1.本技术涉及数控机床刀具磨损检测技术领域,具体涉及一种基于奇异性 李氏指数的刀具状态检测方法。
背景技术:
2.随着“工业4.0”以及智能制造等理念的不断深入,各大企业对机械制 造智能化、自动化和无人化的需求愈发提高,而机床刀具作为加工领域的重 要执行部分,它的实时状态直接关系到所加工的零件的精细程度,因此其加 工状态的在线磨损监测技术愈来愈受到关注。然而现阶段的刀具磨损检测主 要依靠人工进行测量,其磨损状态以及是否需要更换严重依赖于检测者的经 验,因此缺乏必要的技术支撑,这种方式可能会导致过晚得换刀从而影响产 品质量,也可能会导致过早得换刀导致刀具浪费以及经济性地降低。
3.机床刀具虽是数控加工阶段的关键执行末端,但也是最易损伤和浪费的 基础部件,特别是在加工各类难加工材料的高附加值结构件时,刀具一旦出 现崩刃、断裂或者磨损程度超过寿命极限等情况,极易导致零件质量的急剧 下降甚至报废。据数据统计,在引起切削过程故障的所有因素中,刀具损伤 作为首要因素带来高昂的经济与时间成本,在零件加工的总成本中,刀具及 换刀成本可占据3%
‑
12%,因刀具损伤所导致的停机时间可占机床总停机时间 的7%
‑
20%,对生产效率的影响可达25%。因此,实现切削刀具磨损状态的智 能检测将在改善加工质量,节约生产成本和提升生产效率等方面发挥重要作 用。
4.传统技术中,可以应用于商业化的加工监测系统普遍存在高昂、安装复 杂、信号处理较为简单、刀具状态识别精度差、延迟等显著问题。因此对于 刀具状态监测系统的研发需求变得越来越大。
技术实现要素:
5.本技术为了解决上述技术问题,提出了如下技术方案:
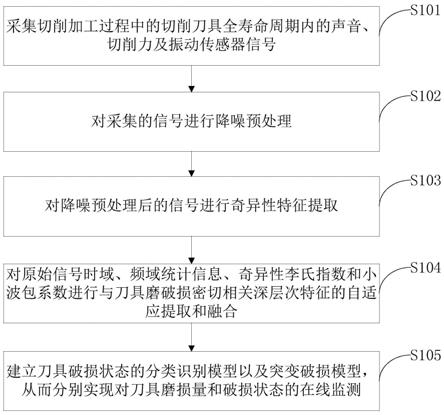
6.第一方面,本技术实施例提供了一种基于奇异性李氏指数的刀具状态检 测方法,所述方法包括:采集切削加工过程中的切削刀具全寿命周期内的声 音、切削力及振动传感器信号;对采集的信号进行降噪预处理;对降噪预处 理后的信号进行奇异性特征提取;对原始信号时域、频域统计信息、奇异性 李氏指数和小波包系数进行与刀具磨破损密切相关深层次特征的自适应提取 和融合;建立刀具破损状态的分类识别模型以及突变破损模型,从而分别实 现对刀具磨损量和破损状态的在线监测。
7.采用上述实现方式,进行降噪并最大程度的保留信号中的有用成分,然 后对信号进行奇异性特征提取,在对信号深层特征的提取与融合,最后利用 刀具破损状态的分类识别模型以及突变破损模型识别刀具所处的磨损状态或 磨损量,相对稳定且可靠地实现对刀具状态的实时监测,不仅适用于大批量 零件生产时的刀具状态监测,同时对小批量甚至单个零件的生产加工同样具 有高度的适应性,适用范围更广。
8.结合第一方面,在第一方面第一种可能的实现方式中,所述对采集的信 号进行降
噪预处理,包括:根据信号的模极大值点在(u,s)(空间u、尺度s) 平面内沿尺度s的变化规律确定为模极大值点是信号或噪声产生;如果所述 模极大值点为噪声产生,则在最大尺度上设置筛选阈值;通过所述筛选阈值 筛选噪声导致的模极大值点;将模极大值点小波系数的值小于所述筛选阈值 的模极大值点置零。
9.结合第一方面第一种可能的实现方式,在第一方面第二种可能的实现方 式中,所述根据信号的模极大值点在(u,s)(空间u、尺度s)平面内沿尺度s 的变化规律确定为模极大值点是信号或噪声产生,包括:如果所述模极大值 点的小波系数的值随着尺度s的减小而减小,并最终收敛,则所述模极大值 点所连通的极大值线对应的是包含奇异性信息的信号点,为信号产生;或者, 如果模极大值点对应小波系数的值随着尺度的减小而增大,则所述模极大值 点为噪声产生。
10.结合第一方面第一或二种可能的实现方式,在第一方面第三种可能的实 现方式中,所述筛选阈值为:
[0011][0012]
式中z为常数,离散的尺度s=2
j
(j=0,1,2,...j),j为离散尺度系数的最大 取值,m是最大尺度上所有模极大值值的最大值。
