1.本发明实施例涉及电动牙刷技术领域,尤其涉及一种具有简易电芯的电动牙刷的自动化组装设备。
背景技术:
2.电动牙刷是一种自动牙刷,通过电动牙刷的快速旋转或振动,使刷头产生高频振动,瞬间将牙膏分解成细微泡沫,深入清洁牙缝,与此同时,刷毛的颤动能促进口腔的血液循环,对牙龈组织有按摩效果。
3.随着生活水平的不断提高,电动牙刷受到越来越多人的青睐,目前电动牙刷的牙刷机芯生产过程中的装配组装环节大多数人工进行的,组装过程中包括将电池、电机装入到支架内、装上pcb板并将pcb板与电池电机连接等一系列操作,人工作业低下,从而影响到企业的生产效率。
技术实现要素:
4.本发明为解决上述背景技术中提出的牙刷机芯组装效率低下的技术问题,提供了一种具有简易电芯的电动牙刷的自动化组装设备。
5.本发明提供了一种具有简易电芯的电动牙刷的自动化组装设备,包括机架、装设在所述机架上的输送装置、依次沿所述输送装置的输送方向设置的用于对铁芯进行插针及绕线的插针绕线装置、用于将完成插针绕线的铁芯装入支架内的铁芯装入装置、用于对机芯进行组装的机芯组装装置、用于将组装完成的机芯装入到支架上的铁芯内的电机装配装置、用于将电池装入支架内的电池装入装置、用于将电机罩装入电机上的电机罩装入装置、用于将pcb板装在载电机上且使pcb板与电池电机相连的pcb板组装装置及用于将组装完成的牙刷机芯进行下料的下料装置。
6.进一步地,所述输送装置包括至少一条输送机构;所述输送机构包括多个牙刷输送座、装设在所述机架上用于输送所述牙刷输送座的上层输送组、设置在所述上层输送组正下方用于输送牙刷输送座的下层输送组、设置在所述上层输送组一端用于将牙刷输送座从下层输送组移动到上层输送组的输送座上移组及位于所述上层输送组另一端将所述牙刷输送座从上层输送组移动到所述下层输送组的输送座下移组。
7.进一步地,所述上层输送组包括装设在所述机架上的上输送座导轨、装设在所述机架上的上层输送动力件、与所述上层输送动力件的输出端相连的上层输送架及装设在所述上层输送架上用于推动所述牙刷输送座在所述上输送座导轨上定向移动的多个推动件;所述推动件包括推动座及可转动装设在所述推动座上的推动板;所述推动板包括一端与推动座轴接的平坦部及与所述平坦部相连的推动部;所述推动部远离所述推动座的一面设有倾斜导向面且所述推动部与所述推动座之间设有复位弹性件;所述下层输送组包括包括下输送座导轨、滑动装设在所述下输送座导轨上的多个输送托座及用于驱动所述输送托座在所述下输送座导轨上定向移动的下输送带。
8.进一步地,所述机芯组装装置包括包胶机架、装设在所述包胶机架上的旋转作业台、分别装设在所述包胶机架上且沿着所述旋转作业台的周向依次设置的上的上屏蔽罩装配机构、磁铁装设机构、下屏蔽罩装设机构及将组装好的机芯输送至输送装置上的机芯移动机构;所述旋转作业台包括装设在所述包胶机架上的旋转动力件及与所述旋转动力件的输出端相连的旋转盘;所述旋转盘上放置有多个轴芯放置座。
9.进一步地,所述上屏蔽罩装配机构包括轴芯输送组件、用于上料上屏蔽罩的上屏蔽罩上料盘、用于将上屏蔽罩从所述上屏蔽罩上料盘上夹取装入到轴芯输送组件上的轴芯上的上屏蔽罩装入组件、将所述上屏蔽罩铆压在轴芯上的上屏蔽罩铆压组件及将组装好上屏蔽罩的轴芯夹取放入到所述旋转作业台上的第一转移组件。
