1.本发明涉及陶瓷产品加工技术领域,更具体地说,它涉及一种陶瓷产品螺纹加工方法。
背景技术:
2.目前,先进陶瓷材质的产品从原先的功能件逐渐向结构件转变,而且陶瓷材质的耐磨、绝缘、硬度高等特点,广泛应用在半导体设备中,如光刻机、沉积设备、等离子注射机、封装检测等,并且逐渐替代其中的金属零件。作为结构件,需要有装配件和固定的结构,目前装配件的连接和固定方式主要是采用螺栓结构。所以在陶瓷件上加工螺纹的需求越来越多,并且随着零件的应用领域的扩展,螺纹的种类复杂,到深度、高精度的需要越来越多。陶瓷由于是脆性材料,不能采用金属螺纹的加工方式,如攻丝、冷轧等,传统的陶瓷材料的螺纹都是采用磨削的方式加工,加工时间长,并且刀具消耗快,加工深螺纹时容易烧刀,导致合格率低。
技术实现要素:
3.为了克服上述不足,本发明提供了一种陶瓷产品螺纹加工方法,陶瓷产品螺纹加工效率高,刀具磨损小寿命长。
4.为了解决上述技术问题,本发明采用以下技术方案:一种陶瓷产品螺纹加工方法,包括以下步骤:a、将带有加工孔的陶瓷产品放置到转盘上;b、对加工孔进行定心调节,使加工孔的轴线和转盘的转动轴线重合,并夹紧陶瓷产品;c、将刀具伸入加工孔中,刀具上设有若干等间距设置的刀刃,相邻两刀刃之间的间距为待加工螺纹螺距h的n倍;d、刀具一边转动靠向加工孔内壁,刀刃与加工孔内壁接触磨削,同时刀具向上移动,转盘带动陶瓷产品转动,转盘转动的圈数为n 0.5,刀具向上移动的距离为h(n 0.5);e、刀具与加工孔内壁分离并向下回位到初始位置,转盘反向转动回位到初始位置;f、多次重复步骤d到e,刀刃磨削加工孔内壁上螺纹的深度每次增加m,直到完成螺纹的加工;g、刀具向上移动离开加工孔,将陶瓷产品从转盘上卸下。
5.刀具上等间距设置若干刀刃,且相邻两刀刃之间的间距为待加工螺纹螺距h的n倍。陶瓷产品螺纹加工时,刀具上下移动的距离为h(n 0.5),刀具磨削加工是不需要重复将整个刀具拔出和插入加工孔,移动路径大大缩短,有利于提高工作效率。螺纹加工时,所有刀刃同步磨削加工,每个刀刃加工出的螺旋段连接在一起形成螺纹,提高了工作效率。每个刀刃磨削的距离和时间相对于单个刀刃的刀具来说大大缩短,减小了刀刃的磨损,延长了刀具的使用寿命。经过多次重复磨削,磨削深度每次增加一点,避免单次磨削深度过大导致损伤陶瓷产品的现象发生。陶瓷产品螺纹加工之前对加工孔进行定心调节,使加工孔的轴线和转盘的转动轴线重合,便于螺纹的可靠加工。特别是对于各种不规则形状的陶瓷产品,装夹定位精准可靠,使螺纹加工位置精准可靠。陶瓷产品螺纹加工效率高,刀具磨损小寿命长。
6.作为优选,刀具设置有刀刃部分的长度大于加工孔的深度。这种结构设置的刀具保证加工孔内壁上的螺纹能够从底部延伸到顶部。
7.作为优选,刀具上端设有刀柄,刀柄连接在机床上,机床带动刀具转动和移动。
8.作为优选,刀刃呈环形结构。
9.作为优选,转盘转动安装在工作台上,工作台上设有定位槽,转盘适配安装在定位槽中,工作台上安装驱动电机,驱动电机输出轴与转盘连接。定位槽的设置便于转盘的可靠转动。
10.作为优选,转盘上安装至少三个装夹活塞缸,装夹活塞缸伸缩杆上连接定位块,定位块贴合在陶瓷产品侧壁上对陶瓷产品进行装夹定位。通过设置至少三个装夹活塞缸对陶瓷产品进行装夹定位,定位可靠。
11.作为优选,步骤b中采用定心架对加工孔进行定心调节,定心架可拆卸安装在转盘上,定位架上安装推动活塞缸,推动活塞缸伸缩杆连接调节柱,调节柱轴线与转盘的转动轴线重合,调节柱与加工孔适配,调节柱下部由上往下收拢;推动活塞缸伸缩杆向下移动带动调节柱插入加工孔中,对陶瓷产品位置进行调整,使加工孔的轴线和转盘的转动轴线重合;调整到位后,装夹活塞缸工作使定位块贴合到陶瓷产品侧壁上对陶瓷产品进行装夹定位;之后推动活塞缸回位,并将定心架从转盘上拆卸下来。
12.陶瓷产品加工孔纠偏调节操作方便,保证加工孔的轴线和转盘的转动轴线重合,使加工孔内螺纹加工更加精准。
13.作为优选,调节柱外壁上安装若干滚珠。调节柱插入加工孔过程中滚珠能够较小摩擦阻力,便于可靠插入,作为优选,装夹活塞缸和推动活塞缸均为电缸。电缸便于掌控伸缩杆的伸缩长度。
