1.本实用新型涉及一种径向油孔钻模,具体地说是一种凸轮轴径向油孔加工夹具。
背景技术:
2.目前凸轮轴径向油孔加工有多种方法,一种采用划线、打洋冲工艺,通过人工用眼睛对准相关加工位置,然后划线定位,经过打洋冲工艺完成径向油孔加工,每加工一次都要重新划线、定位,很容易造成眼睛疲劳而导致划线定位失准,易造成孔钻偏、轴向尺寸偏移、废品率增加,生产利用率低,产品质量隐患大,产品报废率增高,也难以满足多品种中小批量产品的生产;另一种采用四轴加工中心进行加工径向油孔,四轴加工中心设备成本高,需要专业人员进行操作,编程及调试时间长,加工成本居高。
技术实现要素:
3.本实用新型的目的旨在提供一种径向油孔钻模,克服现有技术的不足,大幅提高生产效率和工艺出品率,降低工艺成本,消除四轴加工中心的专业化程度高、投入大的现象,降低生产成本。
4.为实现上述目的,本实用新型的径向油孔钻模,包括分度芯轴、分度手柄、分度块、钢球、弹簧、头部支座、定位套、定位销、钻套、钻模板、轴向定位块、底板、顶尖、滑套座、尾部支座、顶紧手柄,底板采用矩形板材制作,底板一端设置头部支座,底板另一端设置尾部支座,头部支座侧面中央设置贯通孔,头部支座中央通孔上面设置弹簧、钢球装置,分度块中央设置通孔,分度块与头部支座内部通孔固定连接,钢球与分度块上的销孔接触,分度手柄固定连接分度芯轴,分度芯轴分别穿过分度块中央通孔,分度芯轴底部与定位套固定连接,定位套设置在头部支座内侧面,定位套上设置定位销,尾部支座侧面中央设置贯通孔,滑套座中部外面设置螺丝置于尾部支座中央贯通孔内,滑套座尾部与顶紧手柄连接,滑套座前端中央设置圆孔,顶尖底部置入圆孔内,底板上对应设置钻模板,钻模板上设置钻套,底板上设置轴向定位块。
5.将凸轮轴置于头部支座和尾部支座之间,使凸轮轴前端和末端分别与定位套和顶尖对应,凸轮轴前端通过定位销准确装配在定位套上,顶尖顶住凸轮轴末端中心孔,旋转顶紧手柄推动顶尖顶紧凸轮轴,使凸轮轴轴向基准面与轴向定位块贴合,实现凸轮轴轴向定位,通过钻模板上连接钻套对应油孔的加工位置,启动机床,对凸轮轴径向油孔进行加工。若钻不同轴向位置的油孔只需钻头对准不同位置的钻套;若钻不同角度的油孔,先稍微松开顶尖,转动分度手柄带动分度块顶开弹簧、钢球旋转,旋转到分度块有销孔位置处,弹簧推动钢球部分进入分度块销孔内,实现角度的调整,钻头对准钻套对凸轮轴径向油孔进行加工。
6.本实用新型的径向油孔钻模与现有技术相比具有如下优异效果。
7.本实用新型的径向油孔钻模,采用一体式组装结构,通过分度手柄的旋转,在定位套和定位销的作业下,准确对凸轮轴径向油孔加工的角度定位,顶尖顶住凸轮轴末端中心
孔,旋转顶紧手柄推动顶尖顶紧凸轮轴,使凸轮轴轴向基准面与轴向定位块贴合,实现凸轮轴轴向定位,最后配合钻模板、钻套、弹簧、钢球及分度块,启动机床,可以实现不同轴向位置及角度的径向油孔加工,无需重复调整角度,极大的减轻操作者的工作强度,确保了尺寸稳定,不会钻偏,针对新手更易掌握机床技能,提高了加工产品的合格率,还可以同时加工不同孔径规格的径向油孔,规避了使用价格昂贵的加工中心设备,降低了企业的负担,同时在保证加工质量的前提下,节约了生产成本。
附图说明
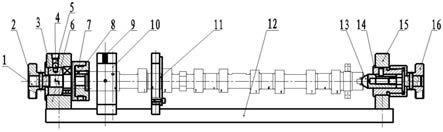
8.图1为本实用新型的径向油孔钻模示意图。
9.其中:1、为分度芯轴、2、为分度手柄、3、为分度块、4为钢球、5为弹簧、6为头部支座、7为定位套、8为定位销、9为钻套、10为钻模板、11为轴向定位块、12为底板、13为顶尖、14为滑套座、15为尾部支座、16为顶紧手柄。
具体实施方式
10.下面结合附图对本实用新型的径向油孔钻模做进一步的详细说明。