10.进一步地,所述磁铁装设机构包括装设在依次沿着所述旋转作业台周向设置的第一注胶组件、第一磁铁装入组件、第二磁铁装入组件及第二注胶组件;所述下屏蔽罩装设机构装设在所述包胶机架上的下屏蔽罩上料盘、用于将下屏蔽罩夹取装入到轴芯上的下屏蔽罩装入组件及用于将下屏蔽罩铆压在轴芯上的下屏蔽罩铆压组件;所述机芯移动机构包括装设在所述包胶机架上的机芯转向组件、用于将机芯从所述旋转作业台上夹起并放置到所述机芯转向组件上的第二转移组件及将机芯从所述机芯转向组件上夹取移动到所述电机装配装置上的第三转移组件。
11.进一步地,所述铁芯装入装置包括装设在所述机架上用于将支架上料到输送装置上的支架上料机构、用于在支架上的铁芯放置位置注胶的铁芯注胶机构及用于将铁芯从所述插针绕线装置夹取并移动放入到支架上的铁芯放置位置的铁芯装入机构;所述支架上料机构包括支架上料盘、装设在所述机架上的支架上料架、装设在所述支架上料架上的支架y轴移动组、装设在所述支架y轴移动组上的支架z轴移动组及装设在所述支架z轴移动组上的支架夹爪。
12.进一步地,所述铁芯注胶机构包括跨设在所述输送装置上的铁芯注胶机架、装设在所述铁芯注胶机架上的铁芯注胶y轴移动组、装设在所述铁芯注胶y轴移动组上的铁芯注胶z轴移动组及装设在所述铁芯注胶z轴移动组上的铁芯注胶器;所述铁芯装入机构包括装设在所述机架上的铁芯放置工位、跨设在所述输送装置上的铁芯y轴移动组、装设在所述铁芯y轴移动组上的铁芯z轴移动组及装设在所述铁芯z轴移动组上的铁芯夹取爪。
13.进一步地,所述电机装配装置包括装设在所述机架上的机芯输送带及跨设在所述输送装置上的机芯装入机构。
14.进一步地,所述机芯装入机构包括跨设在所述输送装置上的机芯装入架、装设在所述机芯装入架上的机芯y轴移动组、装设在所述机芯y轴移动组上的机芯z轴移动组、装设在所述机芯z轴移动组上的机芯旋转组及装设在所述机芯旋转组上的机芯夹爪。
15.采用上述的技术方案,本发明具有至少以下益效果是:本发明通过输送装置对组装过程中的各部件进行输送,通过所述支架上料装置将支架放置于输送装置上,并依次由所述铁芯装入装置将经插针绕线装置插针绕线后的铁芯装入支架内、由所述电机装配装置将经所述机芯组装装置组装完成的机芯装入到支架内的铁芯内、通过所述电池装入装置将电池组装到支架内、并通过所述pcb板组装装置将pcb板装在支架上并实现与电池及电机的
连接,最终通过所述下料装置将组装完成的电机进行下料,从而完成对牙刷的全自动组装。
附图说明
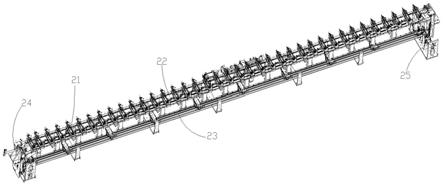
16.图1为本发明具有简易电芯的电动牙刷的自动化组装设备的输送装置的一个立体图。
17.图2为本发明的输送装置的上层输送组一个立体图。
18.图3为本发明的推动件装设在上层输送架上的一个立体图。
19.图4为本发明的推动件的一个立体图。
20.图5为本发明的输送座限位组的一个立体图。
21.图6为本发明的下层输送组的一个立体图。
22.图7为本发明的输送座上移组的一个立体图。
23.图8为本发明的铁芯装入装置及电机装配装置的一个立体图。
24.图9为本发明的支架上料机构的一个立体图。
25.图10为本发明的铁芯注胶机构的一个立体图。
26.图11为本发明的铁芯装入机构的一个立体图。
27.图12为本发明的机芯装入机构的一个立体图。
28.图13为本发明的机芯夹爪的一个立体图。
29.图14为本发明的机芯组装装置的一个立体图。
30.图15为本发明的旋转作业台的一个立体图。
31.图16为本发明的上屏蔽罩装配机构去掉上屏蔽罩上料盘及上屏蔽罩装入组件的一个立体图。
32.图17为本发明的上屏蔽罩上料盘及上屏蔽罩装入组件的一个立体图。
