1.本发明涉及精雕机技术领域,特别是涉及一种卧式冷磨精雕机。
背景技术:
2.精雕机为数控机床的一种,又称精密成形机或异形切割机等,其主要用于各种产品的精细加工和异形切割。
3.但是现有精雕机在加工过程中,需要对每一个待加工零件进行装夹才能便于后续的精雕加工,工作效率低下。
技术实现要素:
4.本发明的目的在于提供一种卧式冷磨精雕机,以解决上述问题。
5.为实现上述目的,本发明提供如下技术方案:一种卧式冷磨精雕机,包括:
6.底座;
7.立柱,竖直而立,固定设置于底座上端面;
8.横梁,通过立柱水平设置于所述底座的上方;
9.主轴,滑动设置于所述横梁上,所述主轴沿横梁水平往复滑动;
10.装夹装置,所述底座的上端面设置有装夹装置,所述装夹装置用于对待加工工件进行加工前的锁固。
11.作为本发明的一种改进,所述立柱由矿物铸件制成,所述立柱底部设置有用于与所述底座固接的铁板。
12.作为本发明的一种改进,所述装夹装置包括:
13.底板,设置于所述底座上端面;
14.第一方向定位锁固组件,对待装夹的工件在第一方向上实现定位锁固;
15.第二方向定位组件,对待装夹的工件在第二方向上实现定位。
16.作为本发明的一种改进,所述底板为方形板状结构,固定设置于所述主轴正下方。
17.作为本发明的一种改进,所述第一方向定位锁固组件包括:
18.左固定板,为l形板状结构,固定设置在所述底板的上端面;
19.右滑动锁固板,为l形板状结构,所述底板上端面开设有第一滑轨槽,所述右滑动锁固板在第一液压缸的驱动下沿第一滑轨槽在第一方向上往复滑动。
20.作为本发明的一种改进,所述第二方向定位组件包括:
21.定位推板,待装夹工件的一侧设置有两个定位推板,所述底板上端面开设有第二滑轨槽,所述定位推板沿第二滑轨槽在第二方向上往复滑动,所述定位推板上远离待装夹工件的侧边设有第一滑移斜边;
22.中间同步传递块,滑动设置于所述底板上端面,所述中间同步传递块的外侧边设有第二滑移斜边,所述第二滑移斜边与第一滑移斜边接触配合,所述底板上端面上端面开设有第三滑轨槽,所述中间同步传递块沿第三滑轨槽在第一方向上往复滑动;
23.x形联动杆组,由两个连杆交叉铰接而成,两个所述连杆通过设置在交叉部位的立柱转动设置在所述底板上方;
24.所述连杆的两端分为抵接推送端和滑动插接端,两个连杆交叉的部位与滑动插接端的距离大于与抵接推送端的距离;
25.所述抵接推送端为圆弧面,其与中间同步传递块的内侧边抵接;
26.两个连杆的滑动插接端共同插接在一个滑槽板上,所述滑槽板与第二液压缸固接,所述第二液压缸与所述底板固定连接;
27.所述连杆上靠近滑动插接端的部位还固接有抵接柱,所述抵接柱与中间同步传递块的内侧边抵接;
28.回位杆,两个中间同步传递块的外侧板还设置有回位杆,所述回位杆通过回位座滑动设置在所述底板上端面,所述回位杆沿第一方向滑动,所述回位杆外周套设有回位弹簧。
29.本发明的其它特征和优点将在随后的说明书中阐述,并且,部分地从说明书中变得显而易见,或者通过实施本发明而了解。本发明的目的和其他优点可通过在所写的说明书、权利要求书、以及附图中所特别指出的结构来实现和获得。
30.下面通过附图和实施例,对本发明的技术方案做进一步的详细描述。
附图说明
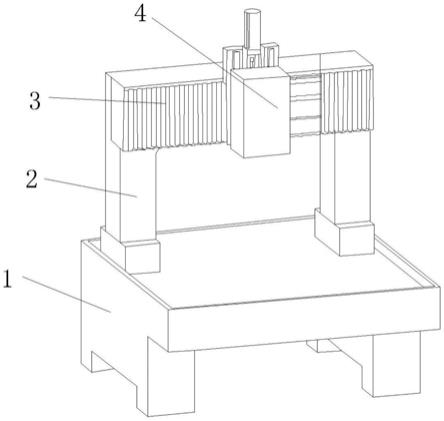
31.图1为本发明的结构示意图;
32.图2为本发明的正视图;
33.图3为本发明装夹装置的俯视图;
34.图4为本发明装夹装置的侧视图;
35.图5为本发明底板的俯视图。