[0013]
结合第一方面第三种可能的实现方式,在第一方面第四种可能的实现方 式中,所述对降噪预处理后的信号进行奇异性特征提取,包括:通过傅里叶 变换确定信号函数的全局奇异性;利用小波变换通过伸缩平移运算实现对信 号局部细节的分析,计算出信号函数在某一点处或者某个区间的奇异性李氏 指数;计算小波系数的模极大值随尺度s递减后的收敛情况来评估是否有奇 异点以及奇异性李氏指数的大小;在(u,s)平面内定义极大值线,所述极大值 线上的点全部都是模极大值点;计算小波变换二进尺度上的模极大值,由于 极大值线的不间断性,实现极大值线的连通以及李氏指数的评估。
[0014]
结合第一方面或第一方面第一至四种任一可能的实现方式,在第一方面 第五种可能的实现方式中,所述对原始信号时域、频域统计信息、奇异性李 氏指数和小波包系数进行与刀具磨破损密切相关深层次特征的自适应提取和 融合,包括:基于特征融合的多维堆栈稀疏自动编码器模型md
‑
ssaes;将 所提取的奇异性李氏指数、时域特征、频域特征和小波包系数作为初始特征 输入md
‑
ssaes中;通过对新模型的训练,得到了多维深度特征,利用一维 ssae进行特征融合。
[0015]
结合第一方面第五种可能的实现方式,在第一方面第六种可能的实现方 式中,所述通过对新模型的训练,得到了多维深度特征,利用一维ssae进 行特征融合,包括:
[0016]
md
‑
ssaes包括四个一维ssae,在md
‑
ssaes的培训过程模型中,四 个ssae的结构由一个输入层x
i
,数个隐藏层x
j
(j=2,3,
…
,n
‑
1)和输出层 y=x
n
组成;输入层包含未经处理的td数据应用快速傅里叶变换获得 的fd数据奇异性李氏指数以及经小波包分解所获得的小波 包系数
[0017]
每个隐藏层都有四个向量通过对所有自动编码器的 计算,以及建立新的建模框架,得到四个特征向量y1,y2,y3,y4;
[0018]
通过md
‑
ssaes模型的训练,将深度特征向量y1,y2,y3,y4融合为一个新的 特征向量x
m
=[y1,y2,y3,y4],矢量x
m
将用作一维ssae的输入,用于更深层特 征的提取。
[0019]
结合第一方面第五或六种可能的实现方式,在第一方面第七种可能的实 现方式中,所述利用一维ssae进行特征融合,包括:多维深度特征输入到 一维ssae中,通过权重矩阵计算出相应数值;随后多维深度特征被用作非 线性回归的输入函数获取输出值。
[0020]
结合第一方面,在第一方面第八种可能的实现方式中,建立刀具破损状 态的分类识别模型以及突变破损模型,从而分别实现对刀具磨损量和破损状 态的在线监测,包括:基于卷积神经网络深度学习算法构建数据敏感特征与 刀具缓变磨损量的非线性回归分析模型;然后基于支持向量机建立融合异类 特征与刀具突变破损的状态识别模型;之后利用识别样本集数据得到的深度 特征进行模型的测试,并根据上述两类模型的输出结果,综合判断刀具的健 康状态来决定是否需要更换刀具。
[0021]
结合第一方面第八种可能的实现方式,在第一方面第九种可能的实现方 式中,基于支持向量机建立融合异类特征与刀具突变破损的状态识别模型, 包括:基于softmax模型、支持向量机建立融合异类特征与刀具突变破损状 态的识别模型,该模型的设计层次结构从整体上识别刀具磨损状态,根据刀 具磨损的程度以及破损状态,按照磨损量为0~0.03mm,0.03~0.12mm和 0.12~0.3mm将刀具整个寿命周期划分为三类磨损状态,分别为初期磨损、正 常磨损和急剧磨损。
附图说明
[0022]
图1为本技术实施例提供的一种基于奇异性李氏指数的刀具状态检测方 法的流程示意图;
[0023]
图2为本技术实施例提供的振动信号降噪效果示意图;
[0024]
图3为本技术实施例提供的切削力信号降噪效果示意图;
[0025]
图4为本技术实施例提供的声音信号降噪效果示意图;
[0026]
图5为本技术实施例提供的md
