1.本发明涉及起重机主梁大筋板加工技术领域,尤其是涉及一种用于机器人焊接的筋板定位夹紧工装以及定位方法。
背景技术:
2.起重机是指在一定范围内垂直提升和水平搬运重物的多动作起重机械。又称天车,航吊,吊车。
3.随着机器人焊接技术不断发展和企业机器人应用场景不断扩充,起重机主梁大筋板拼焊工序逐步实现机器人替代人工。现有的用于机器人焊接的筋板定位夹紧工装,不能对筋板拼接组件自动拼接后进行夹紧,导致不方便焊接机器人焊接。
技术实现要素:
4.为了克服背景技术中的不足,本发明公开了一种用于机器人焊接的筋板定位夹紧工装以及定位方法,将需要定位夹紧的工件放置在工装上后,可自动实现拼接夹紧,并且按压工件防止从工装上脱落,夹紧后方便焊接机器人对拼接组件进行焊接,提高焊接效率,同时夹紧工装可以被带动旋转,从而方便焊接机器人对筋板的两面进行焊接。
5.为实现上述发明目的,本发明采用如下技术方案:一种用于机器人焊接的筋板定位夹紧工装以及定位方法,包括底板、安装在底板的变位机、安装于变位机输出端的框架、位移平台以及由工件一、工件二、工件三和工件四对应拼接而成的拼接组件,工件一和工件二之间设有间隔的工件三和工件四,工件三和工件四长度方向轴线对应垂直于工件一和工件二长度方向轴线,框架滑动连接有两个沿其长度方向轴线平移的,且用于夹持拼接组件的位移平台,位移平台顶面一端固定有固定定位台,另一端滑动连接有靠近或远离固定定位台进行平移的活动定位台,活动定位台背离固定定位台的侧边以及固定定位台背离活动定位台的侧边均设有用于限位拼接组件的板状凸起,且设有用于压紧拼接组件的旋转下压气缸,活动定位台和固定定位台一端均设有焊枪枪头能够穿过的开槽,且框架和位移平台对应开槽位置设有缺口,活动定位台和固定定位台位于开槽的两侧均设有旋转下压气缸,还包括第一滑块、第一滑轨、第二滑块、第二滑轨,位移平台底面通过第一滑块滑动连接于第一滑轨,活动定位台底部通过第二滑块滑动连接于第二滑轨,框架和位移平台分别设有用于驱动位移平台和活动定位台滑动的第一驱动组件和第二驱动组件,两个位移平台顶面相互靠近的侧边设有用于定位工件一和工件二的直角折弯状定位板。
6.进一步,第一驱动组件和第二驱动组件均为由电机驱动的丝杠螺母机构。
7.进一步,第一滑轨两端均设有用于对位移平台限位并缓冲的第一缓冲碰头,活动定位台背离固定定位台的外侧以及固定定位台对应活动定位台的一侧均设有用于对活动定位台限位并缓冲的第二缓冲碰头。
8.进一步,每个位移平台背离另一个位移平台的顶面侧边均设有伸缩端对应拼接组
件端部的x方向压紧气缸。
9.进一步,工件三和工件四均设有交错分布的用于定位的凸台,活动定位台和固定定位台对应拼接组件的一端均设有与相应凸台相对应的y方向定位气缸。
10.进一步,一种定位方法,包括步骤:s1:将工件一和工件二分别放置在两个位移平台的活动定位台和固定定位台上,活动定位台和固定定位台支撑工件一和工件二的两端;s2:将工件三和工件四放置在活动定位台和固定定位台,两个活动定位台支撑工件三或工件四的两端,两个固定定位台支撑工件三或工件四的两端;s3:启动两个x方向压紧气缸分别推动工件一和工件二的侧边,且与直角折弯状定位板配合对工件一和工件二限位;s4:启动第二驱动组件使活动定位台平移,活动定位台平移后与固定定位台配合对工件一和工件二的两端定位;s5:启动两个y方向定位气缸推动工件三和工件四,且与活动定位台和固定定位台侧边的板状凸起配合对工件三和工件四限位;s6:启动第一驱动组件带动位移平台平移,使工件一侧边以及工件二侧边抵接工件三两端以及工件四的两端,从而将工件一、工件二、工件三和工件四拼接为拼接组件,使焊接缝位于开槽处;s7:启动旋转下压气缸将拼接组件按压在活动定位台和固定定位台上;s8:变位机通过带动框架翻转,使拼接组件翻转。
