1.本发明涉及一种合金、尤其是贵金属合金,由这样的合金制成的半成品,具有至少一个这样的半成品的饰品及制造这样的半成品的方法。
背景技术:
2.合金、尤其是含金量至少为33m%(质量百分比)的贵金属合金,特别是金合金通常具有高延展性。它们对于特别是剪切应力的反应通常是塑性变形,其中,它们在增大的应力下通常会断裂。这使这样的合金的使用受限,特别是在特定的、要求弹性特性的饰品中,或者似乎不可能由合金、尤其是含金量至少33m%的贵金属合金,特别是金合金来制造有弹性的饰品。
技术实现要素:
3.本发明的目的在于,提出一种合金、一种由这样的合金制成的半成品、具有至少一个这样的半成品的饰品,以及一种制造这样的半成品的方法,其中克服了上述问题。
4.本发明的目的通过在本文中给出的技术教导来实现。
5.本发明的目的尤其是通过一种合金来实现,该合金由至少33m%至最多75.5m%的金,至少1.5m%至最多45m%的银,至少8m%至最多45m%的铜,其余为锌构成。结果令人惊讶地发现,这样的合金使得能够制造具有弹性特性的半成品并且特别是饰品。因此,可以由含金合金来形成具有弹性特性的半成品和饰品,以及相反地,采用含金合金来制造有弹性的、特别是至少可有限弹性变形的半成品和饰品。这一方面扩大了含金合金的应用范围,另一方面也使得能够由金或使用金来制造具有弹性特性的特定的饰品。
6.特别是,合金中各个给出的成份连同剩余的锌的质量分量的总和为100m%。
7.在在此给出的技术教导的范围内,术语“其余为锌”尤其表示,相对于合金中以特定的质量百分比范围或具体的质量分量给定的成份,构成100m%合金中的缺失部分由锌成份组成。根据一实施方式,锌成份是纯锌。根据另一实施方式,锌成份包括锌和尤其是不可避免的杂质,特别是痕量杂质。
8.根据本发明的扩展,合金中的铜含量为至少9m%至最多42m%,优选为至少17m%至最多27m%。
9.优选铜含量最高为40m%,优选最高为35m%,优选最高为30m%,优选最高为25m%,优选最高为20m%;优选最低为10m%,优选最低为15m%,优选最低为18m%;优选最低为16m%至最高为21.5m%,优选最低为19m%至最高为21m%,优选最低为19.6m%至最高为20.6m%。
10.根据本发明的扩展,合金中的银含量为至少2.5m%至最多39m%,优选为至少3.5m%至最多27.5m%。
11.优选银含量最高为40m%,优选最高为35m%,优选最高为30m%,优选最高为
25m%,优选最高为20m%,优选最高为15m%,优选最高为10m%,优选最高为5m%,优选最高为4m%;优选最低为2m%,优选最低为3m%,优选最低为5m%,优选最低为10m%,优选最低为15m%;优选最低为3.8m%至最高为4.2m%,优选最低为3.9m%至最高为4.1m%。
12.优选合金中的金含量从最少33.3m%至最高75.5m%,优选最低为40m%,优选最低为45m%,优选最低为50m%,优选最低为55m%,优选最低为60m%,优选最低为65m%;优选最低为70m%至最高为75.3m%,优选最低为75m%至最高为75.1m%。
13.优选合金由最少70m%至最多75.5m%的金、最少2.7m%至最多4.2m%的银、最少16m%至最多21.5m%的铜、其余为锌构成。
14.优选合金由至少75m%至最多75.1m%的金、至少3.7m%至最多4.0m%的银、至少19m%至最多21m%的铜、其余为锌构成。
15.优选合金由至少75m%至最多75.1m%的金、优选至少3.1m%至最多4.0m%的银、优选至少19.6m%至最多21.6m%的铜、其余为锌构成。
16.优选合金由75m%的金、4.3m%的银、20m%的铜、其余为锌构成。
