一种pvc防水材料生产用原料上料结构及其使用方法
技术领域
1.本发明涉及防水材料加工技术领域,具体是指一种pvc防水材料生产用原料上料结构及其使用方法。
背景技术:
2.pvc防水材料,是以聚氯乙烯树脂为原料,掺加增塑剂、填充剂、抗氧剂、紫外线吸收剂及其它助剂等一次挤出而成的新型高分子防水卷材,在pvc防水材料加工过程中,需要将各种原料按照重量比例进行称重后分别输送至混料箱中,由于混料箱较高,现有技术是通过人工对各种原料进行称重,然后依次倒入斗提机,通过斗提机将原料输送至混料箱中,上料效率较低。
技术实现要素:
3.本发明针对现有技术的不足,提供一种pvc防水材料生产用原料上料结构及其使用方法。
4.本发明是通过如下技术方案实现的,提供一种pvc防水材料生产用原料上料结构,包括链条、横移板车、放置在横移板车上的上料箱以及沿上料箱横移方向依次设置的多个料仓,所述链条包括水平横移段和竖直提升段,水平横移段和竖直提升段通过转向链轮实现转向,横移板车和上料箱之间装有称重装置,所述上料箱包括上料箱体以及固接在上料箱体前端的下卡轴,所述链条上固接有下卡板,所述下卡板上开有与下卡轴适配的下卡槽,所述下卡轴与转向链轮的中心等高,所述上料箱体的前端固接有位于下卡轴上方的上卡板,所述上卡板上开有朝下开口的上卡槽,所述链条上固接有与上卡槽适配的上卡轴,所述上料箱还包括料箱门以及提升到位自动开门装置。
5.本方案中的下卡轴卡在下卡槽内,通过水平横移段的横移带动上料箱和横移板车一同横移,横移到料仓下方时,打开料仓向上料箱内注入原料,通过称重装置计算注入原料的重量,从而依次向上料箱内注入各种原料,水平横移段的链条带动上料箱继续移动至竖直提升段,由于所述下卡轴与转向链轮的中心等高,下卡板处的链条在转向链轮转向时,使下卡板绕下卡轴转动,此过程下卡轴始终保持在下卡槽内部,此时上料箱静止;同时上卡轴跟随竖直提升段上升卡在上卡槽内;从而通过上卡轴带动上料箱提升,下卡板顶在下卡轴侧面,上料箱上升到位时,通过提升到位自动开门装置打开料箱门,上料箱中的物料通过料仓门流入混料箱中。
6.作为优化,所述下卡轴设置有两个且分别位于链条两侧,下卡板设置有两个且分别与两个下卡轴对应。本方案中下卡轴设置有两个,通过两个下卡板支撑两个下卡轴,一方面便于提升过程中上料箱左右平衡,另一方防止下卡轴与转向链轮干涉。
7.作为优化,所述上卡板设置有两个且分别位于链条两侧。本方案中上卡板设置有两个且分别位于链条两侧,一方面便于提升过程中上料箱左右平衡,另一方防止上卡板与链条干涉。
8.作为优化,所述称重装置包括固定在横移板车上端面的称重传感器,上料箱的下端面设有与称重传感器适配的凹槽。本方案中通过称重传感器进行称重,设置的凹槽一方面便于上料箱放置在称重传感器上时的定位,另一方面通过下卡板带动上料箱横移时,防止上料箱与横移板车之间发生横向错位。
9.作为优化,所述上料箱体内设有倾斜的底板,所述底板的下端设置在料箱门一侧。本方案中设置的底板便于物料从上料箱内流出。
10.作为优化,所述链条为循环链,竖直提升段的上端通过上端链轮向下折返,折返后的下端通过下转向链轮转向至水平横移段下方,转向后通过下端链轮折返与水平横移段连接,所述上端链轮与驱动电机连接。本方案中的驱动电机带动上端链轮转动,从而带动链条8循环转动,通过将链条设置为循环链,便于绷紧链条,防止链条带动上料箱升降时链条变形过大。
11.作为优化,所述料箱门为设置在侧面的上下滑移门,所述提升到位自动开门装置包括铰接在上料箱体上的驱动杆,所述驱动杆的一端与料箱门连接,还包括固定在提升到位处的到位挡块,所述到位挡块与驱动杆另一端适配。本方案中的上料箱上升到位时,到位挡块挡在驱动杆的一端,从而通过上料箱上升带动驱动杆转动,从而通过驱动杆另一端带动料箱门打开。
12.作为优化,所述提升到位自动开门装置还包括带动料箱门关闭的弹簧。本方案中设置的弹簧,使上料箱下降时料箱门自动关闭。
13.作为优化,所述驱动杆与料箱门通过连接杆连接,连接杆的两端分别铰接于驱动杆和料箱门。本方案中设置的连接杆两端分别铰接于驱动杆和料箱门,从而便于驱动杆带动料箱门打开。