33.图18为本发明的第一转移组件的一个立体图。
34.图19为本发明的第一磁铁转入组件及磁铁上料组件的一个立体图。
35.图20本发明的第二转移组件及机芯转向组件的一个立体图。
36.图21为本发明的第三转移组件的一个立体图。
具体实施方式
37.下面通过具体实施方式结合附图对本发明作进一步详细说明。应当理解下面通过参考附图描述的实施例是示例性的,旨在用于解释本发明,而不能理解为对本发明的限制,而且,在不冲突的情况下,本发明中的实施例中的特征是可以相互结合的。
38.如图1
‑ꢀ
19所示,一种具有简易电芯的电动牙刷的自动化组装设备,包括机架1、装设在所述机架上的输送装置、依次沿所述输送装置的输送方向设置的用于对铁芯进行插针及绕线的插针绕线装置、用于将完成插针绕线的铁芯装入支架内的铁芯装入装置、用于对机芯进行组装的机芯组装装置、用于将组装完成的机芯装入到支架上的铁芯内的电机装配装置、用于将电池装入支架内的电池装入装置、用于将电机罩装入电机上的电机罩装入装置、用于将pcb板装在载电机上且使pcb板与电池电机相连的pcb板组装装置及用于将组装完成的牙刷机芯进行下料的下料装置。
39.本实施例中,通过输送装置2对组装过程中的各部件进行输送,通过所述支架上料
装置将支架放置于输送装置2上,并依次由所述铁芯装入装置将经插针绕线装置插针绕线后的铁芯装入支架内、由所述电机装配装置将经所述机芯组装装置组装完成的机芯装入到支架内的铁芯内、通过所述电池装入装置将电池组装到支架内、并通过所述pcb板组装装置将pcb板装在支架上并实现与电池及电机的连接,最终通过所述下料装置将组装完成的电机进行下料,从而完成对牙刷的全自动组装。
40.在一个具体实施例中,所述输送装置2包括至少一条输送机构;所述输送机构包括多个牙刷输送座21、装设在所述机架1上用于输送所述牙刷输送座21的上层输送组22、设置在所述上层输送组22正下方用于输送牙刷输送座21的下层输送组23、设置在所述上层输送组22一端用于将牙刷输送座21从下层输送组23移动到上层输送组22的输送座上移组及位于所述上层输送组22另一端将所述牙刷输送座21从上层输送组22移动到所述下层输送组23的输送座下移组;本实施例中,所述牙刷输送座21上设有用于装配牙刷的装配工位,起到对装配过程中对相应部件的输送作用,所述上层输送组22用于输送装有正在组装中的牙刷机芯部件(每个工序中装的牙刷机芯部件不同,如电池组装装置5中,输送的为装有电机的支架或已经将电池装入到已经装有电机的支架内),使得在输送过程中,各装置可以对牙刷输送座21内的半成品进行装配相应的部件,所述下层输送组23用于将空置的牙刷输送座21输送回牙刷机芯装配的第一道工序的位置,所述输送座下移组用于将空置的牙刷输送座21(已完成相应装配的牙刷机芯或半成品已被移走)从上层输送组22移动到下层输送组23上,所述输送座上移组用于将空置的牙刷输送座21从下层输送组23移动到上层输送组22上,从而起到继续输送的作用,如此往复,提高输送效率。
41.在一个可选实施例中,当所述输送机构有多条时,所述输送装置2还包括有转运机构;所述转运机构用于将前序工序中的输送机构上的牙刷机芯装配半成品转运到下一道工序的输送机构上的牙刷输送座21上。
