1.本发明涉及一种锂离子电池的加工方法,特别是涉及一种锂离子电池保护板贴胶方法。
背景技术:
2.随着电子技术的迅猛发展,电子产品日新月异,从而带动了锂离子软包聚合物的需求日益增加。在目前pack聚合物软包工艺中通常需要在保护板上贴胶纸达到绝缘、保护电子元件的作用,现有贴胶方式是人工手动贴胶,手动贴胶贴胶易偏位,工作效率低下,产品合格率较低,出现物料浪费和人力资源浪费的现象,因此很有必要研究一种锂离子电池保护板贴胶方法。
技术实现要素:
3.本发明的目的就是针对上述的缺陷提供是一种锂离子电池保护板贴胶方法,该方法改变贴胶偏位、工作效率低下、物力人力的资源浪费现象,提高了生产效率。
4.为达到上述目的,本发明采用如下技术方案:一种锂离子电池保护板贴胶方法,其特征在于包括下列步骤:1)启动双吸嘴负压取料装置,该装置的取料吸嘴通过滑轨滑到上料输送带上方然后向下滑行到上料输送带上方吸取一块未贴胶电池,然后滑动到贴胶工位的上方,取料吸嘴下滑将电池放入贴胶工位,贴胶工位的夹板将电池加紧使电池定位;2)启动贴胶装置,贴胶装置下部的送胶带装置将带有离型纸的耐高温胶片向贴胶装置后方的边部输送,此时,贴胶装置上方的负压贴胶装置的贴胶吸嘴将耐高温胶吸起并滑动到贴胶工位的上方再下滑,此时,贴胶吸嘴上的一片耐高温胶正好贴在了锂离子电池保护板上;3)启动双吸嘴负压取料装置,该装置的出料吸嘴将贴胶工位上的已经贴好耐高温胶电池吸住,通过滑轨滑到出料输送带上方,然后向下滑行放在出料输送带上,完成保护板贴胶,此时,双吸嘴负压取料装置同步取料,以此往复不断进行贴胶。
5.本发明的贡献在于提供了一种锂离子电池保护板贴胶方法,本发明提供的技术方法实现了保护板自动贴胶自动取料出料,精确定位贴在电池保护板上,并且入料和出料同时动作,实现上一产品贴胶完成,下一产品贴胶开始,从而极大提高生产效率、降低人工成本,实现了高收益,操作方法,步骤简单易行。
附图说明
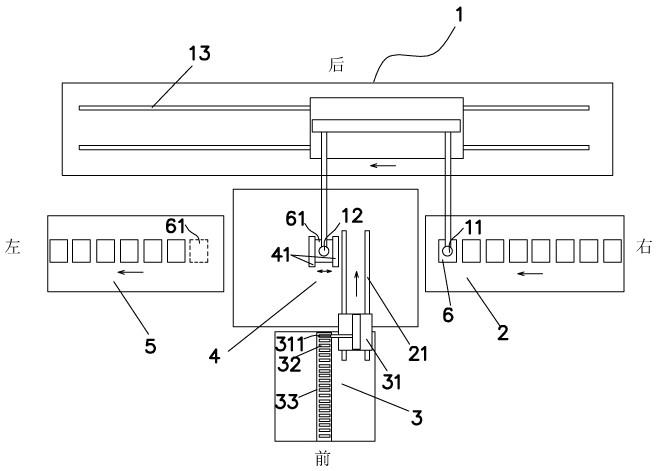
6.图1是本发明上料的俯视视角的示意图。
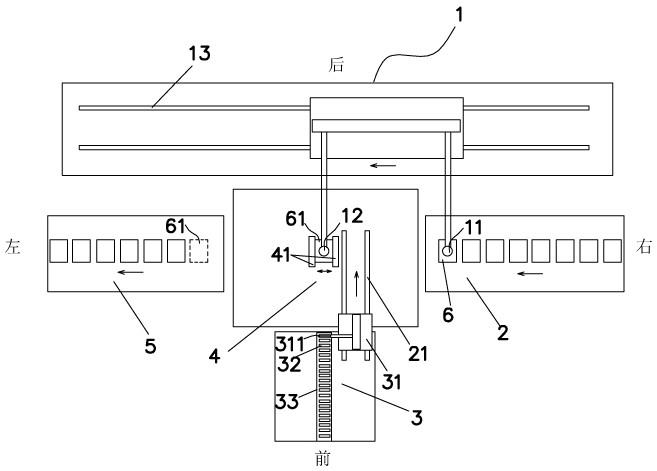
7.图2是本发明贴耐高温胶片的俯视视角的示意图。
具体实施方式
8.一种锂离子电池保护板贴胶方法,包括下列步骤:1)启动双吸嘴负压取料装置1,该装置的取料吸嘴11通过滑轨13滑到上料输送带2上方然后向下滑行在上料输送带吸取一块未贴胶电池6,然后滑动到贴胶工位4的上方,取料吸嘴下滑将电池放入贴胶工位,贴胶工位的夹板41将电池加紧使电池定位;2)启动贴胶装置3,贴胶装置下部的送胶带装置33将带有离型纸的耐高温胶片32向贴胶装置后方的边部输送,此时,贴胶装置上方的负压贴胶装置31的贴胶吸嘴311将耐高温胶32吸起并通过滑轨21滑动到贴胶工位的上方再下滑,此时,贴胶吸嘴上的一片耐高温胶正好贴在了锂离子电池保护板上;3)启动双吸嘴负压取料装置1,该装置的出料吸嘴12将贴胶工位上的已经贴好耐高温胶电池61吸住,通过滑轨滑到出料输送带5上方然后向下滑行放在出料输送带上,完成保护板贴胶,此时,双吸嘴负压取料装置同步取料,以此往复不断进行贴胶。