14.一种pvc防水材料生产用原料上料结构的使用方法,包括如下步骤:上料箱移动至相应料仓下方时,打开相应料仓的开关门,使料仓中的物料落入上料箱中,横移板车和上料箱之间装有称重装置,待称重装置显示的重量满足要求时,关闭料仓的开关门,将上料箱移动至下一个料仓,将另一个料仓的中另一种物料加入上料箱中;链条横移,通过下卡板带动上料箱和横移板车一同横移,当下卡轴移动到转向链轮的中心位置时,上料箱停止,下卡板绕下卡轴为中心转动,使下卡板旋转度;当上料箱横移时,上卡轴与上卡槽不接触,当上料箱停止,下卡板绕下卡轴为中心转动时,上卡轴两端分别进于两个上卡槽内,从而通过上卡轴带动上料箱向上移动,此时下卡板位于下卡轴的侧面,对上料箱进行侧面支撑,从而带动上料箱上升;链条带动上料箱提升到位后,驱动杆跟随上料箱上升撞击到到位挡块上,从而使驱动杆远离料箱门的一端向下转动,使料箱门打开,使上料箱中的物料流入混料箱中,完成上料操作;最后链条反转,将上料箱下降并横移至初始位置,以便下次上料。
15.本发明的有益效果为:本发明的一种pvc防水材料生产用原料上料结构及其使用方法,通过上料箱横向移动至各个料仓下方进行上料,并通过称重装置对上料进行精确控制,由于上料箱为横向移动,因此便于称重,上料完成后,通过链条带动上料箱上升,并通过提升到位自动开门装置打开料箱门,使上料箱中的物料通过料仓门流入混料箱中,本发明可以实现物料上料时的称重和自动上料,相较于现有技术可以大大节省人工,并且结构简
单,造价低。
附图说明
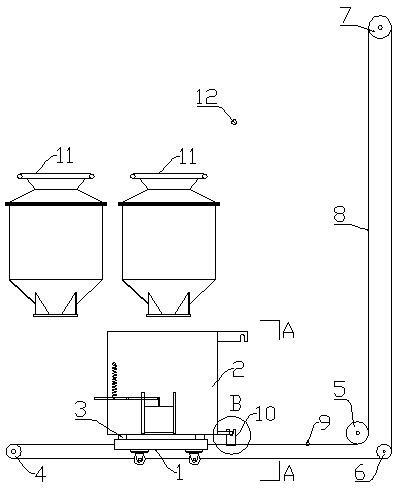
16.图1为本发明结构示意图;图2为本发明另一工作状态结构示意图;图3为本发明提升到位的时的结构示意图;图4为本发明a
‑
a面剖视图;图5为本发明上料箱正视图;图6为本发明图1中b部放大图;图7为本发明图2中c部放大图;图中所示:1、横移板车,2、上料箱,3、称重传感器,4、下端链轮,5、转向链轮,6、下转向链轮,7、上端链轮,8、链条, 9、上卡轴,10、下卡板,11、料仓,12、到位挡块,21、上料箱体,22、下卡轴,23、上卡板,24、料箱门,25、驱动杆,26、连接杆,27、弹簧。
具体实施方式
17.为能清楚说明本方案的技术特点,下面通过具体实施方式,对本方案进行阐述。
18.如图1~7所示,本发明的一种pvc防水材料生产用原料上料结构,包括链条8、横移板车1、放置在横移板车1上的上料箱2以及沿上料箱2横移方向依次设置的多个料仓11。
19.所述链条8为循环链,所述链条8包括水平横移段和竖直提升段,水平横移段和竖直提升段通过转向链轮5实现转向,竖直提升段的上端通过上端链轮7向下折返,折返后的下端通过下转向链轮6转向至水平横移段下方,转向后通过下端链轮4折返与水平横移段连接,所述上端链轮7与驱动电机连接,从而实现链条8的移动。
20.横移板车1上不带驱动装置,横移板车1位于水平横移段的上方且横移板车1横移方向与水平横移段平行。
21.本实施例中料仓11设置有两个,两个料仓11沿上料箱2横移方向依次设置,料仓11下端开有可开关门,上料箱2移动至相应料仓11下方时,打开相应料仓11的开关门,使料仓11中的物料落入上料箱2中,横移板车1和上料箱2之间装有称重装置,待称重装置显示的重量满足要求时,关闭料仓11的开关门,将上料箱2移动至下一个料仓11,将另一个料仓的中另一种物料加入上料箱2中。
22.所述称重装置包括固定在横移板车1上端面的称重传感器3,上料箱2的下端面设有与称重传感器3适配的凹槽,当上料箱2放置到称重传感器3上后,通过设置凹槽,使拉动上料箱2可以带动横移板车一同横移。
23.所述上料箱2包括上料箱体21以及固接在上料箱体21前端的下卡轴22,下卡轴22水平设置且与上料箱2横移方向垂直,下卡轴22位于上料箱体21前端的下端,所述下卡轴22设置有两个且分别位于链条8两侧,下卡轴22位于上料箱体21前方,与上料箱体21之间留有一定距离,下卡轴22端部通过连接板与上料箱体21焊接。
24.所述下卡轴22与转向链轮5的中心等高,所述链条8上固接有下卡板10,所述下卡板10上开有与下卡轴22适配的下卡槽,下卡板10设置有两个且分别与两个下卡轴22对应。
两个下卡板10分别位于链条8两侧,两个下卡板10通过连接板与链条8连接。
25.下卡槽设置在下卡板10的上端面,下卡轴22位于下卡槽内,下卡槽的深度大于下卡轴22的直径。
