1.本实用新型涉及电机组装领域,更具体的涉及一种电机壳组装机的进料装置。
背景技术:
2.目前永磁电机在市场上得到广泛使用。其在组装时需要人工依次将簧片、轴承以及磁瓦装入到电机壳内,同时在簧片、轴承以及磁瓦装入到电机壳之前,还需要人工将电机壳进行搬运至对应的组装位上。通过人工搬运的方式不但效率低下,而且成本高,因此存在着改进的空间。
技术实现要素:
3.针对现有技术的不足,本实用新型提供了一种电机壳组装机的进料装置,能够对电机壳起到传送作用,便于电机壳的上料,不但提升上料的效率,而且还降低了人工成本。
4.为实现上述目的,本实用新型提供了如下技术方案:
5.一种电机壳组装机的进料装置,其特征是:所述进料装置包括进料传送带、出料传送带和导向板;
6.进料传送带和出料传送带的传送方向相反;
7.导向板同时设置在进料传送带和出料传送带上,并且导向板上具有能将进料传送带尾端处的电机壳导向至出料传送带首端处的导向面。
8.优选的,所述出料传送带的宽度仅供一个电机壳经过,所述进料传送带的宽度大于出料传送带的宽度。
9.优选的,在出料传送带的尾端出料位上设置有定位板,所述定位板上具有供电机壳进入的定位槽。
10.优选的,在进料传送带和出料传送带之间设置有隔板,隔板对应导向面的一端与导向面之间形成电机壳通道。
11.优选的,在出料传送带的出料位处设置有传感器。
12.本实用新型的优点为:能够对电机壳起到传送作用,便于电机壳的上料,不但提升上料的效率,而且还降低了人工成本。
附图说明
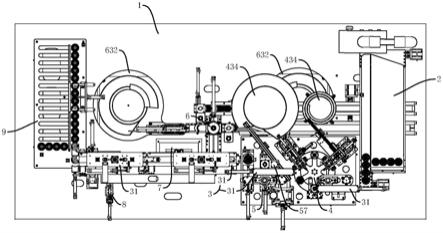
13.图1为本实施例所提供的电机壳组装机俯视图;
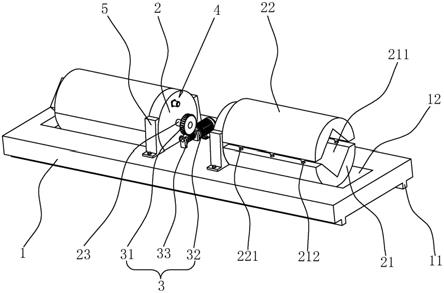
14.图2为本实施例所提供的进料装置的示意图;
15.图3为本实施例所提供的压簧、轴承压装装置的示意图;
16.图4为本实施例所提供的定位套的示意图;
17.图5为本实施例所提供的载具工装、电机壳以及压装工装的示意图;
18.图6为本实施例所提供的朝向定位装置的示意图;
19.图7为本实施例所提供的二级推送机构的示意图;
20.图8为本实施例所提供的二级推送机构的剖视图;
21.图9为本实施例所提供的磁瓦、卡簧压入装置的示意图
22.图10为本实施例所提供的磁瓦、卡簧压入装置的另一示意图;
23.图11为本实施例所提供的二级推送机构与压装滑道配合的俯视图;
24.图12为本实施例所提供的卡簧供料机构对二级推送机构供料示意图;
25.图13为本实施例所提供的充磁装置的示意图;
26.图14为本实施例所提供的充磁装置的正视图;
27.图15为本实施例所提供的翻转装置的示意图;
28.图16为本实施例所提供的出料装置的示意图;
29.图17为本实施例所提供的出料装置的另一示意图。
具体实施方式
30.结合图1至图17对本发明电机壳组装机的进料装置作进一步的说明。
31.一种电机壳组装机,其特征是:包括工作台1、安装在工作台1上的抓料机械手搬运线3以及沿着抓料机械手搬运线3搬运方向依次设置的进料装置2,压簧、轴承压装装置4,朝向定位装置5,磁瓦、卡簧压入装置6,充磁装置7,翻转装置8,出料装置9。
32.抓料机械手搬运线3由多组机械手搬运机构31组成,每组所述的机械手搬运机构31均包括安装梁、水平安装于安装梁上的无杆搬运气缸、水平滑动配合在安装梁并由无杆搬运气缸驱动移动的安装板、竖向且倒置安装在安装板上的多个升降气缸、安装于升降气缸活塞杆上的多个手指气缸,该手指气缸用于夹持电机壳。进料装置2供电机壳101放入并且对电机壳进行传送。压簧、轴承压装装置4,设置于进料装置2的出料位侧边,通过手指气缸的搬运接收进料装置2上被传送至出料位处的电机壳102,并在该电机壳的内底部压入压簧以及轴承。朝向定位装置5设置于压簧、轴承压装装置4的出料位侧边,通过手指气缸的搬运接收压装有压簧以及轴承的电机壳,并驱动该电机壳绕其中心线转动至所需朝向。