42.在一个具体实施例中,所述上层输送组22包括装设在所述机架1上的上输送座导轨221、装设在所述机架1上的上层输送动力件222、与所述上层输送动力件222的输出端相连的上层输送架223及装设在所述上层输送架223上用于推动所述输送座在所述上输送座导轨221上定向移动的多个推动件224;所述推动件224包括推动座2241及可转动装设在所述推动座2241上的推动板2242;所述推动板2242包括一端与推动座2241轴接的平坦部22421及与所述平坦部22421相连的推动部22422;所述推动部22422远离所述推动座2241的一面设有倾斜导向面22423且所述推动部22422与所述推动座2241之间设有复位弹性件;本实施例中,所述上层输送动力件222驱动所述上层输送架223带动所述上层输送架223上的推动件224运动,从而使得所述推动件224能够推动所述牙刷输送座21在上输送座导轨221上定向移动,实现对所述牙刷输送座21的输送,所述上层输送动力件222为气缸加丝杆组成,当所述上层输送动力件222到达最大行程后,所述丝杆需带动所述上层输送架223回复运动,此时所述平坦部22421先通过所述牙刷输送座21下端,之后所述输送组顺着所述导向面22423逐渐将所述推动板往所述推动座内部下压,并使得推动座内部的复位弹性件受压迫发生弹性形变,当所述推动件224后退至所述牙刷输送座21解除对推动部22422的压迫作用后,所述推动部22422在所述复位弹性件的回复弹力作用下回复到初始状态,从而能够继续推动牙刷输送座21移动,所述上层输送组22还包括输送座限位组,所述输送座限位组包括装设在机架上的多个输送座限位动力件225,及与所述输送座限位动力件225的输出端相
连的输送座限位件226;所述输送座限位件225在所推动件224做回复移动时能够将牙刷输送座21卡在所述上输送座导轨221上保持不动。
43.在一个具体实施例中,所述下层输送组23包括包括下输送座导轨231、滑动装设在所述下输送座导轨231上的多个输送托座232及用于驱动所述输送托座232在所述下输送座导轨231上定向移动的下输送带233,本实施例中,所述下输送带上固定连接有托座对接板;通过所述托座对接板推动所述输送托座232在所述下输送座导轨231上定向移动,从而带动所述牙刷输送座21在所述下输送座导轨231上定向移动,从而将控空置的牙刷输送座21输送从所述输送座下移组25的一端移动到所述输送座上一组24的一端。
44.在一个具体实施例中,所述输送座上移组24包括装设在所述机架1上的输送座上移机架241、装设在所述输送座上移机架241上的输送座上移导轨243、装设在所述输送座上移导轨243上的输送座上移托板244及用于驱动所述输送座上移托板244在所述输送座上移导轨243上定向移动的输送座上移动力件242,本实施例中,所述输送座上移托板244通过托住所述牙刷输送座21(输送座两端凸出于所述输送托座232)的两端,从而可以将所述牙刷输送座21托起,实现牙刷输送座21的上移,所述输送座下移组25的结构与所述输送座上移组24的结构相同,此处不再赘诉。
45.在一个具体实施例中,所述机芯组装装置包括包胶机架31、装设在所述包胶机架31上的旋转作业台32、分别装设在所述包胶机架31上且沿着所述旋转作业台32的周向依次设置的上的上屏蔽罩装配机构、磁铁装设机构、下屏蔽罩装设机构及将组装好的机芯输送至输送装置上的机芯移动机构;本实施例中,所述上屏蔽罩装配机构、磁铁装设机构、下屏蔽罩装设机构及机芯移动机构依次轴向设置在所述旋转作业台32四周,使得可以依次将上屏蔽罩、磁铁及下屏蔽罩按工序装配到轴芯上,从而完成对机芯的组装;本实施例中,所述机芯包括轴芯、装设在所述轴芯的上下表面的屏蔽罩及装设在所述轴芯的左右侧面的磁铁组成。
