1.本发明涉及滴斗自动组装技术领域,特别是涉及一种滴斗自动组装设备。
背景技术:
2.在医疗输液行业中,一次性输液器由于使用方便和安全卫生的优点,已经得到广泛应用。输液时不需要进行消毒,使用者只需要拆开包装将输液器和静脉针连接在一起即可。但是,不洁的输液器不仅会使药物的药效减弱,更可能导致交叉感染,极大的损害了病人的健康。可以看出,保证输液器的洁净具有很重要的意义。
3.输液器滴斗组件包括有滴斗,滴斗包括有上盖、滤芯和胶套。为了保证注射卫生安全,需要保证输液器滴斗组件在生产过程中不受污染,但目前输液器滴斗组件的组装靠人工完成,为了避免在输液器滴斗组件上附着病菌,造成产品卫生要求不合格,往往生产工人要进行严格的消毒处理,同时要在巨大的无菌净化车间内进行操作,需要消耗巨大的能源和生产空间,同时,手工操作的装配速度也比较低。
技术实现要素:
4.为解决上述问题,本发明提供一种解决了现有滴斗组装效率低,容易被污染等问题,采用了全自动供料组装,组装效率高,自动化程度高,节省人力的滴斗自动组装设备。
5.本发明所采用的技术方案是:一种滴斗自动组装设备,包括机架、安装于机架的第一输送机构、第二输送机构、安装于机架并位于第一输送机构一侧的滤芯组装机构、安装于机架并位于第二输送机构一侧的滴斗组装机构和检测排料机构、及安装于机架并位于第一输送机构和第二输送机构之间的转移机构;所述滤芯组装机构将滤芯组装后通过转移机构转移到第二输送机构,所述滴斗组装机构将滴斗组装,所述检测排料机构将完成组装的滴斗进行检测和排料。
6.对上述方案的进一步改进为,所述第一输送机构包括第一输送支架、安装于第一输送支架的第一输送滑轨、安装于第一输送支架的第一输送驱动组件、连接于第一输送驱动组件且延伸至第一输送滑轨的第一夹持输送组件;所述第一输送滑轨开设有第一输送滑槽,所述第一输送滑槽设有第一吸附位,所述第一吸附位设有第一吸附头;所述第一输送驱动组件包括第一输送电机、连接于第一输送电机的第一输送螺杆、安装于第一输送支架的第一输送轨道、及可滑动安装于第一输送轨道并与第一输送螺杆连接的第一输送滑动座,所述第一夹持输送组件包括安装于第一输送滑动座的第一夹持驱动座、及安装于第一夹持驱动座的第一夹持爪;所述第一夹持输送组件设有多组,多组的第一夹持输送组件设有第一连杆相互连接。
7.对上述方案的进一步改进为,所述第二输送机构包括第二输送支架、安装于第二输送支架的第二输送滑轨、安装于第二输送支架的第二输送驱动组件、连接于第二输送驱动组件且延伸至第二输送滑轨的第二夹持输送组件、及安装于第二输送支架的夹持定位组件;所述第二输送滑轨开设有第二输送滑槽;所述第二输送驱动组件包括第二输送电机、连
接于第二输送电机的第二输送螺杆、安装于第二输送支架的第二输送轨道、及可滑动安装于第二输送轨道并与第二输送螺杆连接的第二输送滑动座,所述第二夹持输送组件包括安装于第二输送滑动座的第二夹持驱动座、及安装于第二夹持驱动座的第二夹持爪;所述第二夹持输送组件设有多组,多组的第二夹持输送组件设有第二连杆相互连接;所述夹持定位组件包括夹持定位支架、安装于夹持定位支架的夹持定位气缸、及安装于夹持定位气缸的夹持定位板。
8.对上述方案的进一步改进为,所述滤芯组装机构包括第一滤芯上料组件、第二滤芯上料组件及焊接组件,所述第一滤芯上料组件包括第一滤芯供料模组、用于在第一滤芯供料模组上取料的第一滤芯取料模组,所述第一滤芯取料模组将滤芯从第一滤芯供料模组抓取放入到第一输送机构输送。
9.对上述方案的进一步改进为,所述第二滤芯上料组件包括第二滤芯供料模组、用于在第二滤芯供料模组上取料的第二滤芯取料模组、及设于第二滤芯取料模组的压紧装配模组,所述第二滤芯取料模组在第二滤芯供料模组上取料放置到第一输送机构,所述压紧装配模组将滤芯压紧装配;所述焊接组件包括超声波焊接装置、及用于驱动超声波焊接装置的焊接驱动座。
