一种双连续相sic/cu复合材料的方法
技术领域
1.本发明涉及一种双连续相sic/cu复合材料的方法,属于无压浸渗技术领域。
背景技术:
2.铜基复合材料(比如sic/cu)不仅具有良好的导电导热性、耐蚀性、可加工性等特点,而且价格适中,成为了制备电接触部件、刹车盘的重要材料,广泛应用于电子装备、轨道交通等领域。上述服役环境下,摩擦磨损是铜基复合材料的主要失效形式之一。随着我国电子技术、轨道交通和武器装备等领域的迅猛发展,铜基复合材料元器件的种类和需求量急剧增多,且元器件的服役环境日趋苛刻(向着高功率、高频率、集成化、微型化等方向发展),使得铜基复合材料不仅需要具备更加良好的导电导热性,而且需要具备更加优异的力学性能和耐磨性能。传统铜基复合材料属于典型的1
‑
3(一维摩擦组元和三维基体)连接型复合材料,弥散在铜合金基体中的增强颗粒无法有效地将电流发热和摩擦产热及时散发,削弱了材料抵抗高温变形和粘着磨损的能力,已不能满足当代材料对结构功能一体化和高效散热的发展需求。
3.与传统复合材料结构相比较,双连续相复合材料具备3
‑
3型连接特征,使用过程中有利于应力和热量在空间范围内迅速传递和分散,也可有效约束金属基体塑性变形和高温软化,从而在诸多领域被用于制备耐磨部件。双连续相复合材料制备过程中的重要环节是金属熔体往多孔材料里浸渗。常用的金属熔体浸渗方法包括挤压浸渗法、真空压力浸渗法和无压浸渗法。其中无压浸渗无需特殊真空或压力装置,是一种简单易操作,且制备出材料性能优良的工艺方法,受到广泛重视。对于双连续相sic/铜合金复合材料,在无压浸渗过程中如果采用内部空间大于预浸渗体尺寸的模具,容易造成浸渗金属熔体往四侧流淌流失,且严重影响浸渗效果。另外,由于铜合金的熔点较高,如果采用内部空间与预浸渗体尺寸一致的模具,高温下铜合金与模具之间会发生各种化学、物理和扩散反应,导致材料脱模困难。
4.目前,已有报道采用改性石英砂对sic和铝合金预渗体进行填埋,高温下利用改性石英砂形成透气不透液体的模具外壳,该模具外壳内部空间与预浸渗体尺寸一致,能减少金属熔体流失,提高浸渗效率,同时该模具外壳容易拆除。但采用该方法制备铜基复合材料时,改性石英砂形成的模具外壳容易出现坍塌。
技术实现要素:
5.本发明的目的是提供一种双连续相sic/cu复合材料的制备方法,能够解决模具外壳易坍塌的问题。
6.为了实现以上目的,本发明的双连续相sic/cu复合材料的制备方法所采用的技术方案是:
7.一种双连续相sic/cu复合材料的方法,包括以下步骤:将sic多孔陶瓷和铜基金属作为预浸渗体;然后采用碳化硅砂对预浸渗体进行填埋使预浸渗体的底部和周围分布碳化
硅砂,在无氧环境下升温进行无压浸渗,无压浸渗完成后,降温即得双连续相sic/cu复合材料。
8.本发明的双连续相sic/cu复合材料的方法,巧妙地选用碳化硅砂对预浸渗体进行填埋形成一个内部空间与预浸渗体大小一致的简易模具,然后无压浸渗过程中该模具透气不透液,一方面,有利于在金属熔体周围形成无氧环境,另一方面,有效避免了金属熔体从四侧流淌流失,只能在自重作用下渗入到sic多孔陶瓷中,可在减少待浸渗金属用量的同时促进金属熔体的浸渗效果,从而提高了无氧环境下无压浸渗制备双连续相sic/cu复合材料的成本和效率。
9.此外,本发明的双连续相sic/cu复合材料的方法,工艺简单,易于实现,且操作过程简单,以碳化硅砂作为模具材料,有助于通过高温无氧条件下无压浸渗提高铜基复合材料力学性能时,避免氧化物砂(比如石英砂)在高温无氧环境下发生脱氧反应,导致模具坍塌失效;同时还可以减少模具材料跟预浸渗体中sic多孔陶瓷发生反应。