磁瓦、卡簧压入装置6设置于朝向定位装置5的出料位侧边,通过手指气缸的搬运接收朝向定位后的电机壳,并在该电机壳内压入磁瓦以及卡簧。充磁装置7设置在磁瓦、卡簧压入装置6的出料位的侧边,通过手指气缸的搬运接收压装有磁瓦以及卡簧的电机壳,并对该电机壳充磁。翻转装置8设置于充磁装置7的出料位的侧边,通过手指气缸的搬运接收具有充磁后的磁瓦的电机壳,并将该电机壳上下180度翻转。出料装置9设置于翻转装置8的出料位的侧边,通过手指气缸的搬运接收翻转后的电机壳,并供该电机壳出料、存储。
33.基于上述结构,电机壳在各装置之间的运送通过各个机械手搬运机构31实现,即将各装置出料位上的电机壳搬运至各下一装置上的上料位上。上述过程中,通过各个装置之间的配合,以流水线的形式在电机壳内卡入压簧、轴承、磁瓦以及卡簧,同时还能对磁瓦进行充磁操作,最后对充磁完成后的电机壳进行存储,显著提升了电机壳组装的便利性、高效性,同时还能降低人工成本。
34.具体的如图2所示:所述进料装置2包括进料传送带21、出料传送带22和导向板24;进料传送带21和出料传送带22并排设置,并且传送方向相反;导向板同时设置在进料传送带21和出料传送带22的上方,并且导向板上具有能将进料传送带21尾端处的电机壳导向至出料传送带22首端处的导向面241。进料传送带21和出料传送带22分别通过各自连接的辊
轴以及电机28/29实现传送;该进料装置2具有结构紧凑的特点,能够方便为整台组装机提供电机壳;进料装置2分成进料传送带21和出料传送带22,既能提升电机壳的放入量,又能实现电机壳的整齐供应。另一方面,还能使得电机壳的放入端和出料位位于整个进料装置2的同一端,便于上料时对出料位处的电机壳观察。
35.进料装置2进一步设置为:所述出料传送带22的宽度仅供一个电机壳经过,所述进料传送带21的宽度大于出料传送带22的宽度。该结构下,使得电机壳在出料传送带22内被单排传送,保证电机壳排列的整齐度;进料传送带21加宽设置,能够增加进料传送带21上电机壳摆放量,便于操作人员上料。
36.在出料传送带22的尾端出料位上设置有定位板26,所述定位板26上具有供电机壳进入的定位槽261。当电机壳被传送到出料传送带22的尾端时,电机壳会进入到该定位槽内实现定位,以供手指气缸精确抓取。
37.在进料传送带21和出料传送带22之间设置有隔板23,隔板23对应导向面241的一端与导向面241之间形成电机壳通道25。该结构下能够避免进料传送带21和出料传送带22上的电机壳发生干涉的问题,提升了电机壳运送的稳定性。
38.在出料传送带22的出料位处设置有传感器27,对进入到定位槽内的电机壳进行感应,以便于手指气缸对该电机进行抓取。
39.如图3
‑
5所示,压簧、轴承压装装置4进一步设置为:所述压簧、轴承压装装置4包括转台41、载具工装46、压装工装42、压簧送入组件43和轴承送入组件44;转台41设置在工作台1上;所述载具工装46具有五个并且呈圆周均匀排列设置在转台41上,并在转动方向上依次形成压装上料位414、压装位415、压装出料位411、压簧装入位412和轴承装入位413。所述压簧送入组件43与压簧装入位412对应,以对压簧装入位412上的载具工装46提供压簧。所述轴承送入组件44与轴承装入位413对应,以对轴承装入位413上的载具工装46提供轴承。所述压装上料位414与进料装置2的出料位对应,通过机械手搬运机构31即可将进料装置2出料位上的电机壳102搬运至压装上料位414上。所述压装工装42与压装位415对应,对传送至压装位415上的载具工装46上的电机壳下压,以将载具工装46上的压簧30以及轴20承压入到电机壳103内底壁上。
40.具体的如图5所示,载具工装46包括通过螺栓安装在转台41上的定位柱461,通过压环462被固定在定位柱461顶部的压簧以及轴承定位芯464,压环462通过螺栓463安装在定位柱461顶部。