46.在一个具体实施例中,所述旋转作业台32包括装设在所述包胶机架31上的旋转动力件323及与所述旋转动力件323的输出端相连的旋转盘321;所述旋转盘321上放置有多个轴芯放置座322;本实施例中,所述旋转盘321上装设有多个轴芯放置座322,从而可以将待组装的轴芯放置定位在轴芯放置座322上,从而在所述上屏蔽罩装配机构将上屏蔽罩装入到轴芯上后可以由所述上屏蔽罩装配机构将装有上屏蔽罩的轴芯夹取到与所述上屏蔽罩装配机构对应位置的轴芯放置座322上,由所述旋转动力件323驱动所述旋转盘321旋转,从而将该轴芯放置座322转动到所述磁铁装设机构下方,同时将空置的轴芯放置座322旋转到所述上屏蔽罩装配机构下方,同理在装有上屏蔽罩、磁铁的轴芯经由所述旋转动力件323旋转到所述下屏蔽罩转配机构的下方时,所述磁铁装设机构、所述上屏蔽罩装设机构也可同步作业,从而提高装配效率。
47.在一个具体实施例中,所述上屏蔽罩装配机构包括轴芯输送组件331、用于上料上屏蔽罩的上屏蔽罩上料盘332、用于将上屏蔽罩从所述上屏蔽罩上料盘332上夹取装入到轴芯输送组件331上的轴芯上的上屏蔽罩装入组件333、将所述上屏蔽罩铆压在轴芯上的上屏蔽罩铆压组件334及将组装好上屏蔽罩的轴芯夹取放入到所述旋转作业台32上的第一转移组件335;本实施例中,所述轴芯输送组件331包括装设在所述包胶机架31上用于上料轴芯的轴芯y轴移动组3311、装设在所述轴芯y轴移动组3311的轴芯z轴移动组3312、及装设在所
述轴芯z轴移动组3312上的轴芯夹取组3313、用于输送轴芯的轴芯输送带3314;所述上屏蔽罩装入组件333包括装设在所述包胶机架31上的上屏蔽罩x轴移动组3331、装设在所述上屏蔽罩x轴移动组3331上的上屏蔽罩z轴移动组3332及装设在所述上屏蔽罩z轴移动组3332上的上屏蔽罩移动吸附组;所述上屏蔽罩铆压组件334包括跨设在所述轴芯输送带3314上的上屏蔽罩铆压机架3341、装设在所述上屏蔽罩铆压机架3341上的上屏蔽罩铆压动力件3342及与所述上屏蔽罩铆压动力件3342的输出端相连的上屏蔽罩铆压板3343;所述第一转移组件335包括装设在所述包胶机架31上的第一转移x轴移动组3351、装设在所述第一转移x轴移动组3351上的第一转移z轴移动组3352、装设在所述第一转移z轴移动组3352上的第一轴芯翻转动力件3353及与所述第一轴芯翻转动力件3353的输出端相连的第一转移夹爪3354,在对上屏蔽罩进行组装时,所述轴芯y轴移动组3311、所述轴芯z轴移动组3312及所述轴芯夹取组3313三者配合将轴芯夹取放入到所述轴芯输送带3314上,接着所述上屏蔽罩x轴移动组3331、所述上屏蔽罩z轴移动组3332及所述上屏蔽罩移动吸附组三者配合将上屏蔽罩从上屏蔽罩上料盘332上吸附起来,并移动到输送带上的轴芯上方,将上屏蔽罩压入到轴芯上(轴芯上下两端的表面上设有轴芯凸起柱;上屏蔽罩及下屏蔽罩设有与凸起柱搭配的屏蔽罩定位孔,将屏蔽罩定位孔与轴芯凸起柱相配合,从而从到初步固定),并由所述轴芯输送带3314将装有上屏蔽罩的轴芯输送到所述上屏蔽罩铆压组件334的下方,由所述上屏蔽罩铆压动力件3342驱动所述上屏蔽罩铆压板3343下压,从而将凸出于屏蔽罩定位孔上的轴芯凸起柱压平,从而将上屏蔽罩与轴芯铆压固定在一起,完成对上屏蔽罩的装配工作,接着所述第一转移x轴移动组3351、第一转移z轴移动组3352及所述第一转移夹爪3354三者配合运动将输送带上装有上屏蔽罩的轴芯夹起,并由所述第一机芯翻转动力件将轴芯翻面,使得装有上屏蔽罩的一面朝下,待装下屏蔽罩的一面朝上,并继续由所述第一转移x轴移动组3351、第一转移z轴移动组3352及所述第一转移夹爪3354三者配合运动将其移动到所述旋转作业台32上的轴芯放置座322上。
