1.本实用新型涉及耐热钢涡壳铸造技术领域,具体涉及一种改善耐热钢涡壳管壁铸造缩松的优化结构。
背景技术:
2.涡轮增压器是一种空气压缩机,主要通过压缩空气的方式来增加发动机的进气量,从而提高发动机的输出功率因其使用效果优异,因此被广泛应用于汽车行业中。近年来,随着汽车制造业的飞速发展,涡轮增压器行业也得到了长足的进步也正因涡轮增压器行业的发展和技术的不断进步,各汽车生产商对涡轮增压器中的核心零件,即涡轮壳的内部质量提出了更高的要求。
3.涡壳在铸造时,合金在凝固阶段由于体积收缩必须需要额外的金属液对其补缩,通常情况下采用冒口进行补缩。冒口是在铸型内人为设置的贮存金属液的结构体,用以补偿铸件形成过程中可能产生的收缩,起防止铸件产生缩孔、缩松,起到引导充型的作用,由于耐热钢材料液态收缩大,铸件需要补缩冒口多,需要人工安装冒口,增加了砂芯合箱时的掉砂风险,工艺出品率低,且冒口补缩之后需要将冒口去除,整个过程会增加人力,且造成金属液的浪费,增加了生产成本。
4.公开号为cn208276132u的专利公开了公开了一种水冷涡轮壳,包括壳体,所述壳体内设有水腔,还包括直浇道、横浇道、内浇道;所述直浇道设置在壳体的一侧且与地面垂直,所述横浇道设置在壳体的一侧且与地面平行,所述直浇道连接横浇道,所述横浇道上连接有内浇道,所述内浇道设置有两个,所述内浇道连接壳体;所述壳体的内孔放置有冷铁。本实用新型可以解决水冷涡轮壳出品率低的问题,有效降低铸造成本,可以达到由内向外逐步顺序凝固的效果,可以省去重量较大的补缩冒口,出品率高,有效降低了此类铸件的生产成本,但是内部放置冷铁容易造成钢水污染,降低成品质量。
技术实现要素:
5.有鉴于此,本实用新型提供了一种改善耐热钢涡壳管壁铸造缩松的优化结构,通过使用冷铁快速冷却,解决了耐热钢涡壳管壁铸造时容易出现缩松的问题,降低了工作强度,实现了成本节约。
6.为解决上述技术问题,本实用新型所采取的技术方案是:一种改善耐热钢涡壳管壁铸造缩松的优化结构,包括耐热钢涡壳铸型,所述耐热钢涡壳铸型包括连接法兰、流道、涡壳和第一管口,所述流道一端设置连接法兰,所述流道另一端与涡壳连通,所述涡壳远离流道的一端设置第一管口,所述涡壳两侧分别设置第二管口,所述第一管口上设置冷铁,所述第一管口与所述涡壳上远离流道一侧的第二管口之间设置补缩通道。
7.进一步的,所述第一管口为圆柱形空腔结构。
8.进一步的,所述冷铁为圆柱形结构,所述冷铁的直径大于所述第一管口的内径,所述冷铁的直径不大于所述第一管口的外径。
9.进一步的,所述补缩通道的宽度范围为14mm~18mm,所述补缩通道的厚度范围为3mm~5mm。
10.进一步的,所述涡壳为外轮廓为蜗壳形的空腔结构。
11.进一步的,所述第二管口为圆柱形空腔结构。
12.进一步的,所述连接法兰上设置若干安装孔。
13.进一步的,所述连接法兰、流道、涡壳、第一管口和第二管口一体成型,所述连接法兰、流道、涡壳、第一管口和第二管口内部相连通。
14.进一步的,所述耐热钢涡壳铸型为覆膜砂制件。
15.本实用新型的有益效果是:本实用新型通过在第一管口设置冷铁,配合使用补缩通道,将传统的利用冒口对浇铸件进行补缩改为利用冷铁快冷使整个铸件接近于同时凝固,进而防止铸件产生缩松、缩孔,在浇筑前减少了粘冒口的工序,降低了砂型合箱压紧时的掉砂风险,提高了铸件的精确度和质量,当浇筑完成后减少了切割的冒口的工序,降低了工人的劳动强度,节约了劳动力。
16.另外,利用冒口补缩时,冒口内多余的金属液最后凝固之后需要去除,不能再利用,利用冷铁代替冒口,能够减少金属液的使用量,减少金属液的浪费,一方面减实现能源的节约,另一方面降低了生产成本,增加了企业效益。
17.本实用新型所提供的一种改善耐热钢涡壳管壁铸造缩松的优化结构,解决了以往利用冒口补缩成本高,工艺出品率低的问题,简化了工序,节省了成本,提高了生产效率,减少了资源浪费。
附图说明
18.下面结合附图对本实用新型作进一步的详细说明。