17.优选合金由75.1m%的金、4.0m%的银、20.6m%的铜、其余为锌构成。
18.优选合金由75.5m%的金、2.1m%的银、22m%的铜、其余为锌构成。
19.优选合金由75m%的金、1.7m%的银、23m%的铜、其余为锌构成。
20.本发明的目的还通过一种半成品来实现,其具有根据本发明的合金或根据以上所述的实施例之一所述的合金。优选半成品由一种这样的合金制成。该半成品的形状为带缝隙的管。有利地,这样的半成品具有弹性特性,特别是在垂直于该带缝隙的管的纵向延伸的方向上加载时。这样的带缝隙的管形式的半成品也称为空心(贵)金属丝(scharnier)。
21.根据本发明的扩展,半成品由在第一方向上延伸的金属片构成。该第一方向相应于半成品的、尤其是带缝隙的管的纵向延伸的方向,因此对应于带缝隙的管的纵向。金属片在与第一方向垂直的第二方向上成形为、优选弯曲为圆环形的,特别是圆环段形的,其中,第二方向优选在通过金属片表面张紧的平面中延伸。通过这种方式尤其是构成带缝隙的管。在此,通过沿着假想的圆形线以彼此间有限的距离设置金属片的两个相对置的端部来形成该缝隙,由此使管不具有闭合的圆形横截面,而是具有以缝隙的形式部分打开的、圆环段形式的横截面。在此半成品的横截面是与纵向方向垂直的平面。
22.优选通过拉制、特别是拉伸通过圆形拉模而使金属片成形为圆环段形状的。
23.这样制成的半成品优选具有最小0.3mm至最大5.0mm的外径,优选为最小0.5mm至最大1.5mm,优选为最小0.9mm至最大1.3mm,优选为最小0.99mm至最大1.2mm。
24.带缝隙的管形式的半成品的内径优选为最小0.03mm至最大4.5mm,优选为0.4mm至3mm,优选为最小0.55mm至最大0.76mm。
25.在缝隙区域中金属片的彼此弯曲的端部之间的最小距离优选为最小0.02mm至最大1.0mm,优选为最小0.04mm至最大0.08mm,优选为0.06mm。
26.在一优选的实施方式中,半成品的外径为1.2mm,内径为0.76mm,缝隙区域中的最小距离为0.06mm。
27.在另一优选实施方式中,半成品的外径为0.99mm,内径为0.55mm,缝隙区域中的最小距离为0.06mm。
28.根据本发明的扩展,半成品具有弹簧常数,特别是在距离夹紧(einspannung)15mm
的距离处测得的弹簧常数,尤其是在借助压力快以0.1mm/s的速度施加力的情况下,该弹簧常数最小为1500n/m至最大2200n/m、优选最小为1600n/m至最大2100n/m,优选最小为1700n/m至最大2050n/m,特别是在设有缝隙的夹紧指向作用力的情况下为1964n/m,特别是在设有缝隙的夹紧指向反作用力的情况下为2025n/m,特别是在设有缝隙的夹紧垂直于作用力定向的情况下为1720n/m。对于这样的半成品,特别是测定弹簧常数的相应值,由此可以证明,这样构成的半成品、特别是根据以下将描述的方法制成的半成品具有弹性特性。尤其是对于具有以下合金的半成品可以测定对于特定的夹紧的具体的所述的值,该合金包括75.1m%的金、4.0m%的银、20.6m%的铜,其余为锌。对于由金含量为75m%的常规金合金构成的相应夹紧的样品来说,在硬化前获得的弹簧常数为1106n/m,硬化后的弹簧常数为1008n/m。对于相应夹紧的弹簧钢样品来说,获得的弹簧常数为3958n/m。因此可以看出,在此提出的由本文所建议的合金制成的半成品相对于常规金合金来说在弹簧钢方向上具有明显提高的弹簧常数。
29.本发明的目的还通过一种饰品来实现,该饰品具有至少一个至少部分地沿纵向、即沿第一方向卷绕的、根据本发明的或根据以上所述的实施例的半成品。通过这种方式可以有利地提供由含金合金或金合金制成的有弹性的饰品。
