1.本发明属于砂型铸造技术领域,涉及一种具有蓖板结构铸件的铸造方法。
背景技术:
2.耐磨衬板类铸件一般材料为高铬耐磨铸铁,由于该类材质硬度高、韧性差,因此铸造性能差,且该类材质热导率低、塑性差、收缩量大及具有大的热裂和冷冽倾向,铸造工艺设计难度较大;其中具有蓖板结构的铸件在铸造过程中,铸造工艺设计时,采用一个整体砂型形成蓖板整体结构,即分型面选择在铸件的最大截面处,这样分型操作简单,合箱方便,但是由于该类耐磨铸件蓖缝尺寸小,且铸件结构蓖缝处有斜角,采用上述分型面造型易造成蓖缝不通、斜角消失的问题,这样增加后续清理的工作量,增大劳动成本及材料消耗。
3.目前铸造具有蓖板结构的耐磨类铸件的难点还包括:由于蓖板部位与铸件相结合的凹槽部分的倒角为圆角,该圆角处易产生大量裂纹;铸件开裂风险大;铸件浇注口及冒口易产生缩松等缺陷。因此,根据具有蓖板结构的铸件的结构及材质特点,如何设计出合理的铸造方案,生产出符合标准要求的铸件是目前丞待解决的问题。
技术实现要素:
4.基于此,有必要提出一种具有蓖板结构铸件的铸造方法,解决现有技术中铸造具有蓖板结构铸件易开裂、蓖缝不通、蓖缝斜角消失、缩松等铸造缺陷。
5.一种具有蓖板结构铸件的铸造方法,所述铸件包括蓖板结构,所述蓖板结构包括蓖缝部;所述铸件的铸造方法包括以下步骤:
6.确定分型面:沿着所述蓖缝部一定范围内的横截面设计分型面;
7.划分砂型结构:所述分型面将铸件的砂型结构划分为第一砂型和第二砂型;所述第一砂型用于形成所述蓖板结构的安装面,所述第二砂型用于形成所述蓖板结构的使用面;
8.组配砂型:组配所述第一砂型和所述第二砂型形成与所述铸件结构匹配的空腔。
9.在其中一个实施例中,所述铸件的铸造方法步骤还包括:蓖板结构倒角设计:将所述蓖缝部的使用面与所述蓖板结构的主体面相结合的部位为斜面。由于材质为高铬耐磨铸铁的铸件的收缩量大,收缩量为1.8%~2%,倒角采用圆角极易产生裂纹,为了避免此类缺陷需要将原蓖缝部的使用面与蓖板结构的主体面相结合的部位的倒圆角更改设置为一定角度的斜面;优选的斜面与水平方向呈45
°
夹角,斜面投影的垂直方向及水平方向的距离为8mm~12mm,这样既可以增加补缩通道范围,又可以满足使用性能,减了应力集中在夹角处,即避免因收缩造成应力集中导致裂纹产生,进一步降低铸件的废品率。
10.在其中一个实施例中,所述确定分型面的步骤包括:将所述分型面与所述蓖板部的安装面的间距设置为5mm~8mm。由于蓖缝宽度较小,尺寸范围为5mm~ 8mm,因此将蓖缝部划分至第一砂型和第二砂型分别铸造,这样可以保留蓖缝安装面位置斜角结构,且可以显著的减少铲磨量。
11.在其中一个实施例中,所述划分砂型结构的步骤包括:所述第一砂型与所述第二砂型的整体分型负数设置为0.5mm~0.8mm。
12.在其中一个实施例中,所述划分砂型结构的步骤包括:所述第一砂型与所述第二砂型的蓖缝部位的分型负数设置为0.3mm~0.5mm。
13.在其中一个实施例中,所述铸件的铸造方法步骤还包括:冒口设计,在所述铸件的砂型的蓖板结构的型腔处设置冒口。
14.在其中一个实施例中,所述冒口设计的步骤包括:在蓖板结构的相邻的安装孔之间的位置处设置冒口。由于铸件的蓖板结构包含安装孔,补缩通道被阻隔,因此优选地在铸件的砂型的蓖板结构的型腔处设置冒口,且冒口具体设置在铸件的蓖板结构的相邻的安装孔之间的位置处,冒口选择为保温冒口,且在保温冒口根部与铸件本体的结合部位设置补贴,这样可防止打箱时去除冒口损伤铸件本体。
15.在其中一个实施例中,所述铸件的铸造方法步骤还包括:浇注系统设计,浇注系统采用中注封闭式浇注系统。