41.压簧送入组件43和轴承送入组件44均包括安装在工作台1上的振动盘434、分料组件431/442和上料机械手441/432。振动盘434通过出料通道将压簧或卡簧送入分料组件431/442的直震槽433/443内,然后再送入到分料组件431/442的定位块的槽4331内;上料机械手441/432对卡簧或是轴承抓取,然后将抓取的卡簧或是轴承运送至定位芯464上。
42.上料机械手441/432包括安装于工作台1上的架体451、通过气缸452以及导向杆水平可移动配合在架体451顶部的水平移动块454、通过气缸453以及导向杆可升降配合在水平移动块454上的升降移动块456、设置在升降移动块456上的定位套457,定位套457的下端口4571可供轴承嵌入,同时定位套457的下端上成型有能嵌入压簧中心孔的嵌入部4572,在升降移动块456上还安装有顶料气缸455,该顶料气缸455为倒置结构,顶料气缸455的活塞杆穿过升降移动块456进入到定位套457内,能将嵌入在定位套457下端口内的轴承顶出,或
是将卡在嵌入部4572上的压簧顶出。
43.压装工装42包括压装气缸和压块421,压装气缸安装在工作台1的架体上,压块421安装在气缸的活塞杆上。
44.工作时,转台41转动,使得转台41上的各个工位替换,压簧送入组件43中的振动盘434提供压簧,向分料组件443/433定位块上的槽供料,对应的气缸452带动水平移动块454移动至该槽位的上方,对应的气缸453带动升降移动块456以及定位套457下移,使得定位套457上的嵌入部4572卡装至压簧的中心孔内,然后对应的气缸453带动定位套457上移,对应的气缸452带动定位套457水平移动至压簧装入位412的上方,对应的气缸453带动定位套457下移使得定位套457的下端与定位芯464接触,顶料气缸455启动,将压簧顶离嵌入部4572,并且落至定位芯464上。转台41转动,使得装有压簧的载具工装46转动至轴承装入位413上,轴承送入组件44以与压簧送入组件43相同的原理将轴承送入到定位芯464上。唯一不同的是,在轴承送入组件44的定位块的下表面上设置有与槽4331对应的压入气缸,当定位套457移动至位于槽内的轴承的上方时,压入气缸向上将轴承压入到定位套457的下端口内。载具工装46装上轴承后被转运至压装上料位414上,手指气缸将进料装置2上的电机壳抓取并且套装到该载具工装46上。转台41带动该载具转动至压装位415,压装工装42中的压装气缸带动压块421下压,压块421下压电机壳,使得定位芯464顶部的压簧以及轴承卡入到电机壳处于该工位状态的内顶壁上;转台41继续转动,带动压装完成的电机壳转动至压装出料位411上供手指气缸抓取。
45.如图6所示,朝向定位装置5进一步设置为:所述朝向定位装置5包括定位机构、推送机构58和旋转机构57。所述定位机构包括定位环51和弹性定位销组件55;所述定位环51可供电机壳装入;所述弹性定位销组件55设置在定位环51的侧壁上,并且弹性定位销组件中的定位销552的端部能够穿入到电机壳上的开口1031内;所述推送机构具有定位上料位562和旋转定向位561,推送机构供定位环51固定,并且能带动定位环51在定位上料位562和旋转定向位561之间移动;所述旋转机构57与旋转定向位561上下对应,并且能带动位于定位环51内的电机壳转动,使电机壳的开口与弹性定位销组件55对应。上述结构下,手指气缸将压装出料位411上的电机壳抓取到定位上料位562处的定位环51内;推送机构58带动定位环51以及电机壳移动至旋转定向位561;旋转机构57带动旋转定向位561上的电机壳转动;电机壳在转动过程中,当电机壳侧壁上的开口未与弹性定位销组件55对应时,弹性定位销组件55处于被压缩状态,当电机壳侧壁上的开口1031与弹性定位销组件55的端部对应时,弹性定位销组件55的端部能够弹入到开口内,从而对电机壳的朝向定位,具有结构简单、定位精确的特点。