11.图1所示的径向油孔钻模,包括分度芯轴1、分度手柄2、分度块3、钢球4、弹簧5、头部支座6、定位套7、定位销8、钻套9、钻模板10、轴向定位块11、底板12、顶尖13、滑套座14、尾部支座15、顶紧手柄16,底板12采用矩形板材制作,底板12一端设置头部支座6,底板12另一端设置尾部支座15,头部支座6侧面中央设置贯通孔,头部支座6中央通孔上面设置弹簧5、钢球4装置,分度块3中央设置通孔,分度块3与头部支座6内部通孔固定连接,钢球4与分度块3上的销孔接触,分度手柄2固定连接分度芯轴1,分度芯轴1分别穿过分度块3中央通孔,分度芯轴1底部与定位套7固定连接,定位套7设置在头部支座6内侧面,定位套7上设置定位销8,尾部支座15侧面中央设置贯通孔,滑套座14中部外面设置螺丝置于尾部支座15中央贯通孔内,滑套座14尾部与顶紧手柄16连接,滑套座14前端中央设置圆孔,顶尖13底部置入圆孔内,底板12上对应设置钻模板10,钻模板10上设置钻套9,底板12上设置轴向定位块11。
12.将凸轮轴置于头部支座6和尾部支座15之间,使凸轮轴前端和末端分别与定位套7和顶尖13对应,凸轮轴前端通过定位销8准确装配在定位套1上,顶尖13顶住凸轮轴末端中心孔,旋转顶紧手柄16推动顶尖13顶紧凸轮轴,使凸轮轴轴向基准面与轴向定位块11贴合,实现凸轮轴轴向定位,通过钻模板10上连接钻套9对应油孔的加工位置,启动机床,对凸轮轴径向油孔进行加工,若钻不同轴向位置的油孔只需钻头对准不同位置的钻套9;若钻不同角度的油孔,先稍微松开顶尖13,转动分度手柄2带动分度块3顶开弹簧5、钢球4旋转,旋转到分度块3有销孔位置处,弹簧5推动钢球4部分进入分度块3销孔内,实现角度的调整,钻头对准钻套9对凸轮轴径向油孔进行加工。
技术特征:
1.一种径向油孔钻模,包括分度芯轴(1)、分度手柄(2)、分度块(3)、钢球(4)、弹簧(5)、头部支座(6)、定位套(7)、定位销(8)、钻套(9)、钻模板(10)、轴向定位块(11)、底板(12)、顶尖(13)、滑套座(14)、尾部支座(15)、顶紧手柄(16),底板(12)采用矩形板材制作,其特征在于底板(12)一端设置头部支座(6),底板(12)另一端设置尾部支座(15),头部支座(6)侧面中央设置贯通孔,头部支座(6)中央通孔上面设置弹簧(5)、钢球(4)装置,分度块(3)中央设置通孔,分度块(3)与头部支座(6)内部通孔固定连接,钢球(4)与分度块(3)上的销孔接触,分度手柄(2)固定连接分度芯轴(1),分度芯轴(1)分别穿过分度块(3)中央通孔,分度芯轴(1)底部与定位套(7)固定连接,定位套(7)设置在头部支座(6)内侧面,定位套(7)上设置定位销(8),尾部支座(15)侧面中央设置贯通孔,滑套座(14)中部外面设置螺丝置于尾部支座(15)中央贯通孔内,滑套座(14)尾部与顶紧手柄(16)连接,滑套座(14)前端中央设置圆孔,顶尖(13)底部置入圆孔内,底板(12)上对应设置钻模板(10),钻模板(10)上设置钻套(9),底板(12)上设置轴向定位块(11)。2.根据权利要求1所述的径向油孔钻模,其特征在于将凸轮轴置于头部支座(6)和尾部支座(15)之间,使凸轮轴前端和末端分别与定位套(7)和顶尖(13)对应,凸轮轴前端通过定位销(8)准确装配在定位套(7)上,顶尖(13)顶住凸轮轴末端中心孔,旋转顶紧手柄(16)推动顶尖(13)顶紧凸轮轴,使凸轮轴轴向基准面与轴向定位块(11)贴合,实现凸轮轴轴向定位,通过钻模板(10)上连接钻套(9)对应油孔的加工位置。
技术总结
本实用新型公开了一种径向油孔钻模,包括分度芯轴、分度手柄、分度块、钢球、弹簧、头部支座、定位套、定位销、钻套、钻模板、轴向定位块、底板、顶尖、滑套座、尾部支座、顶紧手柄,可以实现不同轴向位置及角度的径向油孔加工,无需重复调整角度,极大的减轻操作者的工作强度,确保了尺寸稳定,不会钻偏,针对新手更易掌握机床技能,提高了加工产品的合格率,还可以同时加工不同孔径规格的径向油孔,规避了使用价格昂贵的加工中心设备,降低了企业的负担,同时在保证加工质量的前提下,节约了生产成本。节约了生产成本。节约了生产成本。
技术研发人员:朱振滔 杨启明 余天 纪金强 王刚 徐道广 俞协 余巧 程志生
受保护的技术使用者:江西同欣机械制造股份有限公司
技术研发日:2021.02.03
技术公布日:2021/12/3
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。