48.在一个具体实施例中,所述磁铁装设机构包括装设在依次沿着所述旋转作业台32周向设置的第一注胶组件341、第一磁铁装入组件342、第二磁铁装入组件343及第二注胶组件344;所述下屏蔽罩装设机构装设在所述包胶机架31上的下屏蔽罩上料盘351、用于将下屏蔽罩夹取装入到轴芯上的下屏蔽罩装入组件352及用于将下屏蔽罩铆压在轴芯上的下屏蔽罩铆压组件353;本实施例中,所述第一注胶组件341包括装设在所述包胶机架31上的第一注胶y轴移动组、装设在所述第一注胶y轴移动组上的第一注胶z轴移动组及装设在所述第一注胶z轴移动组上的两个第一注胶器;所述第一磁铁装入组件342包括第一磁铁移动组3421、装设在所述第一磁铁移动组3421上的第一磁铁z轴移动组3422及装设在所述第一磁铁z轴移动组3422上的第一磁铁夹爪3423;所述下屏蔽罩装入组件352包括装设在所述包胶机架31上的下屏蔽罩上料盘351、装设在所述包胶机架31上的下屏蔽罩移动组、装设在所述下屏蔽罩移动组上的下屏蔽罩z轴移动组及装设在所述下屏蔽罩z轴移动组上的下屏蔽罩夹爪;所述下屏蔽罩铆压组件353包括装设在所述包胶机架31上的下屏蔽罩铆压机架、装设在所述下屏蔽罩铆压机架上的下屏蔽罩铆压动力件及装设在所述下屏蔽罩铆压动力件上的下屏蔽罩铆压板;所述第二磁铁装入组与所述第一磁铁装入组结构相同、所述第二注胶组件344与所述第一注胶组件341的结构相同,此处不对第二注胶组件344及第二磁铁装入组件343展开描述,具体工作时,两个所述第一注胶管在所述第一注胶y轴移动组及所述第
一注胶z轴移动组的配合下,移动到所述旋转工作台上对应的轴芯放置座322上端,通过两个第一注胶管分别在装有上屏蔽罩的轴芯两侧注入胶水,接着由所述旋转工作台将该轴芯转动到所述第一磁铁装入组下端,此时经由所述第一磁铁移动组3421及所述第一磁铁z轴移动组3422的配合下,由所述第一磁铁夹爪3423夹取的第一磁铁,装入到轴芯的第一侧面,并继续由所述旋转工作台将该轴芯转动到所述第二铁装入组下端,由第二磁铁装入组将第二磁铁装入轴芯的第二侧面,同理,由所述第二注胶组件344再次注胶,以将第一磁铁及第二磁铁固定在轴芯上边。
49.在一个具体实施例中,装有第一磁铁及第二磁铁的轴芯由所述旋转工作台移动到所述下屏蔽罩装入组件352的位置后,所述下屏蔽罩移动组及所述下屏蔽罩z轴移动组配合驱动所述下屏蔽罩夹爪从所述下屏蔽罩上料盘351上夹取起下屏蔽罩,并将下屏蔽罩移动装入到轴芯上,并在所述旋转工作台将装有下屏蔽罩的轴芯移动到下屏蔽罩铆压组件353对应的位置上后,所述下屏蔽罩铆压动力件驱动所述下屏蔽罩铆压板下压,从而将下屏蔽罩铆压固定在轴芯上,从而完成对机芯的组装。