‑
ssaes模型的训练过程示意图;
[0027]
图6为本技术实施例提供的特征融合结构的学习过程示意图。
具体实施方式
[0028]
下面结合附图与具体实施方式对本方案进行阐述。
[0029]
图1为本技术实施例提供的一种基于奇异性李氏指数的刀具状态检测方 法的流程示意图,参见图1,基于奇异性李氏指数的刀具状态检测方法包括:
[0030]
s101,采集切削加工过程中的切削刀具全寿命周期内的声音、切削力及 振动传感器信号。
[0031]
采集切削加工过程中的切削刀具全寿命周期内的声音、切削力及振动等 间接传感器信号,同时记录刀具磨损量的变化全过程,并为相应信号标注刀 具磨损信息。
[0032]
s102,对采集的信号进行降噪预处理。
[0033]
铣削加工是典型的断续切削加工方式,加工过程中刀具随着机床主轴不 断旋转,铣刀的每个刀齿周期性地切入
‑
切出,并且可能存在两个甚至多个刀 齿同时参与切削,如此复杂的动态切削过程导致采集到的是极度非稳态的传 感器信号,同时机床系统、工厂环
境等不可控因素也导致信号中掺杂了大量 噪声,因此在进行传感器信号特征提取之前需要高效、可靠地去除原始信号 中的噪声,并最大限度地保留信号中的有用成分。
[0034]
在进行铣削加工过程传感器信号的处理和分析中,信号的有效成分或者 主要能量通常都集中在刀齿通过频率(tooth pass frequency,tpf)及其整数 倍的低频部分。而切削过程传感器信号中的噪声则通常表现为具有高频特性, 利用切削加工噪声的这一特性,通常使用低通滤波器、带通滤波器或者小波 滤波器,通过设定阈值消除信号中的高频部分以完成降噪任务。图2(a)、图 3(a)和图4(a)所示为铣刀在一个刀具旋转周期内的进给方向上的原始振动信 号和切削力信号的波形,图2(d)、图3(d)和图4(d)所示为对应原始信号的频 谱曲线,可以观察到原始信号在高频部分存在较多能量,这表明原始数据中 存在较多的噪声信息。
[0035]
首先采用常用的小波滤波对原始信号进行极值阈值降噪,采用的是db3 小波,进行5层的小波分解,降噪之后的波形如图2(b)、图3(b)和图4(b)所 示,可以发现切削力、振动和声音信号波形变化极为显著,通过观察对应的 频谱分析(图2(e)、图3(e)和图4(e)),可以发现高频部分的噪声能量得到了 很好的抑制并保留了信号中tpf整数倍的有效信息,但降噪之后的信号波形 与原始信号相差较大,尤其是振动信号和声音信号的波形变化可以明显发现 小波滤波算法模糊了原始信号中的有用信息,因此如果采用该方法对原始信 号进行降噪则会导致大量奇异点信息的丢失,进而造成无法有效地分析信号 中的奇异性特征。为此需要一种在降噪的同时能够最大限度保留原始信号中 奇异性信息的降噪方法。
[0036]
根据对信号不同奇异点李氏指数的计算可知,噪声的李氏指数通常均为 负值,因此可以通过判断模极大值点在(u,s)平面(空间u、尺度s)内沿尺度 s的变化规律来区分是模极大值点是由噪声还是由信号产生。如果存在模极大 值点,它小波系数的值随着尺度s的减小而减小,并最终收敛于u轴的u0坐 标点处,则该模极大值点所连通的极大值线对应的是包含奇异性信息的信号 点;相反,如果模极大值对应小波系数的值随着尺度的减小而显著增大,则 该点通常都是被噪声所控制的点,为此在最大尺度上设置阈值t(式1)来筛 选噪声导致的模极大值点,如果模极大值点小波系数的值小于t,则将这些 模极大值点置零,然后使用mallat的塔式算法利用小波系数重构信号实现降 噪的目的,以下将基于小波系数模极大值评估的降噪算法简称为模极大值降 噪方法。
[0037][0038]
式中z为常数,此处取2,离散的尺度s=2
j
(j=0,1,2,
…