36.图中各构件为:
37.1、底座,
38.2、立柱,
39.3、横梁,
40.4、主轴,
41.5、装夹装置,51、底板,
42.6、第一方向定位锁固组件,61、左固定板,62、右滑动锁固板,63、第一滑轨槽,64、第一液压缸,
43.7、第二方向定位组件,71、定位推板,711、第一滑移斜边,72、第二滑轨槽,73、中间同步传递块,731、第二滑移斜边,74、第三滑轨槽,75、x形联动杆组,76、滑槽板,77、第二液压缸,78、回位杆,79、回位座,710、回位弹簧,
44.8、待装夹工件,
45.9、连杆,91、铰接立杆,92、抵接推送端,93、滑动插接端,94、抵接柱。
具体实施方式
46.以下结合附图对本发明的优选实施例进行说明,应当理解,此处所描述的优选实
施例仅用于说明和解释本发明,并不用于限定本发明。
47.请参阅图1,一种卧式冷磨精雕机,包括:
48.底座1;
49.立柱2,竖直而立,固定设置于底座1上端面;
50.横梁3,通过立柱2水平设置于所述底座1的上方;
51.主轴4,滑动设置于所述横梁3上,所述主轴4沿横梁3水平往复滑动;
52.装夹装置5,所述底座1的上端面设置有装夹装置5,所述装夹装置5用于对待加工工件进行加工前的锁固。
53.所述立柱2由矿物铸件制成,所述立柱2底部设置有用于与所述底座1固接的铁板。
54.上述技术方案的工作原理及有益效果:本实施例提供的精雕机,由立柱2、横梁3构成一个整体精雕加工空间,利用沿横梁3水平往复滑动的主轴4对工件进行精雕加工,一般采用丝杠传动方式将主轴4滑动设置于所述横梁3上。在实际工作中,需要对每一个待加工零件进行装夹才能便于后续的精雕加工,工作效率低下,为此在工作台面上设置一装夹装置5,用于对各种不同规格形状的工件进行一次装夹到位,也就是对形状结构相同的同批零件只需一次装夹即可,从而节省了装夹时间,提高精雕的工作效率。
55.作为本发明的一个实施例,所述装夹装置5包括:
56.底板51,设置于所述底座1上端面;
57.第一方向定位锁固组件6,对待装夹的工件在第一方向上实现定位锁固;
58.第二方向定位组件7,对待装夹的工件在第二方向上实现定位。
59.所述底板51为方形板状结构,固定设置于所述主轴4正下方。
60.所述第一方向定位锁固组件6包括:
61.左固定板61,为l形板状结构,固定设置在所述底板51的上端面;
62.右滑动锁固板62,为l形板状结构,所述底板51上端面开设有第一滑轨槽63,所述右滑动锁固板62在第一液压缸64的驱动下沿第一滑轨槽63在第一方向上往复滑动。
63.所述第二方向定位组件7包括:
64.定位推板71,待装夹工件8的一侧设置有两个定位推板71,所述底板51上端面开设有第二滑轨槽72,所述定位推板71沿第二滑轨槽72在第二方向上往复滑动,所述定位推板71上远离待装夹工件8的侧边设有第一滑移斜边;
65.中间同步传递块73,滑动设置于所述底板51上端面,所述中间同步传递块73的外侧边设有第二滑移斜边,所述第二滑移斜边与第一滑移斜边接触配合,所述底板51上端面上端面开设有第三滑轨槽74,所述中间同步传递块73沿第三滑轨槽74在第一方向上往复滑动;
66.x形联动杆组75,由两个连杆9交叉铰接而成,两个所述连杆9通过设置在交叉部位的铰接立杆91转动设置在所述底板51上方;
67.所述连杆9的两端分为抵接推送端92和滑动插接端93,两个连杆9交叉的部位与滑动插接端93的距离大于与抵接推送端92的距离;