10.对上述方案的进一步改进为,所述滴斗组装机构包括滴斗供料组件、滤芯压入组件、上盖供料装配组件、上盖校正组件及胶套供料装配组件;所述滴斗供料组件包括滴斗供料盘、连接于滴斗供料盘的滴斗供料轨道、及用于在滴斗供料轨道上抓取滴斗放入到第二输送机构的滴斗抓取模组;所述滤芯压入组件包括压入驱动模组、安装于压入驱动模组的压紧驱动模组、及连接于压紧驱动模组的压紧气嘴,所述压紧气嘴将滤芯压入滴斗内并充气压到位,所述滤芯压入组件一侧设有翻转滤芯检测组件,所述翻转滤芯检测组件包括翻转模组及翻转定位模组,所述翻转定位模组设有翻转接料槽。
11.对上述方案的进一步改进为,所述上盖供料装配组件包括上盖供料盘、连接于上盖供料盘的上盖直振轨道、用于在上盖直振轨道上取料的上盖取料模组、及设于上盖取料模组并将上盖压紧组装到滴斗的上盖压紧模组;所述上盖校正组件包括校正驱动模组、连接于校正驱动模组的校正升降模组、连接于校正升降模组的校正夹持模组,所述校正夹持模组安装有校正夹持爪。
12.对上述方案的进一步改进为,所述胶套供料装配组件包括胶套供料盘、连接于胶套供料盘的胶套直振轨道、用于在胶套直振轨道上取料的第一胶套取料模组、用于在第一胶套取料模组上取料的第二胶套取料模组、及设于第二胶套取料模组用于将胶套压紧装配到上盖的胶套压紧装配模组。
13.对上述方案的进一步改进为,所述检测排料机构包括检测组件和排料组件,所述检测组件包括第一检测模组及与第一检测模组相对设置的第二检测模组,所述第一检测模组设有第一检测套筒,所述第二检测模组设有第二检测套筒,所述第一检测套筒与第二检测套筒相对,所述第一检测套筒内设有检测气嘴,所述检测气嘴连接有气压检测模组,所述第二检测套筒内设有检测密封塞。
14.对上述方案的进一步改进为,所述转移机构包括转移支撑架、安装于转移支撑架的转移翻转气缸、安装于转移翻转气缸的转移摆臂、及安装于转移摆臂的转移夹持模组。
15.本发明的有益效果是:
16.相比传统的滴斗人工组装,本发明解决了现有滴斗组装效率低,容易被污染等问题,采用了全自动供料组装,组装效率高,自动化程度高,节省人力;具体是,设置了机架、安装于机架的第一输送机构、第二输送机构、安装于机架并位于第一输送机构一侧的滤芯组装机构、安装于机架并位于第二输送机构一侧的滴斗组装机构和检测排料机构、及安装于机架并位于第一输送机构和第二输送机构之间的转移机构;所述滤芯组装机构将滤芯组装后通过转移机构转移到第二输送机构,所述滴斗组装机构将滴斗组装,所述检测排料机构将完成组装的滴斗进行检测和排料。通过滤芯组装机构将滤芯在第一输送机构上将滤芯组装,同时,滴斗组装机构将滴斗上料到第二输送机构,通过转移机构将组装好的滤芯转移到滴斗上,后再依次组装上盖和胶套,完成胶套组装后再进行检测排料,下料,整体自动化程度高,全自动完成组装。
附图说明
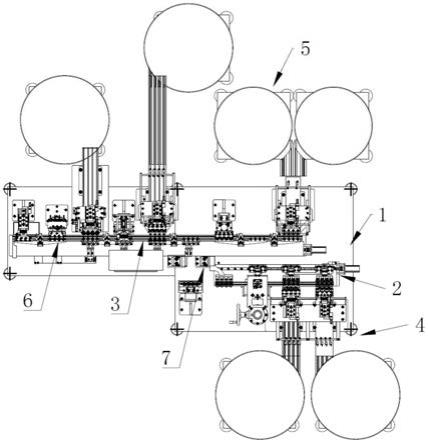
17.图1为本发明中滴斗自动组装设备的俯视结构示意图;
18.图2为图1中滴斗自动组装设备的立体结构示意图;
19.图3为图1中滴斗自动组装设备另一视角的立体结构示意图;
20.图4为图2中a处放大示意图;
21.图5为图1中滴斗自动组装设备的第二输送机构的立体示意图;
22.图6为图1中滴斗自动组装设备的滴斗组装机构的立体示意图;
23.图7为图1中滴斗自动组装设备的上盖供料装配组件的立体示意图;
24.图8为图1中滴斗自动组装设备的上盖校正组件的立体示意图;
