1.本发明涉及at变速箱技术领域,特别涉及一种梯形齿加工方法。
背景技术:
2.梯形齿结构在机械行业应用较多,其加工方式主要有激光切割、铣削、线切割,但均存在不同程度的问题。如激光切割效率高,但精度不能满足要求。线切割精度高,但效率低。铣削方式精度,合格率介于上述两种工艺之间,效率低,精度差,严重影响产品总成的成套进度。
3.因此,亟需开发一种梯形齿加工方法,以期为工艺设计提供参考。
技术实现要素:
4.本发明的目的是提供一种梯形齿加工方法,以解决现有技术中存在的问题。
5.为实现本发明目的而采用的技术方案是这样的,一种梯形齿加工方法,包括以下步骤:
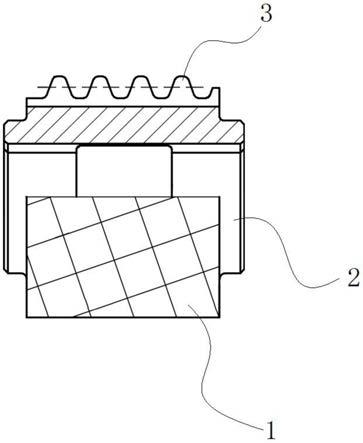
6.1)根据待加工梯形齿的结构设计滚刀刀具。其中,所述滚刀刀具包括刀体和刀杆。所述刀体沿轴向设置有刀杆安装孔。所述刀体的两端端面延伸出轴台。所述刀体的外壁上均匀布置有若干排刀齿。相邻两排刀齿之间均设置有容屑槽。所述容屑槽的长度方向与刀体的轴线方向相同。所述刀齿的齿廓曲线通过待加工梯形齿的齿形反算获得。所述刀齿与加工完成后的梯形齿啮合。所述刀齿包括主切削刃、过渡切削刃和齿顶刃。
7.2)将齿坯装夹在加工机床上。
8.3)采用滚齿工艺使用展成法加工梯形齿。滚刀刀具与齿坯之间保持强制啮合关系,滚刀刀具将齿坯上对其运动形成干涉的材料切除,从而加工出梯形齿的齿廓。
9.进一步,步骤3)之前,还具有调整优化参数使齿形偏差最小化的相关步骤:
10.a.编制加工程序,试制加工。
11.b.对首件进行检测,根据结果调整程序,必要时改进滚刀刀具和夹具。
12.c.固化工艺。
13.进一步,步骤3)之后还具有对梯形齿进行热处理的相关步骤。
14.本发明的技术效果是毋庸置疑的:打破传统的思维模式,通过工艺创新,采用梯形齿成型原理,利用展成法加工,加工效率、精度、合格率可以得到大幅度提升。
附图说明
15.图1为滚刀刀体结构示意图;
16.图2为滚刀刀体侧视;
17.图3为刀齿结构示意图;
18.图4为加工示意图;
19.图5为梯形齿零件结构示意图。
20.图中:滚刀刀体1、刀杆安装孔101、轴台2、刀齿3、容屑槽4、梯形齿5、主切削刃t1、过渡切削刃t2、齿顶刃t3。
具体实施方式
21.下面结合实施例对本发明作进一步说明,但不应该理解为本发明上述主题范围仅限于下述实施例。在不脱离本发明上述技术思想的情况下,根据本领域普通技术知识和惯用手段,做出各种替换和变更,均应包括在本发明的保护范围内。
22.实施例1:
23.本实施例提供一种梯形齿加工方法,包括以下步骤:
24.1)根据待加工梯形齿5的结构设计滚刀刀具。其中,参见图1~图3,所述滚刀刀具包括刀体1和刀杆。所述刀体1沿轴向设置有刀杆安装孔101。所述刀体1的两端端面延伸出轴台2。所述刀体1的外壁上均匀布置有若干排刀齿3。相邻两排刀齿3之间均设置有容屑槽4。所述容屑槽4的长度方向与刀体1的轴线方向相同。所述刀齿3的齿廓曲线通过待加工梯形齿5的齿形反算获得。所述刀齿3与加工完成后的梯形齿5啮合。所述刀齿3包括主切削刃t1、过渡切削刃t2和齿顶刃t3。
25.2)将齿坯装夹在加工机床上。
26.3)调整优化参数使齿形偏差最小化:
27.a.编制加工程序,试制加工。