j),j为离散尺度 系数的最大取值,通常相对较大的尺度系数可能会导致一些局部重要奇异性 信息的丢失,此处选择j=5,m是最大尺度上所有模极大值值的最大值。图 2(c)、图3(c)和图4(c)所示的是采用具有一阶消失矩的一阶高斯函数为小波基 评估并筛选噪声模极大值点后小波系数重构得到的切削力、振动和声音信号 的波形曲线,可以发现信号的波形与原始信号更为贴近和光滑,同时观察对 应的频谱分析曲线图2(f)、图3(f)和图4(f),可以看出降噪后的信号高频部分 的噪声能量得到了有效抑制,同时保留了tpf整数倍上的有效信息,该方法 可以有效、可靠地去除噪声的同时保留信号中的有用成分。
[0039]
s103,对降噪预处理后的信号进行奇异性特征提取。
[0040]
对于计算函数的全局奇异性,傅里叶变换是一种有效的方法,如果函数 f(t)在实
数空间r上有界,且存在
[0041][0042]
则函数f(t)在r上是一致李氏指数α的,其中函数f(t)的傅里叶变换是 同时函数f(t)在r上的一致李氏指数奇异性严重取决于其傅里叶变 换的衰减规律。然而由于傅里叶变换不能度量信号局部的特征信息,因此无 法通过的衰减性来评估f(t)在某一点的奇异性。此时,小波变换通过 伸缩平移运算实现对信号局部细节的分析,使其能够计算出函数f(t)在某一 点处或者某个区间的奇异性李氏指数。
[0043]
为了能够对信号的局部奇异性进行评估,小波基函数的消失矩属性就尤 为重要。如果小波基存在n阶消失矩,则
[0044][0045]
当使用具有n(n>α)阶消失矩的小波基进行小波变换来评估函数f(t)的 李氏指数α时,该小波基函数与n
‑
1阶的泰勒多项式正交。由于n>α,因此 泰勒多项式p
v
(t)最多是n
‑
1阶的,所以p
v
(t)的小波变换为0。
[0046][0047]
由于
[0048]
f(t)=p
v
(t) ε
v
(t)
ꢀꢀꢀꢀ
(5)
[0049]
所以f(t)的小波变换wf(u,s)也可以写成
[0050]
wf(u,s)=wε
v
(u,s)
ꢀꢀꢀ
(6)
[0051]
如果存在对于任意衰减常数c
m
(m∈n),使得
[0052][0053]
则说明小波基是快速衰减的,如果该小波基有n阶消失矩,当且 仅当存在快衰减函数θ(t),使得
[0054][0055]
从而
[0056][0057]
其中式(8)表明,具有n阶消失矩并快速衰减的小 波基可以表述为快速衰减函数θ(t)的n阶导数。因此如式(9)所示,该 小波变换相当于一个多尺度微分算子。如果f(t)在点u的附近范围内是n次 可微的,则式(9)可以表述为
[0058][0059]
式(10)表明可以通过小波变换系数随尺度s递减的变化规律来评估信 号的奇异性李氏指数。
[0060]
通过上述对李氏指数计算与小波变换随尺度递减后衰减性的关系,可以 通过在(u,s)平面通过分析小波系数的变化规律来计算李氏指数。此外,可以 通过计算小波系数的模极大值随尺度s递减后的收敛情况来评估是否有奇异 点,以及奇异性李氏指数的大小。
[0061]
模极大值是指如果存在点(u0,s0),使得小波变换系数的模|wf(u0,s0)|为 局部极大值,即
[0062][0063]
为了避免|wf(u0,s0)|为常数的特例,仅考虑严格的从左侧逼近或者右侧 逼近的极大值。同时定义在(u,s)平面内有一种连通曲线,在这些曲线上的点 全部都是模极大值点,称这种曲线为极大值线。
[0064]
根据式(10)的表述,小波变换可以认为是多尺度微分算子,其中的卷 积运算可以认为是对原始信号的“磨光”,如果所使用的小波基仅 有1阶消失矩,则此时的模极大值点对应原始信号 的阶跃点,也是信号f(t)经磨光后一阶导数的峰值点。
[0065]
然而,当使用小波基进行小波变换时,所检测到的 某模极大值点(u0,s0)是否处于一条收敛于较小尺度的极大值线上并不确定。 如果当尺度递减后,|wf(u0,s)|在点u0附近不再存在模极大值点,则会导致 无法使用模极大值来评估信号的奇异性。
[0066]
