1.本发明涉及一种压装设备技术领域,特别是一种螺钉压装设备。
背景技术:
2.目前在机械制造行业中,有大量的零件需要进行螺钉压装,对于多个螺钉的装配一般是通过多个装配设备分别实现装配,这样使得加工工件的流程变得很长,降低了工作效率,于是市面上出现了一种可以将多个螺钉同时进行压装的压装设备,但是现有的压装设备无法有效防止漏装螺钉,无法有效记录压入时的压力,从而难以符合人们的使用要求。
技术实现要素:
3.本发明旨在至少解决现有技术中存在的技术问题之一。为此,本发明提出一种有效防止漏装螺钉的螺钉压装设备。
4.本发明的一种螺钉压装设备,其包括机架,所述机架上安装有工作台,所述工作台上设置有工件限位装置、工件夹装装置以及螺钉压装装置,所述螺钉压装装置为多个与工件螺钉安装位相对应的冲压缸,所述冲压缸上夹装有气压检测装置以及压力传感器,所述气压检测装置以及所述压力传感器与控制器连接,所述控制器可以根据实际需要输入相应的控制参数。
5.根据本发明实施例的一种螺钉压装设备,至少具有如下有益效果:本产品在冲压缸上加装有气压检测装置,气压检测装置用于螺钉压装后进行气密试验,检测是否存在漏气现象,当出现漏气现象,表明螺钉出现漏装,或压装不符合要求;当检测气密性符合要求,表明压装符合要求。另外,冲压缸还加装有压力传感器,压力传感器是用于检测螺钉压装时的压入的数值,保证冲压缸的压力保持一致,从而控制产品的压装质量。本产品实现了对工件压装结果的检测,提高了工件的装配效率。另外,保证了工件的装配质量。
6.根据本发明的一些实施例,所述工件夹装装置为夹装卡钳。
7.根据本发明的一些实施例,所述夹装卡钳为两个,分别位于工件中间位置。
8.根据本发明的一些实施例,所述工件限位装置为用于定位工件的限位凸台。
9.根据本发明的一些实施例,所述限位凸台为多个,分别对应工件的凹槽位。
10.根据本发明的一些实施例,所述控制器为液晶控制屏。
11.根据本发明的一些实施例,所述气压检测装置用于螺钉压装后进行气密试验,检测是否存在漏气现象。
12.根据本发明的一些实施例,所述压力传感器用于检测螺钉压装时的压入的数值。
13.根据本发明的一些实施例,所述冲压缸保证与工件螺钉安装位相互垂直。
14.根据本发明的一些实施例,所述机架加装有防护网。
15.本发明的附加方面和优点将在下面的描述中部分给出,部分将从下面的描述中变得明显,或通过本发明的实践了解到。
附图说明
16.下面结合附图和实施例对本发明做进一步的说明,其中:
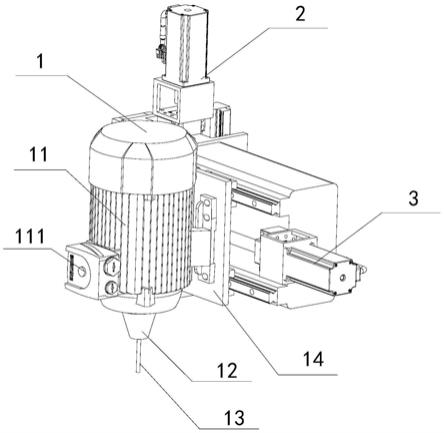
17.图1为本发明的结构示意图;
18.图2为图1的a处放大图。
具体实施方式
19.下面详细描述本发明的实施例,所述实施例的示例在附图中示出,其中自始至终相同或类似的标号表示相同或类似的元件或具有相同或类似功能的元件。下面通过参考附图描述的实施例是示例性的,仅用于解释本发明,而不能理解为对本发明的限制。
20.在本发明的描述中,需要理解的是,涉及到方位描述,例如上、下等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
21.在本发明的描述中,多个指的是两个以上。如果有描述到第一、第二只是用于区分技术特征为目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量或者隐含指明所指示的技术特征的先后关系。
22.本发明的描述中,除非另有明确的限定,设置、安装、连接等词语应做广义理解,所属技术领域技术人员可以结合技术方案的具体内容合理确定上述词语在本发明中的具体含义。
23.参照图1,一种螺钉压装设备,其包括机架1,机架1上安装有工作台2,工作台2上设置有工件限位装置5、工件夹装装置3以及螺钉压装装置4,螺钉压装装置4为多个与工件螺钉安装位相对应的冲压缸41,冲压缸41可以是气缸或油缸,从而实现多螺钉的同时压装,提高了压装效率。冲压缸41上加装有气压检测装置以及压力传感器,气压检测装置以及压力传感器与控制器6连接,控制器6可以根据实际需要输入相应的控制参数。
