1.本实用新型涉及电力器材领域,尤其涉及一种绝缘子锌环加工设备。
背景技术:
2.绝缘子是架空输电线路中一种重要的配套零件,其在架空输电线路中起着两个基本作用,即支撑导线和防止电流回地,绝缘子安装在不同电位的导体之间或导体与地电位构件之间,能够耐受电压和机械应力作用,以保证输电线路的正常运行使用。
3.用于高压直流输电线路中的绝缘子包括瓷件,瓷件上方安装有铁帽,铁帽的下沿与瓷件之件有间隙,由于绝缘子表面持续泄漏电流,会对处于电解腐蚀正极的铁帽造成腐蚀,影响绝缘子的使用寿命,因此,需要在铁帽上设置防腐部件,通常是在铁帽与绝缘子间隙中间放置一个锌环,但是现有的锌环生产设备自动化程度较低,通常需要大量人工,费时费力,提高了生产成本,因此如何发明一种新型绝缘子锌环加工设备成为本领域内技术人员亟待解决的问题。
技术实现要素:
4.本实用新型的目的是提供一种绝缘子锌环加工设备,解决上述技术问题。
5.本实用新型采用如下技术方案:
6.本实用新型一种绝缘子锌环加工设备,包括第一挤压装置、第二挤压装置和锌环成型装置,所述第一挤压装置包括安装架、上压轮、下压轮和辅助轮,所述下压轮和上压轮设置在所述安装架上,所述安装架的左右两侧均焊接有辅助轮组安装板,每块所述辅助轮组安装板上设置数个相互配合的辅助轮,所述安装架左侧的辅助轮组安装板的最左端设置有与锌丝配合的物料导入块;所述第二挤压装置的结构与所述第一挤压装置相同,所述第二挤压装置的右侧设置有锌环成型装置,所述锌环成型装置包括编码器、第一压弯轮、第二压弯轮和切刀,所述编码器设置在所述第二挤压装置右侧的辅助轮组安装板的右侧,所述编码器的右侧设置相互配合的第一压弯轮和第二压弯轮以及由气缸驱动的切刀。
7.进一步的,所述第一挤压装置和第二挤压装置之间还设置有停顿装置,所述停顿装置包括支架和行程开关,所述支架上开设有供锌丝通过的方形长孔,所述方形长孔的下端设置有行程开关,所述行程开关与所述第一挤压装置的驱动装置连接。
8.进一步的,所述上压轮通过滑块设置在所述安装架上,所述滑块上设置有上压轮顶丝。
9.进一步的,所述辅助轮组安装板上具体设置有6个所述辅助轮,3个所述辅助轮处于锌丝的上方、另外3个辅助轮处于锌丝的下方。
10.进一步的,所述辅助轮能够通过辅助轮顶丝实现竖直方向的位置的调节。
11.进一步的,所述编码器与所述气缸和第二挤压装置的驱动装置电连接。
12.进一步的,所述第一挤压装置采用普通电机和齿轮箱驱动上压轮和下压轮转动;所述第二挤压装置采用伺服电机和齿轮箱驱动上压轮和下压轮转动。
13.进一步的,所述物料导入块上开设有与所述锌丝配合的通孔。
14.进一步的,所述上压轮和下压轮上开设有互相配合的凹槽,能够将截面为圆形的锌丝挤压成截面为三角形的锌丝。
15.与现有技术相比,本实用新型的有益技术效果:
16.本实用新型绝缘子锌环加工设备通过设置第一挤压装置、停顿装置、第二挤压装置和锌环成型装置实现了绝缘子锌环的加工,自动化程度较高,节省了人工的用量;本实用新型绝缘子锌环加工设备通过设置第一挤压装置和第二挤压装置能够更好的将截面为圆形的锌丝挤压成截面为三角形的锌丝,以便与绝缘子更好的贴合;本实用新型绝缘子锌环加工设备通过编码器来控制锌丝经过的长度,当锌环为270
°
时通过气缸驱动切刀自动切断。总的来说,本实用新型绝缘子锌环加工设备自动化程度高,节省了人工,降低了生产成本,提高了生产效率。