25.图9为图1中滴斗自动组装设备的胶套供料装配组件的立体示意图;
26.图10为图1中滴斗自动组装设备的检测排料机构的立体示意图。
27.附图标记说明:机架1、第一输送机构2、第一输送支架21、第一输送滑轨22、第一输送驱动组件23、第一输送电机231、第一输送螺杆232、第一输送轨道233、第一输送滑动座234、第一夹持输送组件24、第一夹持驱动座241、第一夹持爪242、第一输送滑槽25、第一吸附头251、第二输送机构3、第二输送支架31、第二输送滑轨32、第二输送滑槽321、第二输送驱动组件33、第二输送电机331、第二输送螺杆332、第二输送轨道333、第二输送滑动座334、第二夹持输送组件34、第二夹持驱动座341、第二夹持爪342、夹持定位组件35、夹持定位支架351、夹持定位气缸352、夹持定位板353、滤芯组装机构4、第一滤芯上料组件41、第一滤芯供料模组411、第一滤芯取料模组412、第二滤芯上料组件42、第二滤芯供料模组421、第二滤芯取料模组422、压紧装配模组423、焊接组件43、超声波焊接装置431、焊接驱动座432、滴斗组装机构5、滴斗供料组件51、滴斗供料盘511、滴斗供料轨道512、滴斗抓取模组513、滤芯压入组件52、压入驱动模组521、压紧驱动模组522、压紧气嘴523、上盖供料装配组件53、上盖供料盘531、上盖直振轨道532、上盖取料模组533、上盖压紧模组534、上盖校正组件54、校正驱动模组541、校正升降模组542、校正夹持模组543、校正夹持爪544、胶套供料装配组件55、胶套供料盘551、胶套直振轨道552、第一胶套取料模组553、第二胶套取料模组554、胶套压紧装配模组555、翻转滤芯检测组件56、翻转模组561、翻转定位模组562、翻转接料槽563、检测排料机构6、检测组件61、第一检测模组611、第二检测模组612、第一检测套筒613、第二检测套筒614、排料组件62、转移机构7、转移支撑架71、转移翻转气缸72、转移摆臂73、转移夹
持模组74。
具体实施方式
28.为了便于理解本发明,下面将参照相关附图对本发明进行更全面的描述。附图中给出了本发明的较佳实施例。但是,本发明可以以许多不同的形式来实现,并不限于本文所描述的实施例。相反地,提供这些实施例的目的是使对本发明的公开内容的理解更加透彻全面。
29.需要说明的是,当元件被称为“固定于”另一个元件,它可以直接在另一个元件上或者也可以存在居中的元件。当一个元件被认为是“连接”另一个元件,它可以是直接连接到另一个元件或者可能同时存在居中元件。
30.除非另有定义,本文所使用的所有的技术和科学术语与属于本发明的技术领域的技术人员通常理解的含义相同。本文中在本发明的说明书中所使用的术语只是为了描述具体的实施例的目的,不是旨在于限制本发明。
31.如图1~图10所示,一种滴斗自动组装设备,包括机架1、安装于机架1的第一输送机构2、第二输送机构3、安装于机架1并位于第一输送机构2一侧的滤芯组装机构4、安装于机架1并位于第二输送机构3一侧的滴斗组装机构5和检测排料机构6、及安装于机架1并位于第一输送机构2和第二输送机构3之间的转移机构7;所述滤芯组装机构4将滤芯组装后通过转移机构7转移到第二输送机构3,所述滴斗组装机构5将滴斗组装,所述检测排料机构6将完成组装的滴斗进行检测和排料。