30.因此,半成品尤其是沿着带缝隙的管的纵向卷绕。
31.优选将半成品沿第一方向进行螺旋线形的卷绕。由此使半成品尤其是可以具有螺旋弹簧状的外观。
32.根据本发明的扩展,饰品具有至少两个彼此平行地沿各自的纵向、即第一方向卷绕的半成品。这些半成品尤其是沿它们共同的延伸彼此相邻地设置,即特别是沿螺旋线形的卷绕彼此平行地延伸。由此饰品优选具有由至少两个半成品构成的、螺旋线形的多股线,特别是双股线。这些半成品在至少一端上优选通过端件机械地、优选不可拆卸地彼此连接。特别是可将它们与端件进行焊接或粘接。尤其优选饰品在半成品的两端分别具有一个这样的端件。
33.优选饰品还可以恰好仅具有一个沿第一方向卷绕的半成品。根据本发明的另一实施方式,饰品还可以恰好具有两个沿第一方向彼此平行地卷绕的半成品。根据另一优选实施方式,饰品还可以具有两个以上彼此平行地沿第一方向卷绕的半成品。尤其是,饰品可以具有三个、四个、五个或五个以上这样的半成品。
34.根据本发明的扩展,对饰品的至少一个半成品在其圆周上、即周向地用贵金属线,特别是金线(golddraht)、铂线(platindraht)或另一种贵金属线,特别是黄金线(gelbgolddraht)或白金线(weiβgolddraht)进行缠绕。优选使半成品在其整个纵向延伸上完全被贵金属线所缠绕,特别是螺旋线形的缠绕。尤其优选使贵金属线紧密地螺旋线形地裹绕在半成品上,从而使半成品完全被贵金属线所掩盖,即尤其是完全被包裹。通过这种方式可以实现使饰品具有非常高贵的外观。
35.优选对饰品的至少两个半成品分别用一种贵金属线在周向上进行缠绕。
36.优选饰品在至少一个端部具有用于至少一颗饰品宝石的镶托。特别优选将至少一个端件构成为这样的用于一颗或多颗饰品宝石的镶托。优选饰品在至少一个半成品的两端具有这样的用于至少一颗饰品宝石的镶托,特别是端件。
37.根据本发明的扩展,饰品构成为手镯。由于该饰品的弹性设计使其能够以非常简
单且优雅的方式围绕手臂、特别是前臂、尤其是靠近手腕放置。
38.本发明的目的还通过一种用于制造根据本发明的或之前所述的本发明的实施方式中的半成品的方法来实现。该方法具有以下步骤:由根据本发明的或本发明的实施方式的合金制造在第一方向上拉长的金属片;将该金属片成形为带缝隙的管;使该带缝隙的管在特定的固化温度下固化一个特定的固化时间。该特定的固化温度为最低100℃至最高400℃,优选为最低250℃至最高300℃,优选为最低270℃至最高290℃,优选为270℃,优选为275℃,优选为280℃,优选为285℃,优选为290℃。该特定的固化时间为至少2小时至最多8小时,优选为至少3小时至最多7小时,优选为至少4小时至最多6小时,优选为2小时,优选为2.5小时,优选为3小时,优选为3.5小时,优选为4小时,优选为4.5小时,优选为5小时,优选为5.5小时,优选为6小时。
39.优选固化温度为270℃且固化时间为6小时。优选固化温度为280℃且固化时间为4小时。优选固化温度为285℃且固化时间为3.5小时。优选固化温度为290℃且固化时间为3小时。优选固化温度为300℃且固化时间为2.5小时。
40.通过提供细长的金属片,将该金属片成形为带缝隙的管,并随后将该带缝隙的管进行硬化,最终获得所述半成品。
41.特别地,通过浇铸熔融的合金并随后进行轧制来获得所述金属片。
42.特别地,通过将金属片拉伸通过圆形拉模而使其成形为带缝隙的管。
43.在本发明方法的范围内可以有利地由具有弹性特性的含金合金或金合金获得半成品。
44.根据本发明的扩展,将半成品沿第一方向螺旋线形地进行卷绕。通过这种方式可以获得饰品。优选将至少两个、优选恰好两个或两个以上沿第一方向螺旋线形地卷绕的半成品设置成彼此并排、特别是平行地延伸,并通过这种方式获得饰品。