16.在其中一个实施例中,所述浇注系统的步骤包括:在所述蓖板结构的中部设置浇注口。
17.在其中一个实施例中,所述浇注系统的步骤还包括:在所述浇注口位置处设置保温冒口,在保温冒口的根部与铸件本体结合的部位设置补贴。由于铸件结构壁厚差异较大,最薄的部位壁厚为10mm~15mm,最厚的部位壁厚为45mm~ 50mm,为了防止出现铁水行程过远而造成冷隔,因此采用中注封闭式浇注系统,即在铸件的中间部位注入铁水,即注入铁水的浇注口为铸件的壁厚厚大部位,且由于铸件的材质为高铬铸铁,补缩量大,因此在浇注口位置处放置保温冒口进行补缩,冒口的尺寸优选为外径80mm,高度110mm。
18.本发明主要涉及材质为高铬耐磨铸铁的具有蓖板结构的铸件,在铸造工艺设计上需要将铸钢和铸铁的特点结合参考,尤其着重铸件的补缩问题,此类设计原则与铸钢材质相同,遵循顺序凝固原理,高铬耐磨铸铁的收缩量与铸钢相近,收缩量按1.8%~2%进行设计,原有的铸件的蓖缝部的使用面与蓖板结构的主体面相结合的部位的倒角设置为圆角,这样裂纹相对集中在圆角处,因此本发明将铸件原结构的圆角更改设置为一定角度的斜面;这样既可以增加补缩通道范围,又可以满足使用性能,减了应力集中在夹角处,即避免因收缩造成应力集中导致裂纹产生,进一步降低铸件的废品率。
19.采用发明提供的铸造方法铸造具有蓖板结构的铸件,在节省了铸件生产时的模具制作费用的同时,四天内就可以完成新产品的首件生产验证,极大的推动了耐磨件产品研发的进程。在后续的批量生产中,使废品率从15%下降至3%,显著减少了后续清理的工作量,减少了劳动成本及材料消耗。
附图说明
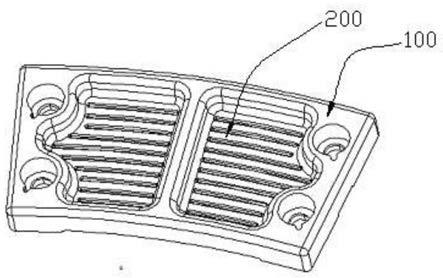
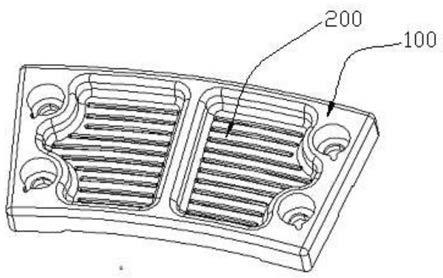
20.图1为实施例中蓖板结构的结构示意图;
21.图2为实施例中蓖板结构的剖面示意图;
22.图3为实施例中铸件砂型结构的示意图;
23.图4为实施例中第一砂型的结构示意图;
24.图5为实施例中第二砂型的结构示意图;
25.图6为实施例中铸件铸造工艺的示意图;
26.100
‑
主体;200
‑
蓖缝部;300
‑
使用面;400
‑
安装面;500
‑
分型面;600
‑
第一砂型;700
‑
第二砂型;800
‑
冒口。
具体实施方式
27.为了便于理解本发明,下面将参照相关附图对本发明进行更全面的描述。附图中给出了本发明的较佳实施方式。但是,本发明可以以许多不同的形式来实现,并不限于本文所描述的实施方式,其中步骤s01至步骤s06,只是说明铸造方法的步骤过程包括哪些,并不代表步骤依次顺序。相反地,提供这些实施方式的目的是使对本发明的公开内容理解的更加透彻全面。
28.本发明主要涉及一种材质为高铬耐磨铸铁具有蓖板结构的铸件,一种具有蓖板结构铸件的铸造方法,铸件包括蓖板结构,蓖板结构包括主体100、蓖缝部 200,铸件的铸造方法包括以下步骤:
29.步骤s01,蓖板结构倒角设计:将所述蓖缝部的使用面300与所述蓖板结构的主体面相结合的部位的倒角为一定角度的斜面。
30.需要说明的是,由于材质为高铬耐磨铸铁的铸件的收缩量大,收缩量为 1.8%~2%,倒角采用圆角极易产生裂纹,为了避免此类缺陷需要将原蓖缝部的使用面300与蓖板结构的主体面相结合的部位的倒圆角更改设置为一定角度的斜面;优选的斜面与水平方向呈45
°
夹角,斜面投影的垂直方向及水平方向的距离为8mm~12mm,这样既可以增加补缩通道范围,又可以满足使用性能,减了应力集中在夹角处,即避免因收缩造成应力集中导致裂纹产生,进一步降低铸件的废品率。