32.参阅图2~图4所示,第一输送机构2包括第一输送支架21、安装于第一输送支架21的第一输送滑轨22、安装于第一输送支架21的第一输送驱动组件23、连接于第一输送驱动组件23且延伸至第一输送滑轨22的第一夹持输送组件24;第一输送滑轨22开设有第一输送滑槽25,所述第一输送滑槽25设有第一吸附位,所述第一吸附位设有第一吸附头251;第一输送驱动组件23包括第一输送电机231、连接于第一输送电机231的第一输送螺杆232、安装于第一输送支架21的第一输送轨道233、及可滑动安装于第一输送轨道233并与第一输送螺杆232连接的第一输送滑动座234,所述第一夹持输送组件24包括安装于第一输送滑动座234的第一夹持驱动座241、及安装于第一夹持驱动座241的第一夹持爪242;所述第一夹持输送组件24设有多组,多组的第一夹持输送组件24设有第一连杆相互连接;输送过程中,通过第一输送滑轨22将滤芯输送,输送过程中,通过第一输送驱动组件23驱动第一夹持输送组件24用于将滤芯夹持输送,方便装配。
33.参阅图5所示,第二输送机构3包括第二输送支架31、安装于第二输送支架31的第二输送滑轨32、安装于第二输送支架31的第二输送驱动组件33、连接于第二输送驱动组件33且延伸至第二输送滑轨32的第二夹持输送组件34、及安装于第二输送支架31的夹持定位组件35;所述第二输送滑轨32开设有第二输送滑槽321;所述第二输送驱动组件33包括第二输送电机331、连接于第二输送电机331的第二输送螺杆332、安装于第二输送支架31的第二输送轨道333、及可滑动安装于第二输送轨道333并与第二输送螺杆332连接的第二输送滑动座334,所述第二夹持输送组件34包括安装于第二输送滑动座334的第二夹持驱动座341、及安装于第二夹持驱动座341的第二夹持爪342;所述第二夹持输送组件34设有多组,多组的第二夹持输送组件34设有第二连杆相互连接;所述夹持定位组件35包括夹持定位支架
351、安装于夹持定位支架351的夹持定位气缸352、及安装于夹持定位气缸352的夹持定位板353;第一输送机构2与第二输送机构3的原理基本相同,不同在于第二输送机构3具有夹持定位机构,通过夹持定位机构将滴斗夹持定位,进而保证组织的精确程度。
34.参阅图2~图4所示,滤芯组装机构4包括第一滤芯上料组件41、第二滤芯上料组件42及焊接组件43,所述第一滤芯上料组件41包括第一滤芯供料模组411、用于在第一滤芯供料模组411上取料的第一滤芯取料模组412,所述第一滤芯取料模组412将滤芯从第一滤芯供料模组411抓取放入到第一输送机构2输送,工作过程中,通过两组滤芯上料组件对两组滤芯上料并装配,完成装配后再通过焊接机构将两个滤芯焊接形成一体,整体采用自动完成,自动化程度高。
35.第二滤芯上料组件42包括第二滤芯供料模组421、用于在第二滤芯供料模组421上取料的第二滤芯取料模组422、及设于第二滤芯取料模组422的压紧装配模组423,所述第二滤芯取料模组422在第二滤芯供料模组421上取料放置到第一输送机构2,所述压紧装配模组423将滤芯压紧装配;所述焊接组件43包括超声波焊接装置431、及用于驱动超声波焊接装置431的焊接驱动座432,第二滤芯供料模组421用于滤芯振动上料,后通过第二滤芯取料模组422将滤芯抓取放入到第一输送机构2,后再通过压紧装配模组423将滤芯压紧装配,保证后续超声波焊接的稳定性。
36.参阅图6~图10所示,滴斗组装机构5包括滴斗供料组件51、滤芯压入组件52、上盖供料装配组件53、上盖校正组件54及胶套供料装配组件55;所述滴斗供料组件51包括滴斗供料盘511、连接于滴斗供料盘511的滴斗供料轨道512、及用于在滴斗供料轨道512上抓取滴斗放入到第二输送机构3的滴斗抓取模组513;所述滤芯压入组件52包括压入驱动模组521、安装于压入驱动模组521的压紧驱动模组522、及连接于压紧驱动模组522的压紧气嘴523,所述压紧气嘴523将滤芯压入滴斗内并充气压到位,所述滤芯压入组件52一侧设有翻转滤芯检测组件56,所述翻转滤芯检测组件56包括翻转模组561及翻转定位模组562,所述翻转定位模组562设有翻转接料槽563;通过滴斗供料组件51将滴斗上料,后通过第二输送机构3输送到滤芯压入组件52,将组装完成的滤芯压入到滴斗内部,再进行滤芯翻转检测,检测后再持续输送,方便后续组装。
