1.本发明涉及菜刀焊接技术领域,尤其涉及菜刀刀胚自动焊接机。
背景技术:
2.菜刀是生活中常见的刀具。随着社会的发展,刀具的制造已由手工制作转换到工厂化生产。秉承“好钢用到刀口上”的原则。工厂化生产把刀具分为三部分:刀体、刀刃和刀柄,然后把刀体、刀刃和刀柄分别先制作好,然后焊接而形成刀胚,刀胚自经过一系列的打磨工序,从而形成最终的刀具。
3.现有技术中刀胚焊接工艺是用专用的工装或夹具,把刀胚各部件固定好,由焊工手动把它们焊接好,形成刀胚。手工焊接的缺点是:效率低下,质量不稳定,焊接的辐射对焊工的身体伤害大。
技术实现要素:
4.为解决背景技术中存在的技术问题,本发明提出一种能够自动将刀刃、刀体和刀柄焊接成刀胚的菜刀刀胚自动焊接机。
5.本发明的技术方案:一种菜刀刀胚自动焊接机,包括主机放置柜、机壳、x轴直线模组、z轴直线模组、y轴直线模组、安装支架和开关;
6.主机放置柜内设置有plc控制系统和焊接主机;机壳设置在主机放置柜上,机壳纵向一侧设置有开口;x轴直线模组设置在主机放置柜上,x轴直线模组位于机壳内,x轴直线模组沿纵向贯穿开口;z轴直线模组设置在x轴直线模组横向一侧,z轴直线模组位于x轴直线模组在机壳内的一端,z轴直线模组沿上下分布;y轴直线模组设置有两个,两个y轴直线模组均设置在z轴直线模组靠近开口的纵向一侧,两个y轴直线模组沿横向分布,两个y轴直线模组关于z轴直线模组对称;两个y轴直线模组上分别滑动设置有两个焊枪,两个焊枪同向滑动或背向滑动;焊接主机与焊枪控制连接,plc控制系统与x轴直线模组、z轴直线模组和y轴直线模组均控制l连接,开关设置在主机放置柜上,开关与plc控制系统和焊接主机均控制连接;安装支架滑动设置在x轴直线模组上;
7.安装支架包括安装板b和侧板,安装板b滑动设置在x轴直线模组上,侧板设置在安装板b靠近z轴直线模组的横向一侧,侧板靠近z轴直线模组的横向一侧设置有用于固定刀胚的工装,工装上内嵌设置有多个永磁铁。
8.优选的,还包括加强筋;加强筋设置在安装板b和侧板之间,加强筋为三角形结构,加强筋内设置有减重孔。
9.优选的,工装上设置有多个用于对刀胚进行限位的卡块。
10.优选的,x轴直线模组包括滑块a,安装板b设置在滑块a上,安装板b与滑块a可拆卸连接;y轴直线模组包括滑块b,焊枪底部设置有安装板a,安装板a设置在滑块b上,安装板a与滑块b可拆卸连接。
11.优选的,还包括防护门;防护门滑动设置在机壳上,防护门位于开口内。
12.与现有技术相比,本发明具有如下有益的技术效果:
13.1、本发明使用时,由工作人员对plc控制系统进行数控编程,由电脑程序控制x轴直线模组、z轴直线模组和y轴直线模组运动,并通过焊枪来对刀胚的两面进行焊接,刀胚的焊接效率更高,焊接质量更高,且对焊工的要求低,方便工厂招聘到焊接工人。
14.2、本发明使用时,通过自动化的焊接操作,能够减少焊接辐射对焊工的身体造成的危害。
15.3、本发明使用时,对环境无污染,从而节约生产成本,提高刀具的市场竞争力。
附图说明
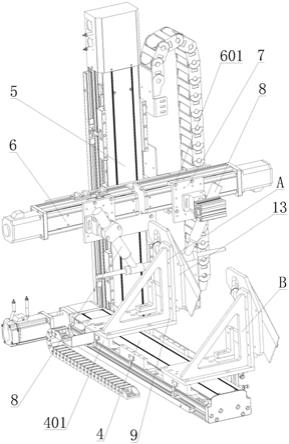
16.图1为本发明提出的菜刀刀胚自动焊接机的结构示意图。
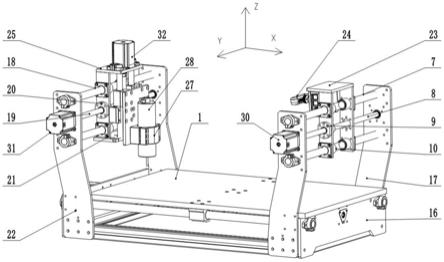
17.图2为本发明提出的菜刀刀胚自动焊接机机壳的内部结构示意图。
18.图3为本发明提出的菜刀刀胚自动焊接机中安装支架第一种视角的结构示意图。
19.图4为本发明提出的菜刀刀胚自动焊接机中安装支架第二种视角的结构示意图。
20.图5为本发明提出的菜刀刀胚自动焊接机中刀胚设置在安装支架上的结构示意图。
21.附图标记:1、主机放置柜;2、机壳;201、开口;3、防护门;4、x轴直线模组;401、滑块a;5、z轴直线模组;6、y轴直线模组;601、滑块b;7、安装板a;8、焊枪;9、安装支架;10、安装板b;11、加强筋;12、侧板;13、工装;1301、永磁铁;14、卡块;15、刀刃;16、刀体;17、刀柄;20、开关;a、焊接工位;b、装卸工位。