hummel的研究则表明,当使用为小波基函数 (为高斯函数)时,对于f(t)∈l2(r),它的小波变换wf(u,s) 的模极大值点均会处在某条连通的模极大值线上,随着尺度的递减它始终保 持连续。由于高斯函数的规范化,保证了检测到的所有模极大值线均可以延 伸到最小的尺度。因此,本技术后续所使用的小波基函数均是以高斯函数为 基。
[0067]
如果f(t)在v的附近是点态或者一致奇异性李氏指数α的,则仅当存在 常数a>0,使影响锥中的模极大值点(u,s)满足
[0068]
|wf(u,s)|≤as
α 1/2
ꢀꢀꢀ
(12)
[0069]
公式两侧取对数计算,即
[0070]
log2|wf(u,s)|≤log
2 a (α 1/2)log
2 s
ꢀꢀꢀ
(13)
[0071]
从而,点v的奇异性李氏指数可以通过计算log2|wf(u,s)|为因变量,log2s 为自变量组成的函数曲线在v点的最大一阶导数(曲线斜率)。
[0072]
由于基于二进小波的离散小波变换可以对原始信号进行完备和稳定地稀 疏表示,因此为了能够降低计算量,仅计算小波变换二进尺度{s=2
j
},j∈z上 的模极大值,由于极大值线的不间断性,因此可以实现极大值线的连通以及 李氏指数的评估。
[0073]
s104,对原始信号时域、频域统计信息、奇异性李氏指数和小波包系数 进行与刀具磨破损密切相关深层次特征的自适应提取和融合。
[0074]
为了提取原始信号与其奇异性李氏指数中与刀具磨损最相关的特征值, 提出了一种新的基于特征融合的多维堆栈稀疏自动编码器模型(md
‑
ssaes)。 首先,设计了四个ssae模型来学习数据的特征,将所提取的李氏指数,小 波包系数以及常用时域特征与频域特征分别作为原始特征输入。为了实现这 种结构,采用了一种改进的损失函数来提高特征学习能力。然后,利用一个 一维ssae进行特征融合和深层特征学习。
[0075]
图5代表md
‑
ssaes的培训过程模型,四个ssae的结构由一个输入层 x1,数个隐藏层x
j
(j=2,3,
…
,n
‑
1)和输出层y=x
n
组成。输入层包含未经处理 的td数据应用快速傅里叶变换(fast fourier transform,fft)获得的fd数据奇异性李氏指数以及经小波包分解所获得的小波包系 数每个隐藏层都有四个向量通过对所有自动编 码器的计算,以及建立新的建模框架,得到四个特征向量y1,y2,y3,y4。
[0076]
本技术中提出的md
‑
ssaes模型的损失函数修改为:
[0077][0078]
其中,k=1,2,3,4和j=1,2,
…
,n
k
分别是第k个ssae和第j个自动编码器,x 是自动编码器的输入。c(w)和r(w)是权重矩阵w的列数和行数。
[0079][0080]
权重矩阵最优解可以用式(15)来计算,通过对新模型的训练,得到 了y1,y2,y3,y4的多维深度特征接着利用一维ssae进行特征融合和深层特征学 习,通过md
‑
ssaes模型的训练,将深度特征向量y1,y2,y3,y4融合为一个新 的特征向量x
m
=[y1,y2,y3,y4],矢量x
m
将用作一维ssae的输入,用于更深入 的特征提取。由于刀具在磨损过程中具有良好连续性,利用非线性回归函数的 非平稳性和复杂的非线性特性,将其连接到一维ssae的输出层,提高了渐 进式刀具磨损预测的能力。
[0081]
图6表示特征融合的学习过程结构,首先,特征输入到一维ssae 中,并且隐藏表量可以通过权重矩阵计算出相应数值。更 深层次的表量可以通过权重矩阵和h1计算出结果。随后, 特征x
f
被用作非线性回归的输入函数f(x)获取输出值y
pre
。最后刀具磨损量 与实际刀具磨损量之间的绝对误差e1将进行计算。
[0082][0083]
e1←
|y
pre
‑
y
act
|=|
f
(x
f
)
‑
y
act
|
ꢀꢀꢀꢀꢀꢀ
(17)
[0084]
其中a,b,c是分别是常量,矩阵和非线性回归函数的向量。
[0085]
为了减小e1的数值,参数级的更新方程θ={a,b,c}是
