一种cr12mov镶块现场焊接工艺
技术领域
1.本发明涉及模具镶块焊接技术领域,尤其涉及一种cr12mov镶块现场焊接工艺。
背景技术:
2.cr12mov材料属于高碳高铬莱氏体钢,其具有高淬透性、高淬硬性、高耐磨性、热处理变形小等优点。目前,cr12mov材料主要用于汽车模具领域——用于制作成各种形状的修边镶块、翻边镶块等零件。cr12mov材料加工成镶块成品后,需要经过淬火回火热处理,才能提高其硬度、强度和韧性。
3.汽车模具在实际生产使用过程中,由于模具长时间使用后的磨损,厂家车型更新导致的产品外形线、型面有局部修改等原因,需要对cr12mov镶块成品轮廓和型面的再次修改。当cr12mov材料镶块成品需要再次修改轮廓和型面时,需要对cr12mov材料镶块成品进行焊接(补焊)。
4.现有的对于cr12mov材料镶块成品的焊接(补焊)处理,为了保证焊接(补焊)处理后的镶块的硬度、强度和韧性,需要在焊接前将cr12mov材料镶块成品放入加热箱式炉中进行升温,并保温若干小时。之后对才能cr12mov材料镶块成品进行焊接工作,否则焊接区域都会出现开裂现象。然而,由于很多冲压现场没有加热箱式炉,使得cr12mov镶块进行热处理和焊接工作就很麻烦,进而导致花费较多的人力和时间,还会带来其他不便——cr12mov镶块现场焊接工艺都是在冲压线附近进行。如果用专用保温设备(如加热箱式炉)保温后进行焊接,需要车辆运输镶块至冲压线上,同时占用保温设备直到所有镶块焊接完成。
技术实现要素:
5.本发明的目的是提供一种cr12mov镶块现场焊接工艺,利用该工艺,无需加热箱式炉即可在冲压现场完成cr12mov镶块的焊接,大幅提高了工作效率。
6.本发明解决上述技术问题的技术方案是:一种cr12mov镶块现场焊接工艺,其特征在于,包括以下步骤:
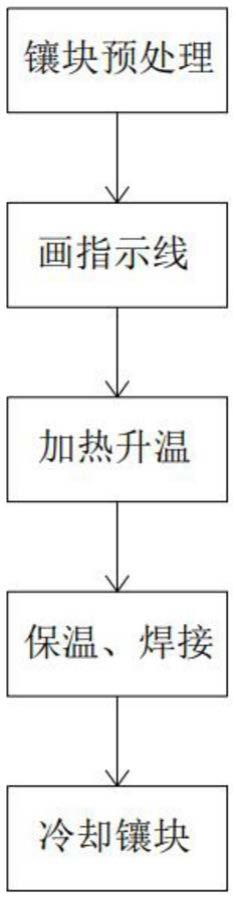
7.一、镶块预处理:对待焊接镶块表面进行清洁,并确定焊接区;
8.二、画指示线:用2b铅笔在待焊接镶块的表面上勾画多条指示线;
9.三、加热升温:采用两把焊炬共同加热待焊接镶块,直至待焊接镶块上勾画的指示线淡化消失;
10.四、保温、焊接:保留一把焊炬继续加热待焊接镶块焊接区的相对侧,保持待焊接镶块温度不下降的同时对待焊接镶块进行焊接,直至焊接完成;
11.五、冷却镶块:完成焊接的镶块自然冷却至常温即可。
12.作为本发明的更进一步改进,所述步骤一具体包括以下步骤:
13.s1、对待焊接镶块表面进行清洁;
14.s2、确定焊接区;
15.s3、在焊接区开坡口。
16.作为本发明的更进一步改进,所述步骤二具体包括以下步骤:
17.s1、用2b铅笔沿待焊接镶块的刃口线,在刃口线的两个侧面勾画垂直于刃口线的指示线,指示线末端与焊接区距离50mm;
18.s2、在待焊接镶块表面的空白处补画指示线;
19.s3、在待焊接镶块的焊接区补画指示线,使该处的指示线呈交叉状。
20.作为本发明的更进一步改进,所述步骤二中,相邻指示线之间的间距为25mm
‑
30mm。
21.作为本发明的更进一步改进,所述步骤二中,指示线的宽度为2mm
‑
3mm。
22.作为本发明的更进一步改进,所述步骤三中,需要将待焊接镶块的温度升至400℃以上。
23.作为本发明的更进一步改进,所述步骤四中,采用焊条电弧焊对待焊接镶块进行焊接处理。