具体实施方式
22.如图1
‑
5所示,本发明提出的一种菜刀刀胚自动焊接机,包括主机放置柜1、机壳2、防护门3、x轴直线模组4、z轴直线模组5、y轴直线模组6、安装支架9和开关20;主机放置柜1内设置有plc控制系统和焊接主机;机壳2设置在主机放置柜1上,机壳2纵向一侧设置有开口201;防护门3滑动设置在机壳2上,防护门3位于开口201内,通过设置防护门3,能够在对刀胚焊接时关闭防护门3,对工作人员起到很好的保护作用;x轴直线模组4设置在主机放置柜1上,x轴直线模组4位于机壳2内,x轴直线模组4沿纵向贯穿开口201,x轴直线模组4包括滑块a401;z轴直线模组5设置在x轴直线模组4横向一侧,z轴直线模组5位于x轴直线模组4在机壳2内的一端,z轴直线模组5沿上下分布;y轴直线模组6设置有两个,两个y轴直线模组6均设置在z轴直线模组5靠近开口201的纵向一侧,两个y轴直线模组6沿横向分布,两个y轴直线模组6关于z轴直线模组5对称,y轴直线模组6包括滑块b601;两个y轴直线模组6上分别滑动设置有两个焊枪8,两个焊枪8同向滑动或背向滑动焊枪8底部设置有安装板a7,安装板a7设置在滑块b601上,安装板a7与滑块b601可拆卸连接,便于焊枪8的安装与拆卸;焊接主机与焊枪8控制连接,plc控制系统与x轴直线模组4、z轴直线模组5和y轴直线模组6均控制l连接,开关20设置在主机放置柜1上,开关20与plc控制系统和焊接主机均控制连接;安装支架9滑动设置在x轴直线模组4上;
23.安装支架9包括安装板b10、加强筋11和侧板12,安装板b10滑动设置在x轴直线模组4上,安装板b10设置在滑块a401上,安装板b10与滑块a401可拆卸连接,便于安装支架9的安装一侧拆卸,侧板12设置在安装板b10靠近z轴直线模组5的横向一侧,侧板12靠近z轴直
线模组5的横向一侧设置有用于固定刀胚的工装13,工装13上内嵌设置有多个永磁铁1301,工装13上设置有多个用于对刀胚进行限位的卡块14,能够将吸在工装13上的刀刃15、刀体16和刀柄17进行限制,保证刀刃15、刀体16和刀柄17的精确定位,进而提高刀胚焊接的精度;加强筋11设置在安装板b10和侧板12之间,加强筋11为三角形结构,设置三角形的加强筋11,能够提高侧板12和安装板b10之间连接的稳定性,加强筋11内设置有减重孔,在加强筋11上设置减重孔,能够有效的减轻安装支架9的重量,减少移动安装支架所需要的能量,节约资源。
24.本发明使用时,工作人员对plc控制系统进行数控编程,然后通过开关启动plc控制系统,使其控制x轴直线模组4将安装支架9推动至机壳2外侧的装卸工位b处,然后由工作人员将刀刃15、刀体16和刀柄17分别安装到工装13对应的位置上,让多个永磁铁1301将铁制的刀刃15、刀体16和刀柄17吸住,由多个卡块14对刀刃15、刀体16和刀柄17进行限位,然后由plc控制系统控制安装支架9将待焊接的刀刃15、刀体16和刀柄17带到机壳2内的焊接工位a处,此时工作人员通过开关20控制plc控制系统和焊接主机启动,焊接主机控制两个焊枪8进行焊接,plc控制系统通过电脑程序控制x轴直线模组4、z轴直线模组5和y轴直线模组6来带动安装支架9和焊枪8移动来完成对刀胚两面的焊接,焊接完成后,x轴直线模组4将安装支架9推动至装卸工位b处,由工作人员完成刀胚的下料操作,从而实现刀胚的自动焊接。本发明使用时,能够大大提高刀胚的焊接效率,提高刀胚的焊接质量,而且能够降低焊接辐射对焊工的身体伤害;对焊工的要求较低,让工厂能够更方便的招聘到焊接工人,对环境无污染,从而节约生产成本,提高刀具的市场竞争力。
25.上面结合附图对本发明的实施方式作了详细说明,但是本发明并不限于此,在所属技术领域的技术人员所具备的知识范围内,在不脱离本发明宗旨的前提下还可以作出各种变化。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。