31.步骤s02,确定分型面:沿着所述蓖缝部一定范围内的横截面设计分型面 500。
32.具体地,将所述分型面500与所述蓖板部的安装面400的间距设置为5mm~ 8mm。由于蓖缝宽度较小,尺寸范围为5mm~8mm,因此将蓖缝部200划分至第一砂型600和第二砂型700分别铸造,这样可以保留蓖缝安装面位置斜角结构,且可以显著的减少铲磨量。
33.步骤s03,划分砂型结构:所述分型面500将铸件的砂型结构划分为第一砂型600和第二砂型700;所述第一砂型600用于形成所述蓖板结构的安装面400,所述第二砂型700用于形成所述蓖板结构的使用面300。
34.具体地,这样为了使铸件尺寸符合要求,在砂型上需设置相应的分型负数,所述第一砂型600与所述第二砂型700的整体分型负数设置为0.5mm~0.8mm;所述第一砂型600与所述第二砂型700的蓖缝部位的分型负数设置为0.3mm~ 0.5mm。
35.步骤s04,冒口设计:在所述铸件的砂型的蓖板结构的型腔处设置冒口800,这样为了使铸件的砂型的空腔的补缩通道通畅。
36.具体地,在蓖板结构的相邻的安装孔之间的位置处设置冒口800。由于铸件的蓖板结构包含安装孔,补缩通道被阻隔,因此优选地在铸件的砂型的蓖板结构的型腔处设置冒口,且冒口具体设置在铸件的蓖板结构的相邻的安装孔之间的位置处,冒口选择为保温冒口,且在保温冒口根部与铸件本体的结合部位设置补贴,这样可防止打箱时去除冒口损伤铸件本体。
37.步骤s05,浇注系统设计:浇注系统采用中注封闭式浇注系统,这样为了防止浇注
后铸件产生冷隔等铸造缺陷。
38.具体地,在所述蓖板结构的中部设置浇注口;在所述浇注口位置处设置保温冒口,在保温冒口的根部与铸件本体结合的部位设置补贴。由于铸件结构壁厚差异较大,最薄的部位壁厚为10mm~15mm,最厚的部位壁厚为45mm~50mm,为了防止出现铁水行程过远而造成冷隔,因此采用中注封闭式浇注系统,即在铸件的中间部位注入铁水,即注入铁水的浇注口为铸件的壁厚厚大部位,且由于铸件的材质为高铬铸铁,补缩量大,因此在浇注口位置处放置保温冒口进行补缩,冒口的尺寸优选为外径80mm,高度110mm。
39.步骤s06,组配砂型:组配所述第一砂型600和所述第二砂型700形成与所述铸件结构匹配的空腔。
40.本发明铸造工艺设计时,除了根据工作条件和金属材料性能确定铸件几何形状、尺寸大小外,还从铸造合金和铸造工艺特性的角度考虑设计的合理性,明显的尺寸效应和凝固、收缩、应力等问题,以避免存在开裂等缺陷的产生。耐磨件在冷却凝固的过程中,常常会发生包晶反应并且伴有这个反应会发生更大的体积变化和线收缩,这些主要是因为在铸造过程中铸坯发生热裂纹的缘故。特别注意不能让铸件出现受阻收缩,以免造成开裂,另外,浇注后开箱温度过高也极易造成铸件开裂,因此优选在540℃以下的条件时铸件进行缓冷,且应使铸件在砂型中充分冷却,并且在打箱后,先不要清砂,而是用干砂围起来缓冷,打箱环境优选干燥环境,否则极易造成铸件裂纹。
41.以上所述实施例仅表达了本发明的具体实施方式,其描述较为具体和详细,但并不能因此而理解为对发明专利范围的限制。应当指出的是,对于本领域的普通技术人员来说,在不脱离本发明构思的前提下,还可以做出若干变形和改进,这些都属于本发明的保护范围。因此,本发明专利的保护范围应以所附权利要求为准。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。