技术特征:
1.纤维增强树脂基材的制造方法,其为包含以下的构成要素[a]、[b]、及[c]的纤维增强树脂基材的制造方法,其中,在使构成要素[a]行进的同时连续地依次实施至少以下的拉出工序、第1含浸工序、第2含浸工序、及牵引工序,[a]增强纤维,[b]热塑性树脂,[c]热固性树脂;<拉出工序>将包含构成要素[a]的连续增强纤维片材拉出的工序,<第1含浸工序>从连续增强纤维片材的一面含浸构成要素[b]及构成要素[c]中的一者,得到在第1表面配置有构成要素[b]及构成要素[c]中的一者的纤维增强树脂中间体的工序,<第2含浸工序>从与所述第1表面相反的第2表面含浸所述构成要素[b]及构成要素[c]中的另一者,得到纤维增强树脂基材的工序,<牵引工序>对纤维增强树脂基材进行牵引的工序。2.如权利要求1所述的纤维增强树脂基材的制造方法,其中,在使构成要素[c]含浸于连续增强纤维片材或纤维增强树脂中间体中时,通过浸渍或涂覆而使粘度低于5pa
·
s的构成要素[c]含浸。3.如权利要求1或2所述的纤维增强树脂基材的制造方法,其中,在使构成要素[c]含浸于连续增强纤维片材或纤维增强树脂中间体中时,以在得到的纤维增强树脂中间体或纤维增强树脂基材中、向其行进方向投影时的构成要素[c]的投影面积相对于构成要素[a]的投影面积而言成为80~120%的范围内的方式赋予构成要素[c]。4.如权利要求1~3中任一项所述的纤维增强树脂基材的制造方法,其中,构成要素[c]向连续增强纤维片材或纤维增强树脂中间体中的含浸通过使用辊或带的加压来进行。5.如权利要求1~4中任一项所述的纤维增强树脂基材的制造方法,其中,连续增强纤维片材为单向增强纤维束。6.如权利要求1~5中任一项所述的纤维增强树脂基材的制造方法,其中,在使构成要素[b]含浸于连续增强纤维片材或纤维增强树脂中间体中时,若将使所述连续增强纤维片材或纤维增强树脂中间体向其厚度方向投影时的面积作为100%,则使构成要素[b]的非存在区域在0~20%的范围内。7.如权利要求1~6中任一项所述的纤维增强树脂基材的制造方法,其中,纤维增强树脂基材中,包含构成要素[b]的树脂区域与包含构成要素[c]的树脂区域的粘接强度为1n/10mm以上。8.如权利要求1~7中任一项所述的纤维增强树脂基材的制造方法,其中,在第2含浸工序之后还具有以下的固化工序,<固化工序>通过对纤维增强树脂基材进行加热从而使构成要素[c]固化的工序。9.如权利要求8所述的纤维增强树脂基材的制造方法,其中,在使构成要素[c]含浸于连续增强纤维片材或纤维增强树脂中间体中时,使用由dsc得到的固化度为50%以下的构成要素[c],并且,经过固化工序后的构成要素[c]的由dsc得到的固化度大于50%。10.如权利要求1~9中任一项所述的纤维增强树脂基材的制造方法,其中,牵引工序中的牵引速度为0.1m/min以上。
11.如权利要求1~10中任一项所述的纤维增强树脂基材的制造方法,其中,在使构成要素[b]含浸于连续增强纤维片材或纤维增强树脂中间体中时,以熔融状态赋予构成要素[b]并使其含浸,接着进行冷却。12.如权利要求1~10中任一项所述的纤维增强树脂基材的制造方法,其中,在使构成要素[b]含浸于连续增强纤维片材或纤维增强树脂中间体中时,以片材形状配置构成要素[b],接着进行加热而使其成为熔融状态,使其含浸于连续增强纤维片材或纤维增强树脂中间体中之后进行冷却。13.如权利要求1~12中任一项所述的纤维增强树脂基材的制造方法,其中,通过第1含浸工序得到的纤维增强树脂中间体的温度为70~180℃。14.纤维增强树脂基材,其为包含以下的构成要素[a]、[b]、及[c]的纤维增强树脂基材,其中,从作为一面的第1表面侧在构成要素[a]中含浸有构成要素[b]及构成要素[c]中的一者,从与第1表面相反的第2表面侧在构成要素[a]中含浸有所述构成要素[b]及构成要素[c]中的另一者,就构成要素[c]而言,由dsc得到的固化度为50%以下,[a]增强纤维,[b]热塑性树脂,[c]热固性树脂。15.如权利要求14所述的纤维增强树脂基材,其中,包含构成要素[b]的树脂区域与包含构成要素[c]的树脂区域的粘接强度为1n/10mm以上。16.如权利要求14或15所述的纤维增强树脂基材,其中,存在跨越包含构成要素[b]的树脂区域与包含构成要素[c]的树脂区域的边界面而被包含于两个树脂区域中的构成要素[a],在纤维增强树脂基材的俯视观察时,从与包含于所述两个树脂区域中的任意的构成要素[a]的纤维方向相差45
°
的角度的方向,得到含有包含于所述两个树脂区域中的构成要素[a]的、与纤维增强树脂基材平面垂直的截面的情况下,在所述截面中,两个树脂区域的边界面所形成的曲线的、由jis b0601:2001定义的粗糙度平均长度rsm为100μm以下,粗糙度平均高度rc为3.5μm以上。17.一体化成型品,其是在权利要求14~16中任一项所述的纤维增强树脂基材上接合其他构件而成的。
技术总结
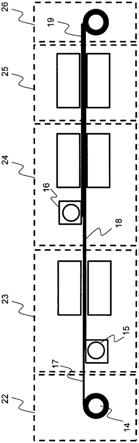
为了提供同时满足接合性、力学特性、生产率这3点的纤维增强树脂基材,制定了一种纤维增强树脂基材的制造方法,其为包含以下的构成要素[A]、[B]、及[C]的纤维增强树脂基材的制造方法,其中,在使构成要素[A]行进的同时连续地依次实施至少以下的拉出工序、第1含浸工序、第2含浸工序、及牵引工序。[A]增强纤维[B]热塑性树脂[C]热固性树脂<拉出工序>将包含构成要素[A]的连续增强纤维片材拉出的工序<第1含浸工序>从连续增强纤维片材的一面含浸构成要素[B]及构成要素[C]中的一者,得到在第1表面配置有构成要素[B]及构成要素[C]中的一者的纤维增强树脂中间体的工序<第2含浸工序>从与前述第1表面相反的第2表面含浸前述构成要素[B]及构成要素[C]中的另一者,得到纤维增强树脂基材的工序<牵引工序>对纤维增强树脂基材进行牵引的工序。脂基材进行牵引的工序。脂基材进行牵引的工序。
技术研发人员:筱原光太郎 武部佳树 中山义文 本间雅登
受保护的技术使用者:东丽株式会社
技术研发日:2020.05.15
技术公布日:2021/12/6
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。