10.可以理解的是分布在预浸渗体的底部和周围分布的碳化硅在浸渗过程中形成透气不透液的模具外壳。利用碳化硅砂对预浸渗体进行填埋后,用于加热的装置可以采用气氛炉。
11.优选的,将铜基金属和sic多孔陶瓷作为预浸渗体前,对铜基金属进行打磨和清洗去除表面污垢,对sic多孔陶瓷进行煅烧处理去除游离碳。所述煅烧处理的温度优选为600℃,时间优选为1h。
12.为了进一步提高模具外壳透气不透液性能,优选地,所述碳化硅砂的平均粒径为1~1.5mm。
13.采用碳化硅砂作为模具原材料,可以减少无氧环境下模具的分解失效,也可以减少模具材料与sic多孔陶瓷发生化学反应,优选的,所述碳化硅砂为黑碳化硅砂。
14.为了提高无压浸渗的效果,保证无氧环境下无压浸渗后制得的双连续相sic/cu复合材料的综合性能,优选地,所述无压浸渗的温度为铜基金属熔点以上50~300℃。
15.为了进一步提高浸渗效果,得到性能优异的双连续相sic/cu复合材料,所述sic多孔陶瓷的孔隙率为80~90%。所述sic多孔陶瓷的孔密度为10~20ppi。所述sic多孔陶瓷的平均孔径为1.6~2.5mm。
16.由于高温下石英砂、sic和氮气之间会发生如下反应:3sic 2n2=si3n4 3c和3sic 3sio2 4n2=2si3n4 3co2,使得石英砂模具坍塌失效,并使得sic多孔陶瓷分解。为了避免其他惰性气体(比如氮气)与碳化硅砂和sic多孔陶瓷发生反应,优选的,所述无氧环境通过向环境中充入氩气形成。由于碳化硅砂在无压浸渗时形成的模具外壳透气不透液(水或熔体),有利于无压浸渗过程中惰性气体氩气的进入,在铜金属熔体周围形成无氧环境,提高复合材料制品的性能。
17.所述的铜基金属为铜排。所述铜基金属为铜合金或纯铜。优选的,所述铜基金属为锡青铜。优选地,所述铜合金的锡青铜qsn6
‑6‑
3。锡青铜qsn6
‑6‑
3的熔点约为1019℃。所述锡青铜qsn6
‑6‑
3中sn元素的质量百分含量为5~7%,zn元素的质量百分含量为5~7%,pb元素的质量百分含量为2~4%。所述锡青铜qsn6
‑6‑
3中还含有少量的p、ni、fe元素。由于铜基金属的密度大,自重大,容易浸渗,过多铜合金用量,造成成本浪费,为了保证浸渗充分的同时控制好成本,优选地,所述铜基金属与sic多孔陶瓷的体积比为2~3:1。
18.为了进一步提高浸渗效果,优选地,所述无氧环境下无压浸渗的温度为1100~1200℃;所述无氧环境下无压浸渗的时间为30~90min。
19.为了减少升温速度过快造成sic多孔陶瓷出现裂纹,同时为了兼顾效率和时间成本,优选的,所述升温的速度为4~6℃/min。对于无压浸渗过程中的降温速度不作限定,例如采用随炉冷却的方式进行降温。
20.采用碳化硅砂对预浸渗体进行填埋时,可以坩埚作为碳化硅砂和预浸渗体的容器。优选的,所述填埋通过以下方式实现:在坩埚底部铺设一层碳化硅砂,然后将预浸渗体放置在坩埚底部的碳化硅砂上,并在预浸渗体周围填满碳化硅砂,压实即可。在预浸渗体与坩埚的间隙填满碳化硅砂可以减少高温环境下铜金属熔体与坩埚容器壁发生化学、物理或扩散反应,避免无法脱模。可以理解的是,坩埚材质只要能承受无压浸渗所采用的温度即可,比如,可以选用氧化铝坩埚。
21.为了便于碳化硅砂在预浸渗体周围填充,选用的坩埚体积应稍大于预浸渗体体积,在坩埚底部先铺上一层碳化硅砂,然后将预浸渗体放置在该碳化硅砂上,可以先放置sic多孔陶瓷,再在sic多孔陶瓷上放置待浸渗金属,放置预浸渗体后,预浸渗体与坩埚内壁具有一定距离,然后在预浸渗体与坩埚的间隙填满碳化硅砂,并压实碳化硅砂即可。
