的结果是,通过将片材l在第一方向a上在所述支撑件和纵向焊接头100之间移动,所述片材l之间的焊接可以在与外部隔离的环境中(在密封区域中)可靠地进行,使得进一步利用作用区域中施加的大部分热来进行所需的焊接,从而实现更有效的焊接。这进一步允许具有功率适于待满足要求以便进行焊接的焊接装置,而不需要由于可能的热损失而使焊接装置的尺寸过大。
24.为了在驱动轮2.1和2.2中承载牵引带2.3和2.4,所述驱动轮2.1和2.2可包括不同的构造。在纵向焊接头100的一些实施方式中,驱动轮2.1和2.2包括相应的凹槽,该凹槽被配置为容纳各牵引带2.3和2.4,各驱动轮2.1和22的两个凹槽间隔开与分离间隙d的宽度相等的距离。在这种情况下,可省去隔离元件4,因为凹槽的构造将实现隔离元件4的功能。在纵向焊接头100的其他实施方式中,驱动轮2.1和2.2是齿轮,并且牵引带2.3和2.4包括与所述驱动轮2.1和2.2的齿互补的构造。在这些情况下,根据驱动轮2.1和2.2以及牵引带2.3和2.4的构造,根据该构造是否使牵引带2.3和2.4能够移动(在这种情况下,使用隔离元件4将是有利的),可省去隔离元件4。
25.在诸如在图3中以示例方式示出的一些实施方式中,纵向焊接头100包括具有至少一个压紧构件7.0的压紧装置7,压紧构件7.0在第一方向a上布置在作用区域3的下游并被配置为压在已经焊接的片材l上。因此,当片材l在支撑件上在第一方向a上移动时,压紧装置7将所述片材l压靠在所述支撑件上,从而保持先前形成的焊接接合,以在更大程度上确保其正确完成,直到其冷却为止。此外,优选地,压紧装置7包括在第一方向a上串联设置的多个压紧构件7.0,并且所述压紧构件7.0可在片材l上施加相同的力,或者可被配置为使得可独立地控制可由各压紧构件7.0施加的压力。例如,后者将允许针对不同类型的片材l或片材l在第一方向a上的不同移动速度来调节力。
26.在一些实施方式中,纵向焊接头100包括图中未描绘的冷却装置,以冷却两个牵引带2.3和2.4之间存在的分离间隙d中产生的、在第一方向a上在作用区域3下游的密封区域。在焊接头100包括压紧装置7的实施方式中,冷却装置优选地被配置为冷却分离间隙d的在第一方向a上在所述压紧装置7下游的区域和/或分离间隙d的压紧装置7施加作用所在的区域。因此,用冷却装置加速进行焊接后片材l的冷却,由于所述焊接出于任何原因在第一方向a上在纵向焊接头100的下游分离的危险降低,因此在更大程度上保证了所进行的焊接。
27.焊接装置优选地包括激光发射器,其直接朝向作用区域3发射激光束,或借助于布置在所述焊接装置和所述作用区域3之间以将激光束朝向所述作用区域3重新引导的附加
元件(诸如,例如,反射镜)来朝向作用区域3发射所述激光束。焊接装置优选地被配置为使得热垂直地到达作用区域。
28.在一些实施方式中,焊接工位500包括支撑件,支撑件面对各纵向焊接头100,并被配置为使得片材l在第一方向a上在支撑件和对应的纵向焊接头100之间移动。纵向焊接头100正面对支撑件,使得牵引带2.3和2.4将片材l压靠在所述支撑件上(但是用允许所述片材l在第一方向a上移动的力),并且如之前所描述地,引起或辅助所述片材l的牵引,在所述支撑件和各纵向焊接头100之间产生针对本发明的第一方面描述的密封区域。在这些实施方式中,各纵向焊接头100优选地包括致动器6,致动器6在第一方向a上布置在作用区域3的上游,并被配置为如图3中描绘地将待焊接的片材l抵着支承件推动,使得确保了所述片材l在受到张力的情况下到达作用区域3并且可尽可能有效和可靠地进行焊接。此外,致动器6优选地包括压力轮6.0,并且支撑件包括与压力轮6.0互补并面对所述压力轮6.0的凹陷(图中未描绘),以在更大程度上确保在片材l中产生张力。
29.在其他实施方式中,支撑件选自:
30.·
支撑表面,所述支撑表面和纵向焊接头100被布置为使得纵向焊接头100的牵引带2.3和2.4将片材l压靠在所述支撑表面上;以及
31.·
支撑头102,如图4所示,支撑头102包括与纵向焊接头100的牵引带类似的两个牵引带102.3(图中仅描绘了一个),并且所述支撑头102和所述纵向焊接头100彼此面对并被布置为使得片材l被压在两个头100和102对应的牵引带2.3和2.4之间。支撑头102还包括支撑表面,在所述支撑头102的牵引带的面对纵向焊接头100的部分中,该支撑表面与所述牵引带处于同一高度,使得片材l在第一方向a上在所述支撑表面上移动。支撑表面正面对作用区域3,并限定之前描述的密封区域的界限。
32.接着,优选地,各纵向焊接头100包括面对的支撑件,各纵向焊接头100被配置为能够沿着如之前提到的第二方向t移动。当纵向焊接头100布置在沿着所述第二方向t的不同位置时,这使能够进行片材l的彼此平行的多个纵向焊接。各纵向焊接头100优选地布置在沿着第一方向a的确定位置,所述位置彼此不同(如可在图5中看到的)。当支撑件是支撑表面时,所述支撑表面可正面对所有焊接头100,而当支撑件包括支撑头102时,各纵向焊接头100具有关联的支撑头102。
33.本发明的第二方面涉及用于制造带衬垫的包装的设备1000,诸如在图5中以示例方式示出的设备。设备1000在其任何配置和/或实施方式中包括用于供给两个片材l中的每个的相应供给器1001和1002以及至少一个焊接工位500,诸如在本发明的第一方面中描述的焊接工位。例如,如图5中示出的实施方式中,各纵向焊接头100可布置在沿着第二方向t的确定位置,所述位置彼此不同。这使在片材l上能够沿着其宽度(在第二方向t上)进行不同的纵向焊接。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。