24.参照图2,本实施例的工件夹装装置3为夹装卡钳,为了保证产品夹装更为稳定,夹装卡钳为两个,分别位于工件中间位置。另外,为了方便定位放置,工件限位装置5为用于定位工件的限位凸台,限位凸台为多个,分别对应工件的凹槽位。压装前,首先将工件7放置在限位装置5上,由于工件7的中部为镂空,所以夹装卡钳可以从工件7中部伸出,并夹装在工件7的边缘,为了夹装更为牢固,两夹装卡钳可以错位进行设置。
25.本实施例中,控制器6为液晶控制屏,人们可以根据实际需要输入相应的控制参数,气压检测装置用于螺钉压装后进行气密试验,检测是否存在漏气现象,当出现漏气现象,表明螺钉出现漏装,或压装不符合要求。至于压力传感器是用于检测螺钉压装时的压入的数值,保证冲压缸41的压力保持一致,从而控制产品的压装质量。
26.本实施例中,由于工件7的工件螺钉安装位为倾斜设置,所以为了保证冲压缸41与工件螺钉安装位保持相互垂直,冲压缸41同样采用倾斜设置。
27.本实施例中,为了保证产品的安全性,机架1加装有防护网11。
28.本产品的工作原理是:本产品在冲压缸41上加装有气压检测装置,气压检测装置用于螺钉压装后进行气密试验,检测是否存在漏气现象,当出现漏气现象,表明螺钉出现漏装,或压装不符合要求;当检测气密性符合要求,表明压装符合要求。另外,冲压缸41还加装
有压力传感器,压力传感器是用于检测螺钉压装时的压入的数值,保证冲压缸41的压力保持一致,从而控制产品的压装质量。本产品实现了对工件压装结果的检测,提高了工件的装配效率。另外,保证了工件的装配质量。
29.以上详细描述了本发明的较佳具体实施例。应当理解,本领域的普通技术人员无需创造性劳动就可以根据本发明的构思作出诸多修改和变化。因此,凡本技术领域中技术人员依本发明的构思在现有技术的基础上通过逻辑分析、推理或者有限的实验可以得到的技术方案,皆应在由权利要求书所确定的保护范围内。
技术特征:
1.一种螺钉压装设备,其特征在于:包括机架(1),所述机架(1)上安装有工作台(2),所述工作台(2)上设置有工件限位装置(5)、工件夹装装置(3)以及螺钉压装装置(4),所述螺钉压装装置(4)为多个与工件螺钉安装位相对应的冲压缸(41),所述冲压缸(41)上加装有气压检测装置以及压力传感器,所述气压检测装置以及所述压力传感器与控制器(6)连接,所述控制器(6)可以根据实际需要输入相应的控制参数。2.根据权利要求1所述的一种螺钉压装设备,其特征在于:所述工件夹装装置(3)为夹装卡钳。3.根据权利要求2所述的一种螺钉压装设备,其特征在于:所述夹装卡钳为两个,分别位于工件中间位置。4.根据权利要求1所述的一种螺钉压装设备,其特征在于:所述工件限位装置(5)为用于定位工件的限位凸台。5.根据权利要求4所述的一种螺钉压装设备,其特征在于:所述限位凸台为多个,分别对应工件的凹槽位。6.根据权利要求1所述的一种螺钉压装设备,其特征在于:所述控制器(6)为液晶控制屏。7.根据权利要求1所述的一种螺钉压装设备,其特征在于:所述气压检测装置用于螺钉压装后进行气密试验,检测是否存在漏气现象。8.根据权利要求1所述的一种螺钉压装设备,其特征在于:所述压力传感器用于检测螺钉压装时的压入数值。9.根据权利要求1所述的一种螺钉压装设备,其特征在于:所述冲压缸(41)保证与工件螺钉安装位相互垂直。10.根据权利要求1所述的一种螺钉压装设备,其特征在于:所述机架(1)加装有防护网(11)。
技术总结
本发明公开了一种螺钉压装设备,其包括机架,所述机架上安装有工作台,所述工作台上设置有工件限位装置、工件夹装装置以及螺钉压装装置,所述螺钉压装装置为多个与工件螺钉安装位相对应的冲压缸,所述冲压缸上夹装有气压检测装置以及压力传感器,所述气压检测装置以及所述压力传感器与控制器连接,所述控制器可以根据实际需要输入相应的控制参数,本产品实现了对工件压装结果的检测,提高了工件的装配效率。另外,保证了工件的装配质量。保证了工件的装配质量。保证了工件的装配质量。
技术研发人员:张智辉
受保护的技术使用者:广东鸿特精密技术(台山)有限公司
技术研发日:2021.09.30
技术公布日:2021/12/2
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。