11.与现有技术相比,本发明的有益效果是:1、通过位移平台和活动定位台的位移适应拼接组件的大小,同时与x方向压紧气缸、直角折弯状定位板、固定定位台和y方向定位气缸的配合,将工件一、工件二、工件三和工件四拼接为拼接组件,使焊接缝位于开槽处,旋转下压气缸将拼接组件按压在活动定位台和固定定位台上,因此能够稳定夹紧工件,并且将工件拼接后方便焊接机器人得知拼接焊缝的位置,从而连续焊接时,避免焊接机器人重新定位,提高焊接效率;2、变位机通过带动框架翻转,使拼接组件翻转,方便焊接机器人对拼接组件两面的拼接缝焊接。
附图说明
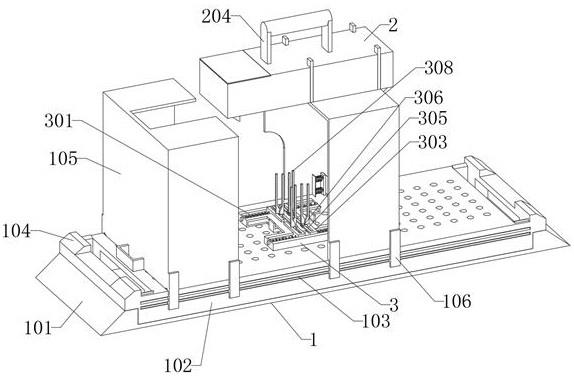
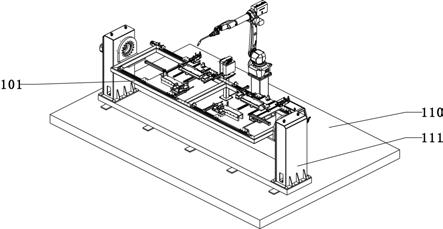
12.图1为本发明的结构示意图;图2为本发明的框架第一结构示意图;图3为本发明的框架俯视结构示意图;图4为本发明的框架第二结构示意图;图5为本发明的移动平台的第一结构示意图;图6为本发明的移动平台的第二结构示意图;图7为本发明的活动定位台结构示意图;图8为本发明的固定定位台结构示意图;图9为本发明的拼接组件结构示意图。
13.图中:101、框架;102、位移平台;103、x方向压紧气缸;104、直角折弯状定位板;
105、开槽;106、活动定位台;107、固定定位台;108、旋转下压气缸;109、y方向定位气缸;110、底板;111、变位机;201、第一滑块;202、第一滑轨;203、第一驱动组件;204、第一缓冲碰头;301、第二滑块;302、第二滑轨;303、第二驱动组件;304、第二缓冲碰头;401、工件一;402、工件二;403、工件三;404、工件四。
具体实施方式
14.通过下面的实施例可以详细的解释本发明,公开本发明的目的旨在保护本发明范围内的一切技术改进,在本发明的描述中,需要理解的是,若有术语“上”、“下”、“前”、“后”、“左”、“右”等指示的方位或位置关系,仅是与本技术的附图对应,为了便于描述本发明,而不是指示或暗示所指的装置或元件必须具有特定的方位。
15.结合附图1~9,一种用于机器人焊接的筋板定位夹紧工装以及定位方法,包括底板110、安装在底板110的变位机111、安装于变位机111输出端的框架101、位移平台102以及由工件一401、工件二402、工件三403和工件四404对应拼接而成的拼接组件,工件一401和工件二402之间设有间隔的工件三403和工件四404,工件三403和工件四404长度方向轴线对应垂直于工件一401和工件二402长度方向轴线,框架101滑动连接有两个沿其长度方向轴线平移的,且用于夹持拼接组件的位移平台102,位移平台102顶面一端固定有固定定位台107,另一端滑动连接有靠近或远离固定定位台107进行平移的活动定位台106,活动定位台106背离固定定位台107的侧边以及固定定位台107背离活动定位台106的侧边均设有用于限位拼接组件的板状凸起,且设有用于压紧拼接组件的旋转下压气缸108,活动定位台106位移后与固定定位台107的板状凸起对工件一401和工件二402限位,y方向定位气缸109推动工件三403和工件四404后与板状凸起配合对工件三403和工件四404限位,活动定位台106和固定定位台107一端均设有焊枪枪头能够穿过的开槽105,且框架101和位移平台102对应开槽105位置设有缺口,变位机111可带动框架101旋转变位,从而方便焊接机器人从不同角度对筋板焊接,同时方便焊接机器人的焊接枪枪头有工作的空间对拼接组件的两面焊接,活动定位台106和固定定位台107位于开槽105的两侧均设有旋转下压气缸108,还包括第一滑块201、第一滑轨202、第二滑块301