1.本发明属于机械加工工艺装备技术领域,尤其涉及一种外螺纹套丝装置和外螺纹套丝方法。
背景技术:
2.螺纹连接因具有自锁性能好,连接承载力大,连接可靠等优点,已在机械设备、液压管道中得到广泛应用。现有的螺纹主要有外螺纹和内螺纹两种类型,其中内螺纹通常采用丝锥钻攻成型,外螺纹通常采用板牙套套丝成型,一般来说,采用丝锥钻攻内螺纹较为容易成型,精度也较高,然而,采用板牙套套丝成型外螺纹时,如若板牙套轴线与工件轴向产生偏差,则会影响外螺纹成型质量,现有技术中,各种外螺纹成型加工设备多种多样,例如,公开号为:“cn110315150a”的专利文献,公开了一种外螺纹套丝工具,其包括外套管、调整管、压环、螺旋弹簧和外螺纹刀片,所述外套管的外部两侧设有旋转手柄,内部一端设有轴向的燕尾楔形键,另一端通过螺纹与调整管配合,所述外螺纹刀片通过其燕尾楔形槽滑套在燕尾楔形键上,外螺纹刀片的一端顶在调整管上,另一端顶在外套管外部的压环上,所述螺旋弹簧套在外套管外部,螺旋弹簧的一端与压环连接,另一端与外套管外壁上的定位环连接。该专利文献公开的技术方案通过调节外螺纹刀片沿燕尾楔形键滑动的距离来改变所加工螺纹的尺寸,因此一套工具可修复或加工多种规格的标准螺纹和非标准螺纹,节省了工具购置费用,降低了设备维护成本,而且可提高设备维修效率。然而,该专利文献公开的技术方案仍然无法保证在套丝过程中板牙套轴线与工件轴线相互重合,外螺纹修整次数过多会造成外螺纹螺牙出现错乱,影响了外螺纹工件的使用性能。
技术实现要素:
3.为解决上述技术问题,本发明提供了一种外螺纹套丝装置和外螺纹套丝方法。
4.本发明通过以下技术方案得以实现。
5.本发明提供一种外螺纹套丝装置,包括板牙套、导向筒和导引轴,所述导向筒至少有一端与所述板牙套焊接在一起,并且所述导向筒内径大于所述板牙套内径,所述导引轴套合于所述导向筒内并且使所述导引轴能够沿着所述导向筒轴向滑动。
6.所述导向筒外周面上还设置有导向孔,所述导引轴上固连有止转销,止转销上端伸出导向孔以外。
7.所述止转销可采用螺栓代替。
8.所述导向孔在所述导向筒轴向截面的投影为腰圆形通孔。
9.所述导向孔长度不小于50mm。
10.所述导引轴外端端面还固连有支承柄。
11.所述支承柄整体为一端大一端小的锥台形状。
12.所述导向筒长度不小于100m。
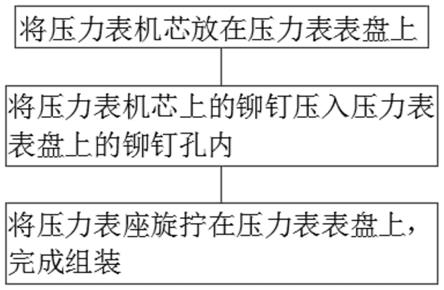
13.此外,本发明还提供了一种外螺纹套丝方法,包括以下步骤:
14.提供车床、工件和外螺纹套丝装置,所述外螺纹套丝装置包括板牙套、导向筒和导引轴,所述导向筒至少有一端与所述板牙套焊接在一起,并且所述导向筒内径大于所述板牙套内径,将所述导引轴的一端与所述车床尾座固连,再将所述导引轴的另一端套合于所述导向筒内,将工件的一端与所述车床主轴固连,启动车床并且推动其尾座,使所述工件另一端与所述板牙套在套合过程中在所述工件外周面上加工出外螺纹。
15.所述车床主轴转速不超过5r/min。
16.本发明的有益效果在于:采用本发明的技术方案,通过导向筒和导引轴组成导向结构,使工件与板牙套在套合过程中,引导工件始终沿着板牙套中心轴线滑移,从而使工件轴向与板牙套轴向相互重合,防止成型后的外螺纹螺牙出现偏斜、错乱,提高了外螺纹套丝成型质量,另外,通过利用车床主轴轴向与车床尾座轴向的重合关系,进一步提高了工件轴向与板牙套轴向的重合精度,减少了人为操作对外螺纹套丝过程造成干预,提高了外螺纹套丝成型精度,使加工出的外螺纹质量可靠稳定,使用性能好。
附图说明
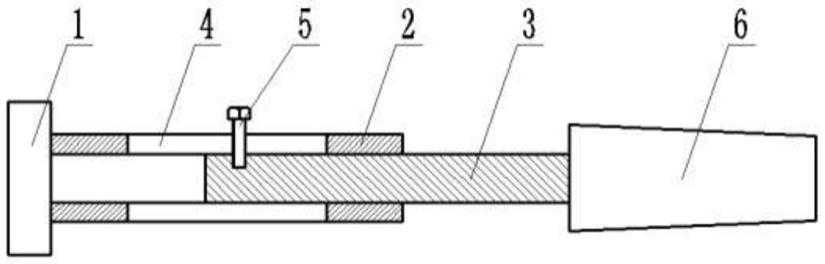
17.图1是本发明的外螺纹套丝装置的结构示意图。
18.图中:1
‑
板牙套,2
‑
导向筒,3
‑
导引轴,4
‑
导向孔,5
‑
止转销,6
‑
支承柄。
具体实施方式
19.下面进一步描述本发明的技术方案,但要求保护的范围并不局限于所述。
20.如图1所示,本发明提供一种外螺纹套丝装置,包括板牙套1、导向筒2和导引轴3,导向筒2至少有一端与板牙套1焊接在一起,并且导向筒2内径大于板牙套1内径,导引轴3套合于导向筒2内并且使导引轴3能够沿着导向筒2轴向滑动。
21.进一步地,导向筒2外周面上还设置有导向孔4,导引轴3上固连有止转销5,止转销5上端伸出导向孔4以外。止转销5可采用螺栓代替。
