1.本发明涉及轴承钢技术领域,尤其涉及一种大规格长寿命高碳轴承钢棒材及其制备方法。
背景技术:
2.高碳轴承钢是制造轴承的主要材料,占到轴承钢产销量的80%以上,是制造轴承必不可少的关键基础材料。但是由于传统轴承钢疲劳寿命随着轴承钢尺寸规格增大疲劳寿命大幅降低,特别是轴承钢棒材规格超过60mm后,轴承钢的接触疲劳寿命成倍降低。为了保证轴承寿命提升与高可靠性,国内外仅仅对中小规格棒材提出冶金质量要求,而对于直径超过60mm的轴承钢棒材则无法保证质量与寿命要求。
技术实现要素:
3.有鉴于此,本发明的目的在于提供一种大规格长寿命高碳轴承钢棒材及其制备方法。本发明的高碳轴承钢具有规格大和疲劳寿命高,能够满足高端装备对大规格、长寿命、高可靠性和低成本轴承钢组织性能需求。
4.为了实现上述发明目的,本发明提供以下技术方案:
5.本发明提供了一种大规格长寿命高碳轴承钢棒材,化学组成包括:0.93~1.05wt%c,1.20~1.80wt%cr,0.02~0.15wt%mo,0.02~0.15wt%nb,0.02~0.15wt%v,0.02~0.15wt%zr,其中nb、v、mo和zr的总量要求0.05wt%≤nb v mo zr≤0.30wt%,余量的铁及其他不可避免的杂质。
6.优选地,所述化学组成还包括si、mn、ni和cu,所述si≤0.65wt%,mn≤0.65wt%,ni≤0.30wt%,cu≤0.25wt%,且所述si、mn、ni和cu的含量均不为0。
7.优选地,所述大规格长寿命高碳轴承钢棒材的直径为61~150mm,从开坯到成材的轴承钢的总热变形不低于4。
8.本发明还提供了上述技术方案所述的大规格长寿命高碳轴承钢棒材的制备方法,包括以下步骤:
9.将原料进行冶炼,得到钢锭;
10.将所述钢锭依次进行均匀化处理和棒材成型,得到棒材;
11.将所述棒材依次进行球化退火、淬火和回火,得到所述大规格长寿命高碳轴承钢棒材。
12.优选地,所述冶炼的方式为电渣冶炼、双真空冶炼、炉外精炼或真空感应炉冶炼。
13.优选地,所述均匀化处理的温度为1050~1250℃,保温时间为2~30小时。
14.优选地,所述球化退火的过程包括:将所述棒材在800~860℃进行保温0.5~12小时后,冷却到680~740℃进行0.5~12小时保温处理,最后空冷到室温。
15.优选地,所述淬火的温度为820~860℃,保温时间为0.10~1.0小时;所述淬火的冷却方式为油淬。
16.优选地,所述回火的温度为130~200℃,保温时间为0.5~3.5小时;所述回火的冷却方式为空冷。
17.优选地,所述棒材成型的加工方式为热锻或热轧,所述热锻或热轧的温度独立地为1150~1200℃。
18.本发明提供了一种大规格长寿命高碳轴承钢棒材,化学组成包括:0.93~1.05wt%c,1.20~1.80wt%cr,0.02~0.15wt%mo,0.02~0.15wt%nb,0.02~0.15wt%v,0.02~0.15wt%zr,其中nb、v、mo和zr的总量要求0.05wt%≤nb v mo zr≤0.30wt%,余量的铁及其他不可避免的杂质。本发明通过将轴承钢进行nb、v、mo和zr微合金化添加,大幅细化原始奥氏体组织与碳化物尺寸,实现本发明的大规格轴承钢的接触疲劳寿命的大幅提升,满足大型轴承对大规格轴承钢棒材质量与寿命要求。实施例的结果表明,本发明通过将轴承钢nb、v、mo和zr微合金化添加,现本发明的直径61~150mm大规格轴承钢的接触疲劳寿命的大幅提升,提升7.5~25倍,特别是直径150mm棒材热处理后在室温、4.5gpa赫兹应力下的接触疲劳寿命l
10
≥5.0
×
107次,比传统轴承钢棒材的l
10
≥0.20
×
107次高出25倍,满足大型轴承对大规格轴承钢棒材质量与寿命要求较传统轴承钢gcr15具有更高的接触疲劳寿命。
附图说明
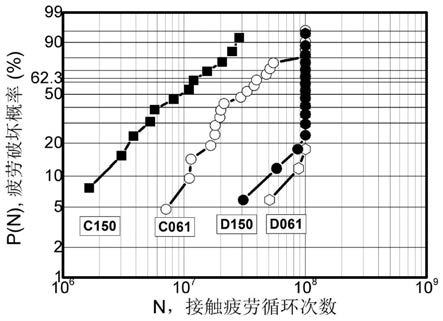