22.为了使碳化硅砂形成透气不透液的模具外壳,且利于脱模,优选地,所述碳化硅砂在坩埚底部铺设厚度为10~15mm。所述碳化硅砂在坩埚中预浸渗体周围填充厚度为10~15mm。
附图说明
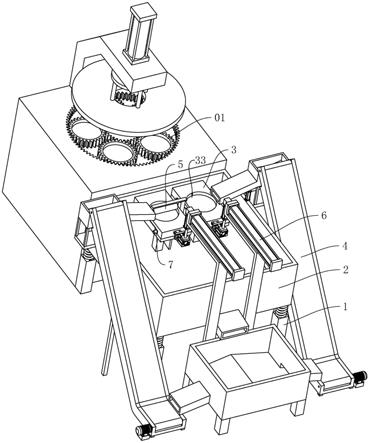
23.图1为实施例1中碳化硅砂填埋制备双连续相sic/cu复合材料的示意图;
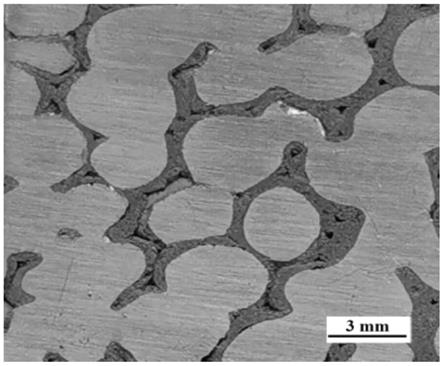
24.图2为实验例1中得到实施例1制得的双连续相sic/cu复合材料组织图;
25.图3为实验例1中对比例制得的双连续相sic/cu复合材料组织图。
具体实施方式
26.以下结合具体实施方式对本发明的技术方案作进一步的说明。
27.实施例1
28.本实施例的双连续相sic/cu复合材料的方法,包括以下步骤:
29.1)对牌号qsn6
‑6‑
3的锡青铜合金表面进行打磨、除油和超声清洗;锡青铜合金的长
×
宽
×
高为50mm
×
50mm
×
30mm;
30.2)对sic多孔陶瓷于600℃加热1h,去除游离碳;sic多孔陶瓷的孔密度为20ppi,孔隙率为82%,平均孔径为1.6mm;sic多孔陶瓷的长
×
宽
×
高为50mm
×
50mm
×
15mm;
31.3)在氧化铝坩埚底部铺设10~15mm厚度的碳化硅砂,把锡青铜合金放置于sic多孔陶瓷上,并置于铺设碳化硅砂的坩埚中;然后利用碳化硅砂对坩埚中锡青铜合金和sic多孔陶瓷进行填埋,使得锡青铜合金和sic多孔陶瓷与坩埚内壁形成10~15mm厚的碳化硅砂;
32.步骤3)中采用的碳化硅砂为黑色碳化硅砂,平均粒径为1mm;
33.4)将填埋有预浸渗体的坩埚一起放入气氛炉中并通氩气保护,以5℃/min的升温速度进行加热,温度达到锡青铜合金熔点时,锡青铜合金开始熔化,当其加热到1150℃温度后保温60min,保温过程中,锡青铜合金熔体在自重和毛细作用下逐渐向下浸渗到sic多孔
陶瓷中;
34.5)浸渗完成后,停止加热,使得样品随炉冷却,最终得到无明显宏观缺陷,性能良好的双连续相sic/cu复合材料。
35.本年实施例的双连续相sic/cu复合材料的方法具体如图1所示,坩埚内放置锡青铜合金和sic多孔陶瓷,坩埚内预浸渗体周围填充有黑色碳化硅砂。
36.实施例2
37.本实施例的双连续相sic/cu复合材料的方法,包括以下步骤:
38.1)对牌号qsn6
‑6‑
3的锡青铜合金表面进行打磨、除油和超声清洗;锡青铜合金的长
×
宽
×
高为50mm
×
50mm
×
45mm;
39.2)对sic多孔陶瓷于600℃加热1h,去除游离碳;sic多孔陶瓷的孔密度为15ppi,孔隙率为80%,平均孔径为2.5mm;sic多孔陶瓷的长
×
宽
×
高为50mm
×
50mm
×
15mm;
40.3)在氧化铝坩埚底部铺设10~15mm厚度的碳化硅砂,把锡青铜合金放置于sic多孔陶瓷上,并置于铺设碳化硅砂的坩埚中;然后利用碳化硅砂对坩埚中锡青铜合金和sic多孔陶瓷进行填埋,使得锡青铜合金和sic多孔陶瓷与坩埚内壁形成10~15mm厚的碳化硅砂;
41.步骤3)中采用的碳化硅砂为黑色碳化硅砂,平均粒径为1.5mm。
42.4)将填埋有预浸渗体的坩埚一起放入气氛炉中并通氩气保护,以4℃/min的升温速度进行加热,温度达到锡青铜合金熔点时,锡青铜合金开始熔化,当其加热到1100℃温度后保温90min,保温过程中,锡青铜合金熔体在自重和毛细作用下逐渐向下浸渗到sic多孔陶瓷中。
43.5)浸渗完成后,停止加热,使得样品随炉冷却,最终得到无明显宏观缺陷,性能良好的双连续相sic/cu复合材料。
44.实施例3