37.上盖供料装配组件53包括上盖供料盘531、连接于上盖供料盘531的上盖直振轨道532、用于在上盖直振轨道532上取料的上盖取料模组533、及设于上盖取料模组533并将上盖压紧组装到滴斗的上盖压紧模组534;所述上盖校正组件54包括校正驱动模组541、连接于校正驱动模组541的校正升降模组542、连接于校正升降模组542的校正夹持模组543,所述校正夹持模组543安装有校正夹持爪544,上盖供料盘531将上盖供料后通过上盖取料模组533将上盖取料放入到结构上进行自动装配,后再通过上盖校正组件54将上盖装配的位置进行校正。
38.胶套供料装配组件55包括胶套供料盘551、连接于胶套供料盘551的胶套直振轨道552、用于在胶套直振轨道552上取料的第一胶套取料模组553、用于在第一胶套取料模组553上取料的第二胶套取料模组554、及设于第二胶套取料模组554用于将胶套压紧装配到上盖的胶套压紧装配模组555,通过胶套供料盘551配合胶套直振轨道552进行直振供料,供料效果好,设置两组的胶套取料模组进行转移取料,保证取料的稳定性,方便后续装配。
39.检测排料机构6包括检测组件61和排料组件62,所述检测组件61包括第一检测模
组611及与第一检测模组611相对设置的第二检测模组612,所述第一检测模组611设有第一检测套筒613,所述第二检测模组612设有第二检测套筒614,所述第一检测套筒613与第二检测套筒614相对,所述第一检测套筒613内设有检测气嘴,所述检测气嘴连接有气压检测模组,所述第二检测套筒614内设有检测密封塞,采用气密检测对组装后的滴斗进行检测,检测效果好,结构可靠。
40.转移机构7包括转移支撑架71、安装于转移支撑架71的转移翻转气缸72、安装于转移翻转气缸72的转移摆臂73、及安装于转移摆臂73的转移夹持模组74,转移翻转气缸72驱动转移摆臂73带动转移夹持模组74将滤芯从第一输送机构2抓取放置到第二输送机构3,实现自动装配。
41.本发明解决了现有滴斗组装效率低,容易被污染等问题,采用了全自动供料组装,组装效率高,自动化程度高,节省人力;具体是,设置了机架1、安装于机架1的第一输送机构2、第二输送机构3、安装于机架1并位于第一输送机构2一侧的滤芯组装机构4、安装于机架1并位于第二输送机构3一侧的滴斗组装机构5和检测排料机构6、及安装于机架1并位于第一输送机构2和第二输送机构3之间的转移机构7;所述滤芯组装机构4将滤芯组装后通过转移机构7转移到第二输送机构3,所述滴斗组装机构5将滴斗组装,所述检测排料机构6将完成组装的滴斗进行检测和排料。通过滤芯组装机构4将滤芯在第一输送机构2上将滤芯组装,同时,滴斗组装机构5将滴斗上料到第二输送机构3,通过转移机构7将组装好的滤芯转移到滴斗上,后再依次组装上盖和胶套,完成胶套组装后再进行检测排料,下料,整体自动化程度高,全自动完成组装。
42.以上所述实施例仅表达了本发明的几种实施方式,其描述较为具体和详细,但并不能因此而理解为对本发明专利范围的限制。应当指出的是,对于本领域的普通技术人员来说,在不脱离本发明构思的前提下,还可以做出若干变形和改进,这些都属于本发明的保护范围。因此,本发明专利的保护范围应以所附权利要求为准。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。