[0086][0087][0088]
其中[θ]
(q)
和[e1]
(q)
分别表示参数集和第q次迭代,q表示当前迭代次数。η
(q)
是 变化率,r
l
和r
h
分别是递减系数和增加系数,递减系数和增加系数的经验值在 本技术中设定为r
l
∈[0.2,1)和r
h
∈(1,5]。
[0089]
在执行误差最小化e1后,参数a、b、c将会微调为a、b、c。并且产值y
pre
被转化为基于x
f
和a、b、c的x
f
′
,特征x
f
′
将通过y
pre
′
和a、b、c计算出相应 结果。最后为了实现误差反向传播的目的,介于x
f
与x
f
′
的误差e2输入到一维 ssae。
[0090]
当将误差e2输入至一维ssae后,w2将会在基于e2的基础上微调为w2, 之后w1将会基于w2升级为w1。隐藏表量x2将基于x
m
和w1转换为x2′
,之后通 过x2′
与w1′
的相关作用计算出特征向量x
m
′
,最后介于x
m
′
与x
m
之间的误差e3, 将会被输入到md
‑
ssaes模型中。遵循误差反向传播规则,权重矩阵将根 据误差e3进行微调。至此,建模框架已经设计完成,并且可以通过迭代训练 来完成所提出模型的构建,所提出的建模框架可用于刀具磨损预测。
[0091]
s105,建立刀具破损状态的分类识别模型以及突变破损模型,从而分别 实现对刀具磨损量和破损状态的在线监测。
[0092]
基于卷积神经网络、循环神经网络深度学习算法构建数据敏感特征与刀 具缓变磨损量的非线性回归分析模型,构建信号特征输入矩阵,将已经提取 的深层特征进行输入,然后建立检测信号与刀具状态的映射关系,通过训练 后的深度学习模型实现刀具磨损量的实时输出。
[0093]
基于softmax模型、支持向量机等建立融合异类特征与刀具突变破损状 态的识别模型,该模型的设计层次结构思想是从整体上识别刀具磨损状态, 根据刀具磨损的程度以及破损状态,按照磨损量为0~0.03mm,0.03~0.12mm 和0.12~0.3mm将刀具整个寿命周期划分为三类磨损状态,分别为初期磨损、 正常磨损和急剧磨损。综合上述两种模型,实现实时数据驱动下的刀具磨损 量与破损状态的在线监测,通过输出结果来决定是否对刀具进行更换。
[0094]
为了解决在铣削过程中刀具磨损状态在线监测的难题,本技术提供了一 种基于奇异性李氏指数的刀具状态检测方法,通过建立基于模极大值评估的 信号降噪算法进行降噪并最大程度的保留信号中的有用成分,通过基于小波 奇异性分析理论的李氏指数计
算方法获得信号中的李氏指数,通过多维堆栈 稀疏自动编码器模型实现信号深层特征的提取与融合,最后利用深度学习算 法识别刀具所处的磨损状态或磨损量,相对稳定且可靠地实现对刀具状态的 实时监测,不仅适用于大批量零件生产时的刀具状态监测,同时对小批量甚 至单个零件的生产加工同样具有高度的适应性,适用范围更广。
[0095]
需要说明的是,在本文中,诸如“第一”和“第二”等之类的关系术语 仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求 或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术 语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而 使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且 还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或 者设备所固有的要素。在没有更多限制的情况下,由语句“包括一个
……”ꢀ
限定的要素,并不排除在包括所述要素的过程、方法、物品或者设备中还存 在另外的相同要素。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。