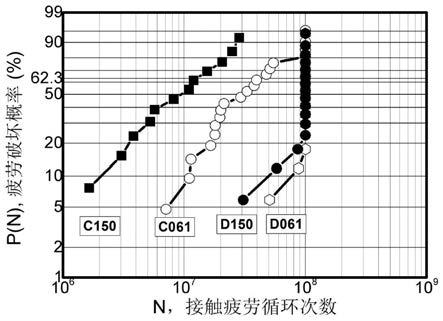
19.图1为本发明钢d60、d150与对比钢传统c60和c150的接触疲劳寿命weibull分布图。
具体实施方式
20.本发明提供了一种大规格长寿命高碳轴承钢棒材,化学组成包括:0.93~1.05wt%c,1.20~1.80wt%cr,0.02~0.15wt%mo,0.02~0.15wt%nb,0.02~0.15wt%v,0.02~0.15wt%zr,其中nb、v、mo和zr的总量要求0.05wt%≤nb v mo zr≤0.30wt%,余量的铁及其他不可避免的杂质。
21.本发明提供的大规格长寿命高碳轴承钢棒材包括0.93~1.05wt%的c,优选为0.97~1.01wt%,更优选为1.00wt%。
22.本发明提供的大规格长寿命高碳轴承钢棒材包括1.20~1.80wt%的cr,优选为1.45~1.50wt%,更优选为1.50wt%。
23.本发明提供的大规格长寿命高碳轴承钢棒材包括0.05~0.15wt%的nb,优选为0.05~0.09wt%,更优选为0.09wt%。
24.本发明提供的大规格长寿命高碳轴承钢棒材包括0.05~0.15wt%的mo,优选为0.05~0.09wt%,更优选为0.06wt%。
25.本发明提供的大规格长寿命高碳轴承钢棒材包括0.05~0.15wt%的v,优选为0.05~0.09wt%,更优选为0.06wt%。
26.本发明提供的大规格长寿命高碳轴承钢棒材包括0.05~0.15wt%的zr,优选为0.05~0.09wt%,更优选为0.06wt%。
27.在本发明中,所述化学组成优选还包括si、mn、ni和cu,所述si≤0.65wt%,mn≤0.65wt%,ni≤0.30wt%,cu≤0.25wt%,且所述si、mn、ni和cu的含量均不为0。
28.本发明提供的大规格长寿命高碳轴承钢棒材优选包括0.30~0.34wt%的si,更优选为0.34wt%。
29.本发明提供的大规格长寿命高碳轴承钢棒材优选包括0.40~0.44wt%的mn,更优选为0.44wt%。
30.本发明提供的大规格长寿命高碳轴承钢棒材优选包括0.20~0.24wt%的ni,更优选为0.24wt%。
31.本发明提供的大规格长寿命高碳轴承钢棒材优选包括0.20~0.24wt%的cu,更优选为0.24wt%。
32.本发明提供的大规格长寿命高碳轴承钢棒材还包括不可避免的杂质,所述杂质的含量满足gb18254
‑
2016的要求。
33.在本发明中,所述大规格长寿命高碳轴承钢棒材的直径优选为61~150mm,从开坯到成材的轴承钢的总热变形优选不低于4。
34.本发明还提供了上述技术方案所述的大规格长寿命高碳轴承钢棒材的制备方法,包括以下步骤:
35.将原料进行冶炼,得到钢锭;
36.将所述钢锭依次进行均匀化处理和棒材成型,得到棒材;
37.将所述棒材依次进行球化退火、淬火和回火,得到所述大规格长寿命高碳轴承钢棒材。
38.本发明将原料进行冶炼,得到钢锭。
39.在本发明中,所述冶炼的方式优选为电渣冶炼、双真空冶炼、炉外精炼或真空感应炉冶炼。本发明对所述冶炼的过程没有特殊要求,采用本领域熟知的电渣冶炼、双真空冶炼、炉外精炼或真空感应炉冶炼即可。在本发明中,所述冶炼优选适用于转炉、电炉或感应炉。本发明对所述各制备原料的种类和来源没有特殊要求,能够满足钢锭的成分要求即可。本发明通过冶炼实现轴承钢中氧含量不高于20ppm和大颗粒夹杂物尺寸(ds)≤40微米。
40.得到钢锭后,本发明将所述钢锭依次进行均匀化处理和棒材成型,得到棒材。
41.在本发明中,所述均匀化处理的温度优选为1050~1250℃,更优选为1150~1200℃,保温时间优选为2~30小时,更优选为10~15小时。