14.作为优选,刀刃截面呈v形结构。
15.与现有技术相比,本发明的有益效果是:陶瓷产品螺纹加工效率高,刀具磨损小寿命长。
附图说明
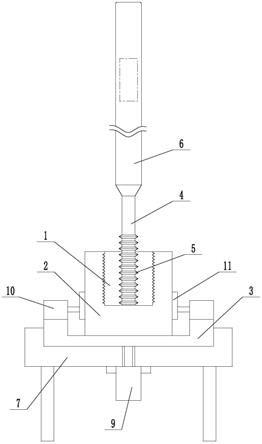
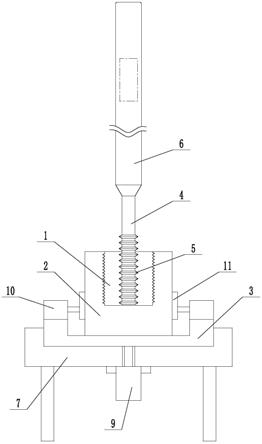
16.图1是本发明的陶瓷产品的加工孔定心调节示意图;图2是本发明的陶瓷产品的螺纹加工示意图;图中:1、加工孔,2、陶瓷产品,3、转盘,4、刀具,5、刀刃,6、刀柄,7、工作台,8、定位槽,9、驱动电机,10、装夹活塞缸,11、定位块,12、推动活塞缸,13、调节柱,14、滚珠,15、定心架。
具体实施方式
17.下面通过具体实施例,并结合附图,对本发明的技术方案作进一步的具体描述:实施例:一种陶瓷产品螺纹加工方法(参见附图1、附图2),包括以下步骤:a、将带有加工孔1的陶瓷产品2放置到转盘3上;b、对加工孔进行定心调节,使加工孔的轴线和转盘的转动轴线重合,并夹紧陶瓷产品;c、将刀具伸入加工孔中,刀具4上设有若干等间距设置的刀刃5,相邻两刀刃之间的间距为待加工螺纹螺距h的n倍;d、刀具一边转动靠向加工孔内壁,刀刃与加工孔内壁接触磨削,同时刀具向上移动,转盘带动陶瓷产品转动,转盘转动的
圈数为n 0.5,刀具向上移动的距离为h(n 0.5);e、刀具与加工孔内壁分离并向下回位到初始位置,转盘反向转动回位到初始位置;f、多次重复步骤d到e,刀刃磨削加工孔内壁上螺纹的深度每次增加m,直到完成螺纹的加工;g、刀具向上移动离开加工孔,将陶瓷产品从转盘上卸下。
18.刀具设置有刀刃部分的长度大于加工孔的深度。刀具上端设有刀柄6,刀柄连接在机床上,机床带动刀具转动和移动。刀刃呈环形结构。刀刃截面呈v形结构。转盘转动安装在工作台7上,工作台上设有定位槽8,转盘适配安装在定位槽中,工作台上安装驱动电机9,驱动电机输出轴与转盘连接。
19.转盘上安装至少三个装夹活塞缸10,装夹活塞缸伸缩杆上连接定位块11,定位块贴合在陶瓷产品侧壁上对陶瓷产品进行装夹定位。步骤b中采用定心架15对加工孔进行定心调节,定心架可拆卸安装在转盘上,定位架上安装推动活塞缸12,推动活塞缸伸缩杆连接调节柱13,调节柱轴线与转盘的转动轴线重合,调节柱与加工孔适配,调节柱下部由上往下收拢;推动活塞缸伸缩杆向下移动带动调节柱插入加工孔中,对陶瓷产品位置进行调整,使加工孔的轴线和转盘的转动轴线重合;调整到位后,装夹活塞缸工作使定位块贴合到陶瓷产品侧壁上对陶瓷产品进行装夹定位;之后推动活塞缸回位,并将定心架从转盘上拆卸下来。调节柱外壁上安装若干滚珠14。装夹活塞缸和推动活塞缸均为电缸。
20.刀具上等间距设置若干刀刃,且相邻两刀刃之间的间距为待加工螺纹螺距h的n倍。陶瓷产品螺纹加工时,刀具上下移动的距离为h(n 0.5),刀具磨削加工是不需要重复将整个刀具拔出和插入加工孔,移动路径大大缩短,有利于提高工作效率。本实施例中相邻两刀刃之间的间距为待加工螺纹螺距的两倍,理论上转盘每次只要转两圈即可完成螺纹的加工,多转半圈能够使加工出的每段螺纹连接在一起更加连贯。螺纹加工时,所有刀刃同步磨削加工,每个刀刃加工出的螺旋段连接在一起形成螺纹,提高了工作效率。每个刀刃磨削的距离和时间相对于单个刀刃的刀具来说大大缩短,减小了刀刃的磨损,延长了刀具的使用寿命。经过多次重复磨削,磨削深度每次增加一点,避免单次磨削深度过大导致损伤陶瓷产品的现象发生。陶瓷产品螺纹加工之前对加工孔进行定心调节,使加工孔的轴线和转盘的转动轴线重合,便于螺纹的可靠加工。特别是对于各种不规则形状的陶瓷产品,装夹定位精准可靠,使螺纹加工位置精准可靠。陶瓷产品螺纹加工效率高,刀具磨损小寿命长。
21.以上所述的实施例只是本发明较佳的方案,并非对本发明作任何形式上的限制,在不超出权利要求所记载的技术方案的前提下还有其它的变体及改型。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。