28.b.对首件进行检测,根据结果调整程序,必要时改进滚刀刀具和夹具。
29.c.固化工艺。
30.4)采用滚齿工艺使用展成法加工梯形齿5。参见图4,滚刀刀具与齿坯之间保持强制啮合关系,滚刀刀具将齿坯上对其运动形成干涉的材料切除,从而加工出梯形齿5的齿廓。滚齿的过程相当于一对螺旋齿轮啮合滚动的过程展成运动,是形成渐开线(母线)的运动。展成法是滚刀的旋转运动和工件的旋转运动的复合运动。
31.5)对梯形齿5进行热处理。
32.实施例2:
33.at变速箱有多个零件有梯形齿结构,其主要功能是在摩擦片运动时起导向作用。现阶段at变速箱零件梯形齿加工采用铣削方式,效率低,精度差,合格率低,严重影响产品总成的成套进度。目前,at变速箱梯形齿铣削需要180min,合格率低于65%。因为零件长时间占用设备(立式加工中心),已经影响到其他零件生产进度。
34.本实施例主要步骤同实施例1,其中,参见图5,本实施例用于加工at变速器箱的太阳轮连接盘、离合器连接盘、档板等梯形齿零件。通过分析梯形齿齿形、精度、成型原理,采用展成法在滚齿机加工。相比原梯形齿加工采用线切割和铣削方式,新的加工方式满足产品技术要求的同时,效率提升70%以上(原加工时间超过180min/件,现低于40min/件)。通过对比,采用滚齿机加工梯形齿后,刀具成本降低,加工节拍降低,合格率提高。
技术特征:
1.一种梯形齿加工方法,其特征在于,包括以下步骤:1)根据待加工梯形齿(5)的结构设计滚刀刀具;其中,所述滚刀刀具包括刀体(1)和刀杆;所述刀体(1)沿轴向设置有刀杆安装孔(101);所述刀体(1)的两端端面延伸出轴台(2);所述刀体(1)的外壁上均匀布置有若干排刀齿(3);相邻两排刀齿(3)之间均设置有容屑槽(4);所述容屑槽(4)的长度方向与刀体(1)的轴线方向相同;所述刀齿(3)的齿廓曲线通过待加工梯形齿(5)的齿形反算获得;所述刀齿(3)与加工完成后的梯形齿(5)啮合;所述刀齿(3)包括主切削刃(t1)、过渡切削刃(t2)和齿顶刃(t3);2)将齿坯装夹在加工机床上;3)采用滚齿工艺使用展成法加工梯形齿(5);滚刀刀具与齿坯之间保持强制啮合关系,滚刀刀具将齿坯上对其运动形成干涉的材料切除,从而加工出梯形齿(5)的齿廓。2.根据权利要求1所述的一种梯形齿加工方法,其特征在于,步骤3)之前,还具有调整优化参数使齿形偏差最小化的相关步骤:a.编制加工程序,试制加工;b.对首件进行检测,根据结果调整程序,必要时改进滚刀刀具和夹具;c.固化工艺。3.根据权利要求1所述的一种梯形齿加工方法,其特征在于:步骤3)之后还具有对梯形齿(5)进行热处理的相关步骤。
技术总结
发明提供一种梯形齿加工方法。该加工方法包括设计滚刀刀具、将齿坯装夹在加工机床上、采用滚齿工艺使用展成法加工梯形齿、对梯形齿进行热处理等步骤。该加工方法打破传统的思维模式,通过工艺创新,采用梯形齿成型原理,利用展成法加工,加工效率、精度、合格率可以得到大幅度提升。幅度提升。幅度提升。
技术研发人员:周友国 王虎 陈绍龙 蒋西怀 毛伟红 杨茜 付卫芳
受保护的技术使用者:重庆铁马变速箱有限公司
技术研发日:2021.08.16
技术公布日:2021/12/7
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。