、第二滑轨302,位移平台102底面通过第一滑块201滑动连接于第一滑轨202,活动定位台106底部通过第二滑块301滑动连接于第二滑轨302,框架101和位移平台102分别设有用于驱动位移平台102和活动定位台106滑动的第一驱动组件203和第二驱动组件303,两个位移平台102顶面相互靠近的侧边设有用于定位工件一401和工件二402的直角折弯状定位板104,直角折弯状定位板104对工件一401和工件二402限位,使拼接组件的焊接缝位于开槽105处,方便焊接机器人对拼接组件的两面的焊接缝进行焊接。
16.优选的,第一驱动组件203和第二驱动组件303均为由电机驱动的丝杠螺母机构。
17.优选的,第一滑轨202两端均设有用于对位移平台102限位并缓冲的第一缓冲碰头204,活动定位台106背离固定定位台107的外侧以及固定定位台107对应活动定位台106的一侧均设有用于对活动定位台106限位并缓冲的第二缓冲碰头304。
18.优选的,每个位移平台102背离另一个位移平台102的顶面侧边均设有伸缩端对应拼接组件端部的x方向压紧气缸103。
19.优选的,工件三403和工件四404均设有交错分布的用于定位的凸台,活动定位台
106和固定定位台107对应拼接组件的一端均设有与相应凸台相对应的y方向定位气缸109,y方向定位气缸109伸缩可通过凸台推动工件三403和工件四404,使工件三403和工件四404外侧与工件一401和工件二402两端平齐。
20.优选的,一种定位方法,包括步骤:s1:将工件一401和工件二402分别放置在两个位移平台102的活动定位台106和固定定位台107上,活动定位台106和固定定位台107支撑工件一401和工件二402的两端;s2:将工件三403和工件四404放置在活动定位台106和固定定位台107,两个活动定位台106支撑工件三403或工件四404的两端,两个固定定位台107支撑工件三403或工件四404的两端;s3:启动两个x方向压紧气缸103分别推动工件一401和工件二402的侧边,且与直角折弯状定位板104配合对工件一401和工件二402限位;s4:启动第二驱动组件303使活动定位台106平移,活动定位台106平移后与固定定位台107配合对工件一401和工件二402的两端定位;s5:启动两个y方向定位气缸109推动工件三403和工件四404,且与活动定位台106和固定定位台107侧边的板状凸起配合对工件三403和工件四404限位;s6:启动第一驱动组件203带动位移平台102平移,使工件一401侧边以及工件二402侧边抵接工件三403两端以及工件四404的两端,从而将工件一401、工件二402、工件三403和工件四404拼接为拼接组件,使焊接缝位于开槽105处;s7:启动旋转下压气缸108将拼接组件按压在活动定位台106和固定定位台107上,因此能够稳定夹紧工件,并且将工件拼接后方便焊接机器人得知拼接焊缝的位置,从而连续焊接时,避免焊接机器人重新定位,提高焊接效率;s8:变位机111通过带动框架101翻转,使拼接组件翻转,方便焊接机器人对拼接组件两面的拼接缝焊接。
21.本发明未详述部分为现有技术,对于本领域技术人员而言,显然本发明不限于上述示范性实施例的细节,而且在不背离本发明的精神或基本特征的情况下,能够以其他的具体形式实现本发明;因此,无论从哪一点来看,均应将实施例看作是示范性的,而且是非限制性的,本发明的范围由所附权利要求而不是上述说明限定,因此旨在将落在权利要求的等同要件的含义和范围内的所有变化囊括在本发明内,不应将权利要求中的任何附图标记视为限制所涉及的权利要求。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。