45.本实施例的双连续相sic/cu复合材料的方法,包括以下步骤:
46.1)对牌号qsn6
‑6‑
3的锡青铜合金表面进行打磨、除油和超声清洗;铜合金的长
×
宽
×
高为50mm
×
50mm
×
36mm;
47.2)对sic多孔陶瓷于600℃加热1h,去除游离碳;sic多孔陶瓷的孔密度为10ppi,孔隙率为90%,平均孔径为2mm;sic多孔陶瓷的长
×
宽
×
高为50mm
×
50mm
×
15mm;
48.3)在氧化铝坩埚底部铺设10~15mm厚度的碳化硅砂,把铜合金放置于sic多孔陶瓷上,并置于铺设碳化硅砂的坩埚中;然后利用碳化硅砂对坩埚中铜合金和sic多孔陶瓷进行填埋,使得铜合金和sic多孔陶瓷与坩埚内壁形成10~15mm厚的碳化硅砂;
49.步骤3)中采用的碳化硅砂为黑色碳化硅砂,平均粒径为1mm。
50.4)将填埋有预浸渗体的坩埚一起放入气氛炉中并通氩气保护,以6℃/min的升温速度进行加热,温度达到锡青铜合金熔点时,铜合金开始熔化,当其加热到1200℃温度后保温30min,保温过程中,铜合金熔体在自重和毛细作用下逐渐向下浸渗到sic多孔陶瓷中。
51.5)浸渗完成后,停止加热,使得样品随炉冷却,最终得到无明显宏观缺陷,性能良好的双连续相sic/cu复合材料。
52.对比例
53.本对比例的双连续相sic/cu复合材料的制备方法,仅是将实施例1双连续相sic/cu复合材料的制备方法的步骤4)中气氛炉中通入的氩气替换为空气。
54.实验例1
55.采用数码相机对实施例1以及对比例中制备的双连续相sic/cu复合材料的组织形貌进行表征,其中实施例1制得的双连续相sic/cu复合材料的组织形貌如图2所示,对比例制得的双连续相sic/cu复合材料的组织形貌如图3所示,图2和图3中,深色相对应的是sic相,浅色相对应的是铜合金基体相。其中实施例1制得双连续相sic/cu复合材料的铜合金基体为黄偏褐色,对比例制得的双连续相sic/cu复合材料的铜合金基体为亮黄色。
56.实验例2
57.对实施例1以及对比例制得双连续相sic/cu复合材料进行摩擦磨损实验,结果见表1。摩擦磨损实验在qg
‑
700气氛摩擦磨损试验机上完成,其中选用的运动方式为销
‑
盘旋转模式。对磨销采用直径为6.35mm的gcr15轴承钢,实施例1和对比例中制备的双连续相sic/c复合材料分别作为对磨盘。摩擦磨损条件为:载荷是30n,旋转直径是14mm,旋转速度是400rev/min,磨损时间为30min。实验过程中摩擦磨损设备自动实时采集摩擦系数。摩擦磨损实验前称量实施例1和对比例中制备的双连续相sic/c复合材料的质量为m1,磨损后称量其质量为m2,然后通过以下公式计算其体积磨损速率:
[0058][0059]
式中m1是双连续相sic/c复合材料磨损前质量,m2是双连续相sic/c复合材料磨损后质量,ρ(g/cm3)是样品的体积密度,f(n)为载荷,s(m)为磨损路程。
[0060]
表1摩擦磨损实验结果
[0061] 磨损速率/(cm3·
m
‑1·
n
‑1)摩擦系数实施例11.33
×
10
‑60.31对比例3.25
×
10
‑60.38
[0062]
由表1可看到,实施例1中制得双连续相sic/cu复合材料的磨损速率低于对比例中制得双连续相sic/cu复合材料的磨损速率,实施例1中制得双连续相sic/cu复合材料的摩擦系数也小于对比例中制得双连续相sic/cu复合材料的摩擦系数。可见本发明无氧环境无压浸渗制得的双连续相sic/cu复合材料具有良好的摩擦磨损性能。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。