46.弹性定位销组件包括固定套551、定位销552和弹簧553;固定套551固定在定位环51的外表面上;定位销滑动配合在固定套551内,并且定位销的端部能够穿过定位环51进入到定位环51内;所述弹簧设置在定位销和固定套551之间,并将定位销的端部推向定位环51内部。
47.具体的,弹簧的两端分别抵靠在固定套551的内台阶和定位销的外台阶上。
48.在固定套551的侧壁上开设有导向槽,在定位销的侧壁上设置有导向销,所述导向销配合在导向槽内,以保证定位销移动的稳定性。
49.在定位环51的中心孔内通过轴承53安装有转轴54,转轴54的顶端连接有供电机壳
支撑的转动板52。该结构能够便于电机壳的转动;该结构中,轴承支撑在中心孔的内台阶上。
50.旋转机构包括呈倒置状态安装在工作台的架体上的气缸和电机,气缸的活塞杆通过一推力轴承连接有转轴,转轴的下端上连接有旋转套,同时转轴通过齿轮以及皮带与电机连接,因此气缸能够带动旋转套套装至电机壳上,电机通过转轴带动旋转套转动,从而带动电机壳转动。
51.如图7
‑
12所示,磁瓦、卡簧压入装置6进一步设置为:所述磁瓦、卡簧压入装置6包括推拉机构,所述推拉机构上具有部件压入上料位b和部件压入位a,并且能带动电机壳在部件压入上料位b和部件压入位a之间移动;二级推送机构61,上下可移动设置于部件压入位a的下方,在二级推送机构61的顶部具有磁瓦装入位611和卡簧装入位612;磁瓦供料机构62和卡簧供料机构63,所述磁瓦供料机构62和卡簧供料机构63均具有供料通道,并且通过供料通道分别与磁瓦装入位611和卡簧装入位612对应,以为磁瓦装入位611和卡簧装入位612提供磁瓦和卡簧;推送驱动机构65,连接于二级推送机构61的下端,以带动二级推送机构61上下移动,当二级推送机构61向上移动后,二级推送机构61的顶部能够进入到位于部件压入位a上的电机壳104内,并将磁瓦装入位611上的磁瓦30以及卡簧装入位612上的卡簧40压入电机壳104内。具体操作时,手指气缸将朝向定位装置5上定向完成的电机壳抓取到部件压入上料位b处;推拉机构带动该开口朝下的电机壳移动至部件压入位a处;磁瓦供料机构62和卡簧供料机构63对磁瓦装入位611和卡簧装入位612上分别提供磁瓦和卡簧;推送驱动机构65带动二级推送机构61上移,将磁瓦装入位611上的磁瓦和卡簧装入位612上的卡簧推入到电机壳内,推送驱动机构65带动二级推送机构61下移,即可完成磁瓦、卡簧在电机壳内的压装;需说明的是,当磁瓦与卡簧被卡入到电机壳后,磁瓦与卡簧处于被卡紧状态,因此二级推送机构61下移时,不会将磁瓦和卡簧带出电机壳。
52.具体的,所述推拉机构包括支架641和推拉气缸组件642;支架641的顶部为供电机壳移动的滑槽6411,部件压入上料位b和部件压入位a分别位于滑槽6411的两端上,滑槽6411在对应部件压入位a的底壁为开口设置;所述推拉气缸组件642包括压装推拉气缸6422和定位板6421;定位板6421上具有供电机壳104定位的压装定位槽,所述压装推拉气缸6422与定位板6421连接,以带动定位板6421在滑槽6411内移动,从而带动电机壳在部件压入上料位b和部件压入位a之间移动。
53.如图9、11所示,在支架641对应滑槽6411的下侧位置上具有多块支撑板6412,支撑板6412之间形成对二级推送机构61限位的压装滑道6413,压装滑道6413的上端口与滑槽6411底壁上的开口对接,压装滑道6413的内壁上具有与磁瓦以及卡簧的背面形状相适配的导向板64121/64122,以对磁瓦以及卡簧起到限位导向的作用。
54.在滑槽6411对应部件压入位a的上方具有固定架651,固定架651上设置有下压气缸652,下压气缸652的活塞杆上连接有下压板,当向电机壳压入磁瓦以及卡簧时,该下压气缸带动下压板压在该电机壳104上,以保证磁瓦以及卡簧压入的稳定性。