50.所述机芯移动机构包括装设在所述包胶机架31上的机芯转向组件361、用于将组装好的机芯从所述旋转作业台32上夹起并放置到所述机芯转向组件361上的第二转移组件362及将机芯从所述机芯转向组件361上夹取移动到所述电机装配装置上的第三转移组件363;所述机芯转向组件361包括装设在所述包胶机架31上的转向架3611、装设在 所述转向架3611上的装箱动力件与所述转向动力件3612的输出端相连的转向工位3613;所述第二转移组件362包括装设在所述包胶机架31上的第二转移x轴移动组3621、装设在所述第二转移x轴移动组3621上的第二转移z轴移动组3622及装设在所述第二转移夹爪3623;所述第三转移移动组包括装设在所述包胶机架31上的第三转移y轴移动组3631、装设在所述第三转移y轴移动组3631上的第三转移z轴移动组3632及装设在所述第三转移z轴移动组3632上的第三转移夹爪3633具体的,当所述机芯在所述旋转作业台32上装配完成后,所述第二转移x轴移动组3621配合所述第二转移z轴移动组3622驱动所述第二转移夹爪3623从所述旋转作业台32上夹取机芯,并将其移动到所述转向工位3613上,由所述转向动力件3612驱动所述转向工位3613转动,从而将机芯转向,方便电机组装时装配,接着所述第三转移y轴移动组3631配合所述第三转移z轴移动组3632驱动所述第三转移夹爪3633从所述转向工位3613上夹起机芯,从而输送到所述电机装配装置上。
51.在一个具体实施例中,所述磁铁装设机构还包括磁铁上料组件,所述磁铁上料组件有两个,分别设置在所述包胶机架31上与第一磁铁上料组件及所述第二磁铁上料组件相邻的位置,所述磁铁上料组件包括磁铁上料机架3455、设置在所述磁铁上料机架3455上的磁铁存放架、设置在所述磁铁上料架3451上的磁铁放置位3454、用于推动磁铁从所述磁铁上料架3451往磁铁放置位3454上移动的磁铁推动动力件3452及与所述磁铁推动动力件3452的输出端相连的磁铁推动板3453,本实施例中,所述磁铁存放架与所述磁铁上料架3451相连的一端设有供所述磁铁推动板3453穿过的穿过槽,所述穿过槽能够容纳一个第一磁铁或第二磁铁通过,所述磁铁存放架内设有叠好的多个磁铁,所述磁铁推动动力件3452能够驱动所述磁铁推动板3453穿过所述穿过槽,并将磁铁存放架最底端的磁铁推入到磁铁放置位3454上,供所述第一磁铁装入组件342或第二磁铁装入组件343夹取,从而完成磁铁的上料,当最底端的磁铁上料完后,最底端上边的磁铁则在重力的作用下下落到最底端,等
待下一次上料。
52.在一个具体实施例中,所述铁芯装入装置包括装设在所述机架上用于将支架上料到输送装置上的支架上料机构41、用于在支架上的铁芯放置位置注胶的铁芯注胶机构421及用于将铁芯从所述插针绕线装置夹取并移动放入到支架上的铁芯放置位置的铁芯装入机构43;本实施例中,所述支架上料机构41将支架夹取放到所述输送装置上,接着所述铁芯注胶机构421往支架上的铁芯放置位注入快干胶,最后所述铁芯装入机构43从所述插针绕线装置上夹取已经插针并绕线完成的铁芯放置到支架上的铁心放置位上,从而完成对铁芯的装入作业。
53.在一个具体实施例中,所述支架上料机构41包括支架上料盘411、装设在所述机架上的支架上料架412、装设在所述支架上料架412上的支架y轴移动组413、装设在所述支架y轴移动组413上的支架z轴移动组414及装设在所述支架z轴移动组414上的支架夹爪425;本实施例中,所述支架上料盘411用于对支架进行上料,在对支架上料到输送装置时,所述支架y轴移动组413及所述支架z轴移动组414配合驱动所述支架夹爪425移动到所述支架上料盘411上并夹起支架,并继续由所述支架y轴移动组413及所述支架z轴移动组414配合下驱动移动到所述输送装置上的牙刷输送座上端,从而将支架放入到牙刷输送座内。