22.另外,导向孔4在导向筒2轴向截面的投影为腰圆形通孔。导向孔4长度不小于50mm。从而使导向筒2和导引轴3组成的导向结构的导向长度更长,便于加工长度100mm内的外螺纹。
23.此外,导引轴3外端端面还固连有支承柄6。支承柄6整体为一端大一端小的锥台形状。从而使支承柄6能够方便装夹在车床尾座上,优选导向筒2长度不小于100m。
24.另外,一种外螺纹套丝方法,其特征在于:包括以下步骤:
25.提供车床、工件和外螺纹套丝装置,外螺纹套丝装置包括板牙套1、导向筒2和导引轴3,导向筒2至少有一端与板牙套1焊接在一起,并且导向筒2内径大于板牙套1内径,将导引轴3的一端与车床尾座固连,再将导引轴3的另一端套合于导向筒2内,将工件的一端与车床主轴固连,启动车床并且推动其尾座,使工件另一端与板牙套1在套合过程中在工件外周面上加工出外螺纹。优选车床主轴转速不超过5r/min。
26.采用本发明的技术方案,通过导向筒和导引轴组成导向结构,使工件与板牙套在套合过程中,引导工件始终沿着板牙套中心轴线滑移,从而使工件轴向与板牙套轴向相互重合,防止成型后的外螺纹螺牙出现偏斜、错乱,提高了外螺纹套丝成型质量,另外,通过利用车床主轴轴向与车床尾座轴向的重合关系,进一步提高了工件轴向与板牙套轴向的重合
精度,减少了人为操作对外螺纹套丝过程造成干预,提高了外螺纹套丝成型精度,使加工出的外螺纹质量可靠稳定,使用性能好。
技术特征:
1.一种外螺纹套丝装置,其特征在于:包括板牙套(1)、导向筒(2)和导引轴(3),所述导向筒(2)至少有一端与所述板牙套(1)焊接在一起,并且所述导向筒(2)内径大于所述板牙套(1)内径,所述导引轴(3)套合于所述导向筒(2)内并且使所述导引轴(3)能够沿着所述导向筒(2)轴向滑动。2.如权利要求1所述的外螺纹套丝装置,其特征在于:所述导向筒(2)外周面上还设置有导向孔(4),所述导引轴(3)上固连有止转销(5),止转销(5)上端伸出导向孔(4)以外。3.如权利要求2所述的外螺纹套丝装置,其特征在于:所述止转销(5)可采用螺栓代替。4.如权利要求2所述的外螺纹套丝装置,其特征在于:所述导向孔(4)在所述导向筒(2)轴向截面的投影为腰圆形通孔。5.如权利要求2所述的外螺纹套丝装置,其特征在于:所述导向孔(4)长度不小于50mm。6.如权利要求1所述的外螺纹套丝装置,其特征在于:所述导引轴(3)外端端面还固连有支承柄(6)。7.如权利要求6所述的外螺纹套丝装置,其特征在于:所述支承柄(6)整体为一端大一端小的锥台形状。8.如权利要求1所述的外螺纹套丝装置,其特征在于:所述导向筒(2)长度不小于100m。9.一种外螺纹套丝方法,其特征在于:包括以下步骤:提供车床、工件和外螺纹套丝装置,所述外螺纹套丝装置包括板牙套(1)、导向筒(2)和导引轴(3),所述导向筒(2)至少有一端与所述板牙套(1)焊接在一起,并且所述导向筒(2)内径大于所述板牙套(1)内径,将所述导引轴(3)的一端与所述车床尾座固连,再将所述导引轴(3)的另一端套合于所述导向筒(2)内,将工件的一端与所述车床主轴固连,启动车床并且推动其尾座,使所述工件另一端与所述板牙套(1)在套合过程中在所述工件外周面上加工出外螺纹。10.如权利要求9所述的外螺纹套丝方法,其特征在于:所述车床主轴转速不超过5r/min。
技术总结
本发明提供一种外螺纹套丝装置和外螺纹套丝方法,外螺纹套丝装置包括板牙套、导向筒和导引轴,导向筒至少有一端与板牙套焊接在一起,并且导向筒内径大于板牙套内径,导引轴套合于导向筒内并且使导引轴能够沿着导向筒轴向滑动。外螺纹套丝方法包括利用车床并使用外螺纹套丝装置,在工件上套丝加工外螺纹的操作步骤。采用本发明的技术方案,通过导向筒和导引轴组成导向结构,引导工件始终沿着板牙套中心轴线滑移,使工件轴向与板牙套轴向相互重合,防止成型后的外螺纹螺牙出现偏斜、错乱,提高了外螺纹套丝成型质量,另外,通过利用车床主轴轴向与车床尾座轴向的重合关系,提高了工件轴向与板牙套轴向的重合精度,提高了外螺纹套丝成型精度。套丝成型精度。套丝成型精度。
技术研发人员:肖贤政 王宏 陈永艳 李雄
受保护的技术使用者:贵州华烽电器有限公司
技术研发日:2021.10.19
技术公布日:2021/12/3
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。