24.作为本发明的更进一步改进,所述步骤四中,采用手工钨极氩弧焊对待焊接镶块进行焊接处理。
25.作为本发明的更进一步改进,所述2b铅笔的笔芯的制作材料包括石墨粉和黏土。
26.作为本发明的更进一步改进,所述焊炬选用乙炔焊炬。
27.技术效果
28.与现有技术相比,本发明的一种cr12mov镶块现场焊接工艺的优点为:
29.1、该方法中,首先,需要将待焊接镶块表面清洁干净,让工作人员确认焊接区。然后,工作人员利用2b铅笔在待焊接镶块表面勾画指示线。接着,工作人员利用两把焊炬共同灼烧待焊接镶块,2b铅笔勾画的指示线在高温灼烧下逐渐淡化,直至消失,完成待焊接镶块的加热。到了这个时候,工作人员会保留一把焊炬继续从焊接区的相对侧加热待焊接镶块,并同时对焊接区进行焊接处理。最后,完成焊接的镶块只需待其自然冷却即可。
30.该方法通过“焊炬 2b铅笔勾画的指示线”代替加热箱式炉的方式,完成对cr12mov镶块进行加热保温,从而进行模具的修复/修改,可以在没有加热箱式炉的前提下,在冲压现场完成对cr12mov镶块的焊接。这能大大节省了cr12mov镶块的热处理和焊接时间,提高修模效率。同时,此焊接工艺利用焊炬对cr12mov镶块进行加热保温,不影响镶块的使用寿命。
31.2、对待焊接镶块表面进行清洁,能避免待焊接镶块表面遗留的杂质对后续焊接过程产生不良影响。同时也方便工作人员确定焊接区,保证焊接质量。在焊接区开坡口,能方便后续的焊接。
32.3、在待焊接镶块表面的空白处补画指示线,以便使用焊炬火焰照射指示线时,满足待焊接镶块整体温度不要差异太大的要求。
33.4、焊接区的指示线呈交叉状,能够保证当焊接区的指示线消失时,焊接区的温度已达到了cr12mov镶块的焊接要求。
34.通过以下的描述并结合附图,本发明将变得更加清晰,这些附图用于解释本发明的实施例。
附图说明
35.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
36.图1为本发明的工艺流程框图。
37.图2为待焊接镶块画好指示线时的状态图;
38.图3为焊炬加热待焊接镶块时的工作状态图;
39.图4为焊接待焊接镶块时的工作状态图。
40.其中:1
‑
待焊接镶块;2
‑
指示线;3
‑
焊炬;4
‑
刃口线;5
‑
电焊钳。
具体实施方式
41.为了使本发明的目的、技术方案及优点更加清楚明白,以下结合附图,对本发明进一步详细说明。显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
42.现在参考附图描述本发明的实施例。
43.实施例
44.如图1
‑
4所示,本发明公开了一种cr12mov镶块现场焊接工艺,包括以下步骤:
45.一、镶块预处理:对待焊接镶块1表面进行清洁,并确定焊接区;
46.二、画指示线:用2b铅笔在待焊接镶块1的表面上勾画多条指示线2;
47.三、加热升温:采用两把焊炬3共同加热待焊接镶块1,直至待焊接镶块1上勾画的指示线2淡化消失;
48.四、保温、焊接:保留一把焊炬3继续加热待焊接镶块1焊接区的相对侧,保持待焊接镶块1温度不下降的同时对待焊接镶块1进行焊接,直至焊接完成;
49.五、冷却镶块:完成焊接的镶块自然冷却至常温即可。