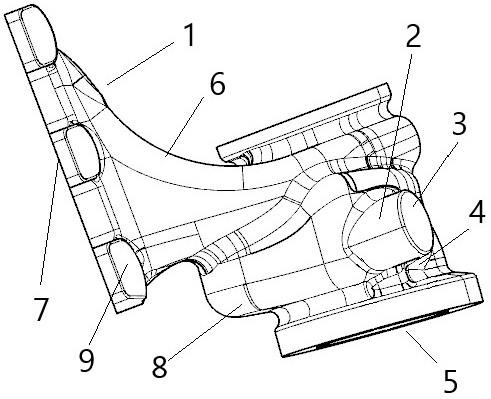
19.图1是本实用新型的结构示意图。
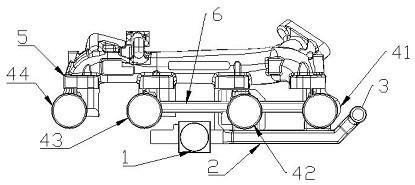
20.图2是本实用新型的侧视图。
21.其中:1
‑
耐热钢涡壳铸型,2
‑
第一管口,3
‑
冷铁,4
‑
补缩通道,5
‑
第二管口,6
‑
流道,7
‑
连接法兰,8
‑
涡壳,9
‑
安装孔。
具体实施方式
22.为使本实用新型实施例的目的、技术方案和优点更加清楚,下面将结合本实用新型实施例的附图1
‑
2,对本实用新型实施例的技术方案进行清楚、完整地描述。显然,所描述的实施例1是本实用新型的一部分实施例,而不是全部的实施例。基于所描述的本实用新型的实施例,本领域普通技术人员所获得的所有其他实施例,都属于本实用新型保护的范围。
23.实施例一
24.如图1
‑
2所示,该实施例提供了一种改善耐热钢涡壳管壁铸造缩松的优化结构,包括耐热钢涡壳铸型1,所述耐热钢铸型1包括连接法兰7、流道6、涡壳8和第一管口2,所述流道6一端设置连接法兰7,所述流道6另一端与涡壳8连通,所述涡壳8远离流道6的一端设置第一管口2,且流道与第一管口不在同一平面上,缠绕式附着在涡壳表面上,所述涡壳8两侧分别设置第二管口5,其中一个第二管口设置在涡壳上靠近所述流道一侧,另一个第二管口设置在远离流道的一侧,所述第一管口2上设置冷铁3,所述第一管口2与所述涡壳8上远离
流道6一侧的第二管口5之间设置补缩通道4。
25.在本实用新型中,所述第一管口2为圆柱形空腔结构,所述冷铁3为圆柱形结构,所述冷铁3的直径大于所述第一管口2的内径,所述冷铁3的直径不大于所述第一管口2的外径,在第一管口2上设置冷铁3,砂型造型完成后,在第一管口2的管口上加放冷铁,用它来吸收铁水的温度,加速这个部位的冷却速度,缩短和其他壁厚薄的部位冷却的时间差,使整个铸件接近于同时凝固,既可防止或减轻铸件变形、缩孔、缩松,又可提高工艺出品率。
26.在本实用新型中,所述补缩通道4的宽度范围为14mm~18mm,所述补缩通道4的厚度范围为3mm~5mm,通过增设补缩通道4,保证有足够的补缩距离,使金属液能充分贯通到砂型中,与冷铁3配合使用,避免了管壁内部出现缩松,在实际生产时,浇铸之后凝固的补缩通道对涡轮增压器涡壳的使用不产生影响,因此可以不做处理。
27.在本实用新型中,所述涡壳8为外轮廓为蜗壳形的空腔结构,内部用来放置涡轮增压器,所述第二管口5为圆柱形空腔结构,在具体使用时,第二管口5作为废气室管口使用,与废气管连接。
28.在本实用新型中,所述连接法兰7上设置若干安装孔9,连接法兰7与发动机的排气口相连接,并通过安装孔9进行固定。
29.在本实用新型中,所述连接法兰、流道、涡壳、第一管口和第二管口一体成型,所述连接法兰、流道、涡壳、第一管口和第二管口内部相连通,使气体在内部进行流通。
30.在本实用新型中,所述耐热钢涡壳铸型1为覆膜砂制件,覆膜砂具有壳型不起层、热稳定性好、导热性好、流动性好,铸件表面平整的特性,提高铸件质量。
31.本实用新型实施例中的这种耐热钢涡壳管壁铸造缩松的优化结构利用冷铁快速冷却,配合增加补缩通道,解决了铸件缩松的问题,同时简化了工艺流程,提高了工艺出品率,降低了劳动强度。
32.改进后效果说明如下:1,改进完成后每只毛坯节约43
‑
76保温冒口,节约成本1.65元。2,每箱节约铁水重量3.5kg,每支毛坯节约2.21元。3,每个毛坯共计节约3.86元。4,取消了粘冒口和清除冒口的工序,节约了人力成本。
33.以上所述是本实用新型的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本实用新型所述原理的前提下,还可以作出若干改进和润饰,这些改进和润饰也应视为本实用新型的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。