55.磁瓦供料机构62和卡簧供料机构63均包括供料通道;在支撑板6412的侧壁上均具有供料口,四个供料口的位置分别与二级推送机构61下移状态下的两个磁瓦装入位611和两个卡簧装入位612对接,供料通道的出料端与供料口对接。该结构下即可将供料通道内的磁瓦或是卡簧传送至磁瓦装入位611和卡簧装入位612上,以供二级推送机构61推入电机壳
104。
56.两个磁瓦装入位611呈对称状态位于二级推送机构61上,二个卡簧装入位612也为对称状态设置在二级推送机构61上,因此磁瓦供料机构62和卡簧供料机构63中的供料通道均具有两条。磁瓦供料机构62的两条供料通道621/622均包括由电机驱动的磁瓦传送带6221、衔接在磁瓦传送带6221尾端的入料通道6222/62111和将磁瓦传送带6221尾端的磁瓦转送至入料通道6222/62111内的换向组件623,该设置能够将磁瓦供料机构62中的两条磁瓦传送带6221设置在同一侧,便于在同一侧提供磁瓦。
57.所述换向组件623包括入料电机6231和入料气缸6233;入料电机6231和入料气缸6233均呈倒置状态设置在工作台1上的架体上,入料气缸6233通过一推力轴承座连接有入料转轴6232,入料转轴6232的下端设置有吸附铁块6234,并且与磁瓦传送带6221尾端对接,入料电机6231通过齿轮以及皮带与入料转轴6232连接;入料通道6222/62111设置在入料转轴6232的下方。具体的,磁瓦供料机构62的两条供料通道中,其中一条同向供料即可,另一条需要通过换向组件623和入料通道6222 180度换向供料。
58.磁瓦供料机构62中需要180度换向供料的供料通道622结构为:其入料通道6222为l型结构,分为与磁瓦传送带6221垂直的第一通道62221和与第一通道62221垂直的第二通道62222,在第一通道62221对应入料转轴6232的侧壁上具有供磁瓦卡入的磁瓦换向口50。吸附铁块6234将磁瓦传送带6221尾端处的磁瓦60吸附,入料电机6231带动入料转轴6232转动,带动磁瓦180度转动,入料气缸6233带动换向后的磁瓦下移,当入料转轴6232经过第一通道62221的磁瓦换向口50时,磁瓦被卡持在该磁瓦换向口内,位于第一通道62221内,第一通道62221的一端上设置有推送气缸,以将该进入第一通道62221的磁瓦推送至与该第一通道62221垂直的第二通道62222,第二通道62222同样使用推送气缸推动磁瓦,以将磁瓦通过供料口推入磁瓦装入位611上。
59.如图10所示,磁瓦供料机构62中无需换向的供料通道621的结构为:入料通道62111与磁瓦传送带6221同向延伸,同时入料通道6222为磁瓦传送带6221的下方,吸附铁块6234将磁瓦传送带6221尾端的磁瓦吸附,入料气缸6233带动磁瓦下移进入入料通道62111内,入料电机6231带动入料转轴6232转动,使得吸附铁块6234上的凸起吸附部与磁瓦分离,入料气缸6233上移,入料通道62111端部的推送气缸推送磁瓦经过供料口进入到磁瓦装入位611。
60.由于卡簧质量较轻,因此卡簧供料机构63中的供料通道使用直震槽631传送即可。将卡簧存储在振动盘632内,震动盘632将卡簧震动传送至直震槽631,直震槽的出料口与供料口对接,直接起到供料作用。
61.二级推送机构61进一步设置为:所述二级推送机构61包括衬套613、推杆614和弹簧615;所述衬套613的顶端为缩径段,在衬套613对应缩径段的下端位置处形成支撑外台阶6131,缩径段配合支撑外台阶6131形成供磁瓦支撑定位的磁瓦装入位611;所述推杆614上下可移动设置在衬套613内,在推杆614的顶端具有推块616,推块616的两端穿过衬套613侧壁上的避让口6132延伸至衬套613外部,并且形成供卡簧支撑定位的卡簧装入位612,所述卡簧装入位612低于磁瓦装入位611;所述弹簧套装于推杆614上,弹簧的上端支撑在衬套613的内台阶上,弹簧的下端支撑于推杆614的外壁上。具体工作时,推送驱动机构65推动推杆614上移,推杆614通过弹簧推动衬套613上移,衬套613带动磁瓦在压装滑道6413导向作