68.所述抵接推送端92为圆弧面,其与中间同步传递块73的内侧边抵接;
69.两个连杆9的滑动插接端93共同插接在一个滑槽板76上,所述滑槽板76与第二液压缸77固接,所述第二液压缸77与所述底板51固定连接;
70.所述连杆9上靠近滑动插接端93的部位还固接有抵接柱94,所述抵接柱94与中间同步传递块73的内侧边抵接;
71.回位杆78,两个中间同步传递块73的外侧板还设置有回位杆78,所述回位杆78通过回位座79滑动设置在所述底板51上端面,所述回位杆78沿第一方向滑动,所述回位杆78外周套设有回位弹簧。
72.上述技术方案的工作原理及有益效果:装夹装置5的作用是在对工件精雕前对不同形状的工件进行定位装夹。在装夹时主要是对其进行平面的定位装夹,因此将俯视平面内的x轴方向设为第一方向,y轴方向设为第二方向。
73.在第一方向上的定位主要是依靠第一方向定位锁固组件6来实现。其由两个相对设置的左固定板61、右滑动锁固板62来实现。通过第一液压缸64推动右滑动锁固板62向靠近左固定板61的方向移动靠近,实现左固定板61的定位功能,以及左固定板61、右滑动锁固板62二者相互挤压为形成的紧固力。
74.在第二方向上的定位则依靠第二方向定位组件7来实现。在实际操作中,首先利用第一方向定位锁固组件6进行第一方向的初定位(第一液压缸64提供一定程度的挤压力使工件能够紧贴左固定板61的同时,在第二方向上还能移动),随后利用第二方向定位组件7对工件在第二方向上进行定位,最后提高第一液压缸64提供的挤压力实现对工件的紧固。
75.在利用本实施例提供的第一方向定位锁固组件6进行定位的前提下,再对第二方向进行定位时,在直线移动偏差、角度偏差上的要求相对比较严格。也就是说如果简单的采用直线移动装置(比如液压缸直接推动定位板)对工件进行第二方向上的定位时,会很容易出现直线距离偏差,以及更为严重的角度偏差(角度偏差的存在就是工件的中线和实际的y轴存在一定的夹角)。为此本实施例提供第二方向定位组件7对工件进行第二方向上的定位。
76.在定位时,根据预设位移竖直,第二液压缸77推动滑槽板76移动(此处视为滑槽板76在附图3的方向坐标中向上移动)。滑槽板76在逐渐向上移动时,两个连杆9上的滑动插接端93分别向两侧移动,即由于两个连杆9在交叉叠放部位处通过铰接立杆91转动设置在所述底板51上方,两个连杆9共同构成的x形联动杆组75在移动功能上相当于一个联动构件。该联动构件在滑槽板76向上移动过程中,x形联动杆组75的张开角度逐渐变大,其抵接推送端92、抵接柱94分别将两个中间同步传递块73向互相远离的方向推动。由于定位推板71和中间同步传递块73之间存在第二滑移斜边与第一滑移斜边接触配合,因此中间同步传递块73向两侧移动时,两个定位推板71会同步同位移大小的向上移动,从而抵接工件实现在第二方向上的定位。
77.本实施例提供的第二方向定位组件7,由于x形联动杆组75作为一个联动机构,可有效避免定位时的角度偏差。同时由于x形联动杆组75张开角度的限制以及第二滑移斜边与第一滑移斜边有效配合长度的限制,在定位时可有效控制在直线移动偏差上的大小,使其直线移动偏差较小。
78.最后应说明的是:以上所述仅为本发明的优选实施例而已,并不用于限制本发明,尽管参照前述实施例对本发明进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的
保护范围之内中。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。