45.根据本发明的扩展,对半成品沿其圆周、即在周向上用贵金属线、特别是金线或铂线,或者另一种贵金属线、尤其是黄金线或白金线进行缠绕。
46.优选对至少两个彼此平行延伸的半成品用贵金属线进行缠绕。替代地,还优选将半成品彼此分开地用贵金属线在周向上进行缠绕。然后将半成品彼此平行地螺旋线形地进行卷绕。
47.优选使至少两个彼此平行地卷绕的半成品在至少一端上彼此机械地连接,尤其是通过端件,优选通过用于至少一个饰品宝石的镶托来连接。优选半成品在其两端上分别与一个端件、特别是用于至少一个饰品宝石的镶托连接。
48.通过这种方式尤其是可以获得饰品,优选为手镯。
附图说明
49.以下借助附图详细说明本发明。其中示出:
50.图1示意性示出半成品的实施例的截面图,以及
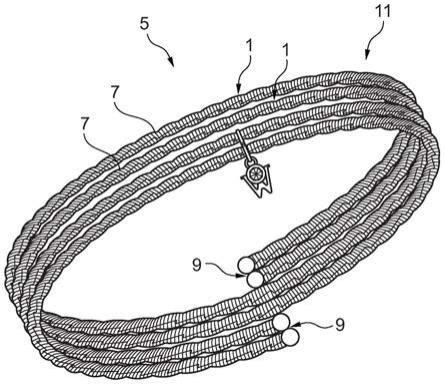
51.图2示出饰品的实施例。
具体实施方式
52.图1示意性示出半成品1的实施例的截面图。该半成品1的形状为带有缝隙的管2,
管2沿垂直于图1的图面的纵向延伸。在此该纵向也称为第一方向。半成品1由在第一方向或纵向上延伸的金属片3构成,金属片3在垂直于第一方向的第二方向上形成为圆形的、特别是圆弧形的,优选通过将金属片3拉伸通过圆形拉模而形成。
53.该半成品由合金构成。该合金尤其是由至少33m%至最多75.5m%的金、1.5m%至最多45m%的银、至少8m%至最多45m%的铜,其余为锌组成。
54.合金中的铜含量优选为至少9m%至最多42m%,优选为至少17m%至最多27m%。
55.合金中的银含量优选为至少2.5m%至最多39m%,优选为至少3.5m%至最多27.5m%。
56.优选半成品1的外径d1为最小0.3mm至最大5.0mm。半成品1的内径d2优选为最小0.03mm至最大4.5mm。半成品1的缝隙的区域内的最小距离a优选为最小0.02mm至最大1.0mm。
57.优选半成品1具有垂直于纵向延伸的、特别是在距离夹紧处15mm的距离测得的弹簧常数,该弹簧常数最小为1500n/m至最大2200n/m、优选最小为1600n/m至最大2100n/m,优选最小为1700n/m至最大2050n/m。
58.优选通过由合金制成细长的金属片3、特别是通过浇铸和轧制来制造半成品1。然后将该金属片成型为带缝隙的管2,特别是通过将金属片3拉伸通过圆形拉模而形成。然后,优选将带缝隙的管2在最低100℃至最高400℃的固化温度下固化至少2小时至最多8小时的固化时间。通过这种方式最终获得半成品1。
59.优选使半成品1螺旋线形地卷绕,以便尤其是获得饰品。优选在周向上(图1中箭头p的方向或相反方向)用贵金属线、特别是金线或铂线,或者另一种贵金属线、尤其是黄金线或白金线来缠绕半成品1。
60.图2示出根据本发明的饰品5的实施例,其中,饰品5具有至少一个根据图1的、至少部分地沿第一方向被缠绕的半成品1。在此,饰品5尤其是具有两个这样的半成品1,它们沿各自的纵向彼此平行地卷绕。这些半成品1尤其是螺旋线形地卷绕成双股的。但在其他实施方式中饰品5也可以恰好仅具有一个沿第一方向卷绕的半成品1,或者具有两个以上沿各自的纵向彼此平行地卷绕的半成品1。
61.图2中还示出,半成品1分别在周向上被缠绕以贵金属线7,从而使实际的半成品1不可为观察者所见。
62.在半成品1的至少一个端部是端件9,优选以未示出的方式设置成用于至少一个饰品宝石的镶嵌件。特别是两个半成品1都与端件9机械连接,优选通过焊接或粘接连接。
63.在优选的实施方式中,半成品1在两端上分别具有一个这样的端件9。
64.饰品5尤其是设计为手镯11。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。