用下进入到电机壳内;推杆614继续上移,对弹簧压缩,使得推杆614相对于衬套613移动,将卡簧卡入到两块磁瓦之间;最后推送驱动机构65带动二级推送机构61下移,以进行下一电机壳的压装。卡簧装入位612的位置低于磁瓦装入位611的高度,能够方便卡簧从侧向传送至卡簧装入位612上,便于卡簧的运送。
62.衬套613对应卡簧装入位612的侧面为平面结构6133,该结构能够便于卡簧进入到卡簧装入位612上以及便于卡簧贴合在平面上向上移动。
63.平面结构6133的右侧具有台阶以形成限位壁6134,左侧为卡簧进入侧,因此入料通道6222将卡簧从平面结构6133的侧面送入,送到位后卡簧会抵靠在限位壁6134上,以保证卡簧的稳定且便捷式入料。
64.在磁瓦装入位611的侧壁上通过螺栓安装有磁铁6135,该磁铁6135为永磁铁,能够对磁瓦起到吸附作用,提升对磁瓦推送的稳定性。
65.推杆614的顶端侧壁上具有安装孔,推块616插装在安装孔内,通过螺栓进行固定,同时推块616的两端与避让口6132配合,避让口6132对推块616起到周向限位作用。
66.所述推送驱动机构65包括推压气缸652和推压板651,推压气缸652安装在工作台1的下表面,推压气缸通过连接架653安装在工作台1的下表面,推杆614的下端通过一连接套6141连接在推压板上,因此推压气缸能够带动推杆614上下移动。
67.如图13、14所示,充磁装置7进一步设置为:所述充磁装置7包括充磁包组71、升降搬运机构72和充磁涨紧工装73;所述充磁包组71位于抓料机械手搬运线3中的机械手下方,并且具有充磁位74;所述升降搬运机构72位于充磁包组71的下方,并且与充磁涨紧工装73连接,以带动充磁涨紧工装73在充磁位74和机械手之间移动。工作时,机械手即手指气缸将压装有磁瓦以及卡簧的电机壳抓取,然后运送到充磁位74的正上方;升降搬运机构72带动充磁涨紧工装73上移至电机壳内,充磁涨紧工装73涨开将电机壳撑紧,抓取电机壳的手指气缸松开,升降搬运机构72带动充磁涨紧工装73以及电机壳下移至充磁位74,充磁包组71对该电机壳内的磁瓦进行充磁;充磁后,升降搬运机构72带动电机壳上移,利用对应的手指气缸继续对该电机壳抓紧,然后运送至下一工序。电磁包组由两个充磁包711组成。
68.升降搬运机构72为安装在工作台1上的气缸。充磁涨紧工装73包括连接在升降搬运机构72的活塞杆上的底座731、通过连接柱连接在底座731上的圆板732、成型在圆板732上表面并且围成圆形的多片涨紧片733、安装在圆板732下表面的涨紧气缸734、安装在涨紧气缸活塞杆上的涨紧套735。涨紧片733的下端成型在圆板732上,上端自由,涨紧片733的内壁为倾斜状态,当涨紧气缸734带动涨紧套735向上移动时,涨紧套735挤压涨紧片733的内壁,使得涨紧片733向外膨胀以将电机壳涨紧。
69.如图15所示,翻转装置8进一步设置为:所述翻转装置8包括定位托盘81、位移气缸82、夹持气缸84和旋转电机83;所述定位托盘81上具有电机壳装入位,该定位托盘81安装在工作台1上的升降气缸85的活塞杆上,并位于机械手搬运机构31的手指气缸的正下方;所述夹持气缸84和旋转电机83通过一滑动架86连接在位移气缸82的活塞杆上,并由位移气缸82带动夹持气缸84和旋转电机83朝向或是背向定位托盘81上的电机壳移动,旋转电机83与夹持气缸84连接,以带动夹持气缸84转动。通过上述结构,便可将电机壳进行180度翻转。