50.该方法中,首先,需要将待焊接镶块1表面清洁干净,让工作人员确认焊接区。然后,工作人员利用2b铅笔在待焊接镶块表面勾画指示线2。接着,工作人员利用两把焊炬3共同灼烧待焊接镶块1,2b铅笔勾画的指示线2在高温灼烧下逐渐淡化,直至消失,完成待焊接镶块1的加热。到了这个时候,工作人员会保留一把焊炬3继续从焊接区的相对侧加热待焊接镶块1,并同时对焊接区进行焊接处理。最后,完成焊接的镶块只需待其自然冷却即可。
51.该方法通过“焊炬3 2b铅笔勾画的指示线2”代替加热箱式炉的方式,完成对cr12mov镶块进行加热保温,从而进行模具的修复/修改,可以在没有加热箱式炉的前提下,在冲压现场完成对cr12mov镶块的焊接。这能大大节省了cr12mov镶块的热处理和焊接时间,提高修模效率。同时,此焊接工艺利用焊炬3对cr12mov镶块进行加热保温,不影响镶块的使用寿命。
52.其中,步骤一具体包括以下步骤:
53.s1、对待焊接镶块1表面进行清洁;
54.s2、确定焊接区;
55.s3、在焊接区开坡口。
56.对待焊接镶块1表面进行清洁,能避免待焊接镶块1表面遗留的杂质对后续焊接过程产生不良影响。同时也方便工作人员确定焊接区,保证焊接质量。在焊接区开坡口,能方便后续的焊接。
57.同时,步骤二具体包括以下步骤:
58.s1、用2b铅笔沿待焊接镶块1的刃口线4,在刃口线4的两个侧面勾画垂直于刃口线4的指示线2,指示线2末端与焊接区距离50mm;
59.s2、在待焊接镶块1表面的空白处补画指示线2,以便使用焊炬3火焰照射指示线2时,满足待焊接镶块1整体温度不要差异太大的要求;
60.s3、在待焊接镶块1的焊接区补画指示线2,使该处的指示线2呈交叉状,能够保证当焊接区的指示线消失时,焊接区的温度已达到了cr12mov镶块的焊接要求。
61.步骤二中,相邻指示线2之间的间距为25mm
‑
30mm。指示线2的宽度为2mm
‑
3mm。
62.步骤三中,需要将待焊接镶块1的温度升至400℃以上。
63.步骤四中,电焊钳5采用焊条电弧焊或手工钨极氩弧焊对待焊接镶块1进行焊接处理。
64.本实施例中,2b铅笔的笔芯的制作材料包括石墨粉和黏土。焊炬3选用乙炔焊炬。具体的,焊炬3的型号为h01
‑
12a型。
65.本实施例中,关于指示线2受热变淡消失指示待焊接镶块1的温度以达到合适的焊接温度的原理如下:
66.该方法中,采用的2b铅笔的化学成分属于石墨材料,在cr12mov镶块上画线会留下黑色的痕迹——指示线2。铅笔的笔芯是采用石墨粉与适量黏土按照一定比例制成。石墨是一种深灰色,质软且有滑腻感的矿物质,石墨自身的熔点为3652℃。而乙炔焊炬火焰下温度为3000℃。因此,在乙炔焊炬的火焰照射下,石墨未达到其熔点,因而痕迹并没有溶解。
67.但是,cr12mov材料制作的待焊接镶块1会逐渐升温。在待焊接镶块1的升温过程中,cr12mov材料受热温度达到400℃时会开始与石墨发生反应,逐渐转化生成金属碳化物——与cr12mov材料颜色一致。同时,这个反应过程会随着cr12mov材料温度的升高而逐渐加速。因此,当指示线2消失时,即表明cr12mov材料的温度已经达到400℃以上,而400℃恰好是cr12mov材料制作的镶块能否进行焊接的临界值。
68.以上结合最佳实施例对本发明进行了描述,但本发明并不局限于以上揭示的实施例,而应当涵盖各种根据本发明的本质进行的修改、等效组合。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。