54.在一个具体实施例中,所述铁芯注胶机构421包括跨设在所述输送装置上的铁芯注胶机架421、装设在所述铁芯注胶机架421上的铁芯注胶y轴移动组422、装设在所述铁芯注胶y轴移动组422上的铁芯注胶z轴移动组423及装设在所述铁芯注胶z轴移动组423上的铁芯注胶器424;本实施例中,在将铁芯装入支架内前,需要先在支架的铁芯放置位置上注入快干胶,具体的,所述铁芯注胶y轴移动组422及所述铁芯注胶z轴移动组423配合驱动所述铁芯注胶器424移动到所述输送装置上的支架上端,并由所述铁芯注胶器424往支架的相应位置注入快干胶,接着注有快干胶的支架在所述输送装置的驱动下移动到所述铁芯装入机构43的位置处,由所述铁芯装入机构43将铁芯装入到支架内的相应位置。
55.在一个具体实施例中,所述铁芯装入机构43包括装设在所述机架上的铁芯放置工位、跨设在所述输送装置上的铁芯y轴移动组431、装设在所述铁芯y轴移动组431上的铁芯z轴移动组432及装设在所述铁芯z轴移动组432上的铁芯夹取爪433;本实施例中,所述插针绕线装置将插针并饶好线的铁芯放置在所述铁芯放置工位上,所述铁芯夹取爪433在所述铁芯y轴移动组431及所述铁芯z轴移动组432的配合驱动下移动到所述铁芯放置工位上方,并夹起铁芯放置工位内的铁芯,接着继续由所述所述铁芯y轴移动组431及所述铁芯z轴移动组432的配合驱动下移动到所述输送装置上已经涂好快干胶的支架上端,并将铁芯放置进入到支架的相应位置,从而完成对铁芯的装配作业流程。
56.在一个具体实施例中,所述电机装配装置包括装设在所述机架上的机芯输送带52及跨设在所述输送装置上的机芯装入机构51;所述机芯装入机构51包括跨设在所述输送装置上的机芯装入架511、装设在所述机芯装入架511上的机芯y轴移动组512、装设在所述机芯y轴移动组512上的机芯z轴移动组513、装设在所述机芯z轴移动组513上的机芯旋转组514及装设在所述机芯旋转组514上的机芯夹爪515,本实施例中,所述机芯组装装置将机芯放置到所述机芯输送带52上,接着所述机芯夹爪515在所述机芯y轴移动组512、机芯z轴移动组513及机芯旋转组514的配合下移动到所述机芯输送带52上端,并夹起装配好的机芯,继续由所述机芯y轴移动组512、机芯z轴移动组513的配合下移动到装好铁芯的支架上端,
此时所述机芯旋转组514驱动所述机芯旋转组514相对于所述机芯轴移动组上的装配板转动,使得所述机芯夹爪515带动机芯倾斜,方便机芯的轴芯穿过所述支架头部的穿出孔,接着在所述机芯y轴移动组512、机芯z轴移动组513及机芯旋转组514的配合下将机芯放置进入到铁芯内,并由机芯上螺丝机构进行螺丝紧固,从而完成对电机的装配操作。
57.在一个具体实施例中,所述机芯夹爪515上装有机芯定位件516,所述机芯定位件516远离所述进线夹爪的一端设有机芯定位爪517,所述机芯定位爪517的形状与机芯表面相适配,在所述机芯夹爪515对机芯进行夹取时,所述机芯定位爪517先抵住机芯的表面,接着位于所述机芯定位爪517两侧的夹爪再夹住机芯,从而在所述机芯旋转组514调整机芯的装入角度时,能够保证机芯的稳定性,从而提高机芯装入支架内的精准性。
58.尽管已经显示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实例进行多种变化、修改、替换和变形,本发明的范围由所附权利要求及其等同范围限定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。