42.所述均匀化处理后,本发明将所得坯料进行棒材成型,得到所述棒材。在本发明中,所述棒材成型的加工的方式优选为热锻或热轧,所述热锻或热轧的温度优选为1150~1200℃。在本发明的实施例中,所述棒材的直径为61mm、120mm和150mm。本发明通过均匀化处理可以获得基体和碳化物的细化与均匀化。本发明优选将加工好的棒材空冷至室温然后再进行后续步骤。
43.得到棒材后,本发明将所述棒材依次进行球化退火、淬火和回火,得到所述大规格长寿命高碳轴承钢棒材。
44.在本发明中,所述球化退火的过程优选包括:将所述棒材在800~860℃进行保温0.5~12小时后,冷却到680~740℃进行0.5~12小时保温处理,最后空冷到室温。本发明通过球化退火获得均匀细小的碳化物。
45.得到退火棒材后,本发明对所述退火棒材进行淬火,得到淬火棒材。
46.在本发明中,所述淬火的温度优选为820~860℃,更优选为840℃,保温时间优选
为0.10~1.0小时,更优选为0.5小时;所述淬火的冷却方式优选为油淬。本发明对所述油淬的过程没有特殊要求,采用本领域熟知的油淬即可。
47.得到淬火棒材后,本发明将所述淬火棒材进行回火,得到所述大规格长寿命高碳轴承钢棒材。
48.在本发明中,所述回火的温度优选为130~200℃,更优选为170℃,保温时间优选为0.5~3.5小时,更优选为3小时;所述回火的冷却方式优选为空冷。本发明利用淬火和回火获得超细的原奥氏体组织和碳化物颗粒,其中原始奥氏体晶粒度不小于8级。
49.为了进一步说明本发明,下面结合实例对本发明提供的大规格长寿命高碳轴承钢棒材及其制备方法进行详细地描述,但不能将它们理解为对本发明保护范围的限定。
50.实施例1
51.本发明钢由实验室通过真空感应炉冶炼,浇铸锭型为500kg的圆锭,共冶炼6炉钢供锻造棒状样品,化学成分见表1。d61、d120、d150钢为本发明的大规格长寿命高碳轴承钢棒材,c061、c120、c150为根据国标gb18254
‑
2016的轴承钢成分设计钢。实验室真空感应冶炼的gcr15钢锭经过1200℃和12小时均匀化处理,进行锻造开坯。锻造初始温度1150℃,初始截面尺寸为450mm铸坯径向锻造成截面尺寸为61,120和150mm的圆棒,锻后空冷。锻后圆棒经过球化退火处理(加热至800℃保温5h,随炉冷却至720℃等温2h,空冷至室温)后加工成接触疲劳试样,将这些试样进行淬火(840℃保温0.5小时后油冷到室温)和低温回火处理(170℃保温3小时后空冷到室温),最后进行晶粒度和接触疲劳试验(接触疲劳试验:最大赫兹应力为4.5gpa的推力片试验),其结果见表2,d061、d150、c061和c150钢接触疲劳寿命weibull图见图1,由图1可知,本发明通过将轴承钢的进行nb、mo、v和zr微合金化可以大幅提升轴承钢的接触疲劳寿命,由表2可以看出,d061的接触疲劳寿命l
10
≥7.5
×
107次,d150的接触疲劳寿命l
10
≥5.0
×
107次,c061的接触疲劳寿命l
10
≥1.0
×
107次,而c150的接触疲劳寿命l
10
≥0.20
×
107次,因而直径61mm规格棒材接触疲劳寿命提升7.5倍,直径120mm规格棒材接触疲劳寿命提升了12倍,而直径150mm规格棒材接触疲劳寿命提升了25倍,d061~d150钢比c061和c150具有更高的硬度、更细的晶粒度和更高的接触疲劳寿命。
52.表1本发明钢与传统钢的化学成分(wt%)
[0053][0054]
表1中,未列出的元素为铁和其他不可避免的杂质元素。
[0055]
表2本发明钢与传统钢的晶粒度、硬度和接触疲劳性能疲劳性能
[0056][0057]
以上所述仅是本发明的优选实施方式,并非对本发明作任何形式上的限制。应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明原理的前提下,还可以做出若干改进和润饰,这些改进和润饰也应视为本发明的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。