26.当链条8横移时,通过下卡板10带动上料箱2和横移板车1一同横移,由于下卡轴22与转向链轮5的中心等高,当下卡轴22移动到转向链轮5的中心位置时,上料箱2停止,下卡板10绕下卡轴22为中心转动,使下卡板旋转90度。
27.所述上料箱体21的前端固接有位于下卡轴22上方的上卡板23,所述上卡板23设置有两个且分别位于链条8两侧。
28.所述上卡板23上开有朝下开口的上卡槽,所述链条8上固接有与上卡槽适配的上卡轴9,上卡槽的深度大于上卡轴9的直径,上卡轴9的中部与链条8固接,上卡轴9位于下卡板10前方的链条8上,当上料箱2横移时,上卡轴9与上卡槽不接触,当上料箱2停止,下卡板10绕下卡轴22为中心转动时,上卡轴9两端分别进于两个上卡槽内,从而通过上卡轴9带动上料箱2向上移动,此时下卡板10位于下卡轴22的侧面,对上料箱2进行侧面支撑,从而带动上料箱2上升,此时上料箱2与横移板车1分离。
29.所述上料箱2还包括料箱门24以及提升到位自动开门装置,链条8带动上料箱2提升到位后,料箱门24位于混料箱上端的侧面,通过提升到位自动开门装置将料箱门24打开,使上料箱2中的物料呈抛物线流入混料箱中。然后链条8反转,将上料箱2下降并横移至初始位置,以便下次上料,上料箱2的下降动作与上升动作相反。
30.所述上料箱体21内设有倾斜的底板,所述底板的下端设置在料箱门24一侧。从而通过设置倾斜的底板,使上料箱体21内的物料全部通过料箱门24流出至混料箱。
31.所述料箱门24为设置在侧面的上下滑移门,所述提升到位自动开门装置包括铰接在上料箱体21上的驱动杆25,所述驱动杆25的一端与料箱门24连接,本实施例中驱动杆25与料箱门24通过连接杆26连接,连接杆26的两端分别铰接于驱动杆25和料箱门24。
32.还包括固定在提升到位处的到位挡块12,所述到位挡块12与驱动杆25另一端适配。上料箱2上升到位时,到位挡块12位于驱动杆25另一端的上方,驱动杆25跟随上料箱2上升撞击到到位挡块12上,从而使驱动杆25远离料箱门24的一端向下转动,使料箱门24打开。
33.所述提升到位自动开门装置还包括带动料箱门24关闭的弹簧27,弹簧27的上端连接在上料箱体21侧面,弹簧27的下端连接在驱动杆25远离料箱门24的一端。
34.一种pvc防水材料生产用原料上料结构的使用方法,包括如下步骤:多个料仓11沿上料箱2横移方向依次设置,料仓11下端开有可开关门,上料箱2移动至相应料仓11下方时,打开相应料仓11的开关门,使料仓11中的物料落入上料箱2中,横移板车1和上料箱2之间装有称重装置,待称重装置显示的重量满足要求时,关闭料仓11的开关门,将上料箱2移动至下一个料仓11,将另一个料仓的中另一种物料加入上料箱2中。
35.链条8横移时,通过下卡板10带动上料箱2和横移板车1一同横移,由于下卡轴22与转向链轮5的中心等高,当下卡轴22移动到转向链轮5的中心位置时,上料箱2停止,下卡板10绕下卡轴22为中心转动,使下卡板旋转90度。
36.当上料箱2横移时,上卡轴9与上卡槽不接触,当上料箱2停止,下卡板10绕下卡轴22为中心转动时,上卡轴9两端分别进于两个上卡槽内,从而通过上卡轴9带动上料箱2向上
移动,此时下卡板10位于下卡轴22的侧面,对上料箱2进行侧面支撑,从而带动上料箱2上升。
37.链条8带动上料箱2提升到位后,驱动杆25跟随上料箱2上升撞击到到位挡块12上,从而使驱动杆25远离料箱门24的一端向下转动,使料箱门24打开,使上料箱2中的物料呈抛物线流入混料箱中,完成上料操作。
38.最后链条8反转,将上料箱2下降并横移至初始位置,以便下次上料,上料箱2的下降动作与上升动作相反。
39.当然,上述说明也并不仅限于上述举例,本发明未经描述的技术特征可以通过或采用现有技术实现,在此不再赘述;以上实施例及附图仅用于说明本发明的技术方案并非是对本发明的限制,参照优选的实施方式对本发明进行了详细说明,本领域的普通技术人员应当理解,本技术领域的普通技术人员在本发明的实质范围内所做出的变化、改型、添加或替换都不脱离本发明的宗旨,也应属于本发明的权利要求保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。