70.如图16、17所示,出料机构进一步设置为:所述出料机构包括存料板91、限位板组件92、推料板组件93和推块组件94;所述存料板91通过立柱安装在工作台1上,存料板91上
具有过渡料槽94和存储料槽911;所述过渡料槽94沿存料板91的长度方向延伸设置,所述存储料槽911具有多个,并且与过渡料槽94垂直且联通;所述限位板组件92位于存料板91的下方,限位板组件92中的限位板921为上下可移动设置,当限位板921向上移动后能限制过渡料槽内的电机壳朝向存储料槽911移动;所述推块组件94设置在存料板91对应过渡料槽94的延长线上,并能将过渡料槽94进料端上的电机壳105朝向过渡料槽94的尾端推送。所述推料板组件93设置于存料板91的侧边,当限位板组件92中的限位板下移后,所述推料板组件93能推动过渡料槽94内的电机壳进入到存储料槽911内。上述结构中,手指气缸将180度翻转后的电机壳搬运到过渡料槽94的进料端内即过渡料槽94头部,推块组件94将电机壳朝向过渡料槽94的尾端推送,当过渡料槽94存满后,限位板组件92中的限位板下移,推料板组件93将该过渡料槽94内的所有电机壳同时推入到存储料槽911内,然后过渡料槽94可再供电机壳进入。具有存储方便、存储量多以及存储整齐的特点。
71.限位板组件92中的限位板921通过安装在其背面的导向套上下可移动配合在存料板91下表面的立柱上,限位板组件92中还具有限位气缸922,该限位气缸922安装在工作台1上,其活塞杆与限位板921连接以带动限位板上下移动。
72.限位板921的顶面上具有凹槽9211,当限位板921上移时,存料板91对应相邻两个存储料槽911之间的部位95能够进入到该凹槽9211内,使得限位板的顶面与存料板91的上表面平齐,保证电机壳在过渡料槽94内移动的稳定性。
73.推料板组件93包括推板932、支撑杆934和推料气缸933;推料气缸通过一安装板安装于存料板91的侧边,推板932连接在推料气缸的活塞杆上,支撑杆设置在推板上,以延长推动范围。该结构下,能够将过渡料槽94内的所有电机壳同步推入到存储料槽911内。
74.推块组件94包括推块942和推块气缸941,推块气缸941安装在工作台1的机架上,推块942安装在推块气缸的活塞杆上,推块942上具有与电机壳外壁配合的圆槽,通过该结构对电机壳的推动,能够使电机壳逐个排列存放在过渡料槽94内。
75.在电机壳经过180度翻转后,电机壳的封闭端会朝下,在电机壳的封闭端上具有凸起部,通过该凸起部能够便于其在过渡料槽94和存储料槽911内的移动。
76.如无特殊说明,本发明中,若有术语“宽度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”“内”、“外”、“顺时针”、“逆时针”、“轴向”、“径向”、“周向”等指示的方位或位置关系是基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此本发明中描述方位或位置关系的用语仅用于示例性说明,不能理解为对本专利的限制,对于本领域的普通技术人员而言,可以结合附图,并根据具体情况理解上述术语的具体含义。
77.除非另有明确的规定和限定,本发明中,若有术语“设置”、“相连”及“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本发明中的具体含义。
78.以上所述仅是本发明的优选实施方式,本发明的保护范围并不仅局限于上述实施例,凡属于本发明思路下的技术方案均属于本发明的保护范围。应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明原理前提下的若干改进和润饰,这些改进和润饰也
应视为本发明的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。