9.本发明的负压指由真空机产生的负压,该负压气源通过管道和气嘴产生吸附作用在光滑的电池表面或耐高温胶片的表面,由负压吸住起到抓取的作用,当输送到预定的位置后,关闭负压管道并打开与大气的通道,使吸嘴处于常压状态,吸附的电池或耐高温胶片脱落,从而达到输送的目的。
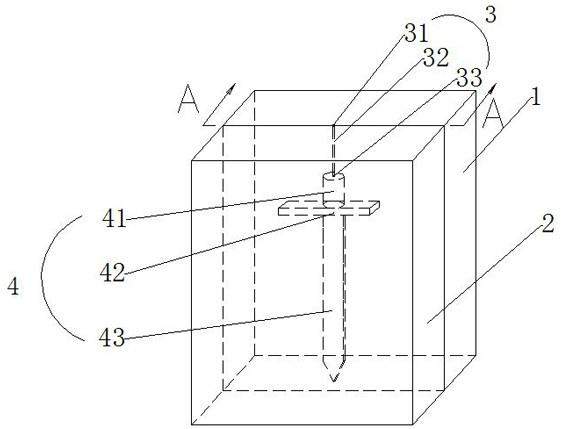
10.本发明使用双吸嘴负压取料装置和贴胶装置的滑轨有两种方向的动作,一种是水平向滑动,一个是垂直向滑动,双吸嘴负压取料装置的吸嘴通过连接件与竖向滑块连接,竖向滑块连接竖向滑轨,竖向滑轨连接竖向动作的气缸,竖向滑块再通过水平向滑块连接水平向滑轨,水平向滑块连接水平向动作的气缸,当启动气缸,在程序的控制下吸嘴就可做竖向和水平向的滑动动作了。双吸嘴负压取料装置和贴胶装置的动作相同,只是方向不同,如图所示,双吸嘴负压取料装置左右向动作,贴胶装置前后向动作,动作方向如图中箭头方向所示,由于动作简单,生产更加稳定,能长期不间断工作,不易出故障。
11.在本发明的描述中,需要说明的是,术语
ꢀ“
上”、“下”、“左”、“右”、
ꢀ“
前”、“后”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
技术特征:
1.一种锂离子电池保护板贴胶方法,包括下列步骤:1)启动双吸嘴负压取料装置(1),该装置的取料吸嘴(11)通过滑轨(13)滑到上料输送带(2)上方然后向下滑行到上料输送带上方吸取一块未贴胶电池(6),然后滑动到贴胶工位(4)的上方,取料吸嘴下滑将电池放入贴胶工位,贴胶工位的夹板(41)将电池加紧使电池定位;2)启动贴胶装置(3),贴胶装置下部的送胶带装置(33)将带有离型纸的耐高温胶片(32)向贴胶装置后方的边部输送,此时,贴胶装置上方的负压贴胶装置(31)的贴胶吸嘴(311)将耐高温胶(32)吸起并滑动到贴胶工位的上方再下滑,此时,贴胶吸嘴上的一片耐高温胶正好贴在了锂离子电池保护板上;3)启动双吸嘴负压取料装置(1),该装置的出料吸嘴(12)将贴胶工位上的已经贴好耐高温胶电池(61)吸住,通过滑轨滑到出料输送带(5)上方,然后向下滑行放在出料输送带上,完成保护板贴胶,此时,双吸嘴负压取料装置同步取料,以此往复不断进行贴胶。
技术总结
本发明涉及一种锂离子电池保护板贴胶方法,包括下列步骤:1)启动双吸嘴负压取料装置,该装置的取料吸嘴吸取一块未贴胶电池,然后滑动到贴胶工位的上方使电池定位;2)启动贴胶装置,贴胶装置吸嘴将耐高温胶吸起并滑动到贴胶工位的上方,贴胶吸嘴上的一片耐高温胶正好贴在了锂离子电池保护板上;3)启动双吸嘴负压取料装置,该装置的出料吸嘴将电池吸住,然后放在出料输送带上,完成保护板贴胶。本发明实现了保护板自动贴胶自动取料出料,精确定位贴在电池保护板上,并且入料和出料同时动作,实现上一产品贴胶完成,下一产品贴胶开始,从而极大提高生产效率、降低人工成本,实现了高收益,操作方法,步骤简单易行。步骤简单易行。步骤简单易行。
技术研发人员:林俊颇 林俊仰 彭伟平 罗方荣 谈小翠
受保护的技术使用者:中山天贸电池有限公司
技术研发日:2021.08.17
技术公布日:2021/12/6
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。