附图说明
17.下面结合附图说明对本实用新型作进一步说明:
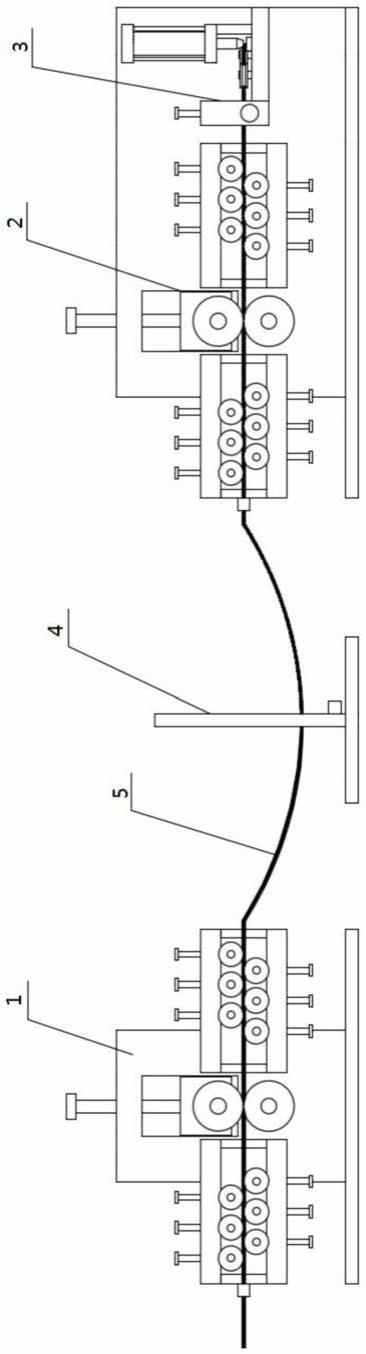
18.图1为本实用新型绝缘子锌环加工设备结构示意图;
19.图2为第一挤压装置;
20.图3为第二挤压装置和锌环成型装置;
21.图4为停顿装置侧视图;
22.图5为停顿装置正视图。
23.附图标记说明:1、第一挤压装置;101、安装架;102、滑块;103、上压轮;104、下压轮;105、上压轮顶丝;106、辅助轮组安装板;107、辅助轮;108、辅助轮顶丝;109、物料导入块;2、第二挤压装置;3、锌环成型装置;301、编码器;302、第一压弯轮;303、第二压弯轮;304、气缸;305、切刀;4、停顿装置;401、支架;402、方形长孔;403、行程开关;5、锌丝。
具体实施方式
24.如图1至5所示,一种绝缘子锌环加工设备,包括第一挤压装置1、第二挤压装置2和锌环成型装置3。
25.如图2所示,所述第一挤压装置1包括安装架101、上压轮103、下压轮104和辅助轮107,所述下压轮104和上压轮103设置在所述安装架101上,所述安装架101的左右两侧均焊接有辅助轮组安装板106,每块所述辅助轮组安装板106上设置数个相互配合的辅助轮107,所述安装架101左侧的辅助轮组安装板106的最左端设置有与锌丝5配合的物料导入块109。
26.所述物料导入块109上开设有与所述锌丝5配合的通孔。防止锌丝5偏移,影响设备工作。
27.所述第二挤压装置2的结构与所述第一挤压装置1相同。
28.如图3所示,所述第二挤压装置2的右侧设置有锌环成型装置3,所述锌环成型装置3包括编码器301、第一压弯轮302、第二压弯轮303和切刀305,所述编码器301设置在所述第二挤压装置2右侧的辅助轮组安装板106的右侧,所述编码器301的右侧设置相互配合的第一压弯轮302和第二压弯轮303以及由气缸304驱动的切刀305。
29.如图1、图4和图5所示,所述第一挤压装置1和第二挤压装置2之间还设置停顿装置
4,所述停顿装置4包括支架401和行程开关403,所述支架401上开设有供锌丝5通过的方形长孔402,所述方形长孔402的下端设置有行程开关403,所述行程开关403与所述第一挤压装置1的驱动装置连接。
30.所述上压轮103通过滑块102设置在所述安装架101上,所述滑块102上设置有上压轮顶丝105。
31.如图2和图3所示,所述辅助轮组安装板106上具体设置有6个所述辅助轮107,3个所述辅助轮107处于锌丝5的上方、另外3个辅助轮107处于锌丝5的下方。所述辅助轮107能够通过辅助轮顶丝108实现竖直方向的位置的调节。
32.所述编码器301与所述气缸304和第二挤压装置2的驱动装置电连接。
33.所述第一挤压装置1采用普通电机和齿轮箱驱动上压轮103和下压轮104转动,降低成本;所述第二挤压装置2采用伺服电机和齿轮箱驱动上压轮103和下压轮104转动,配合编码器301精确控制锌环的切断角度。
34.所述上压轮103和下压轮104上开设有互相配合的凹槽,能够将截面为圆形的锌丝5挤压成截面为三角形的锌丝5。
35.本实用新型的动作过程如下:
36.首先,截面为圆形的锌丝5从第一挤压装置1的左端进入,经过第一挤压装置1的上压轮103和下压轮104后,截面初步发生变化;
37.然后,锌丝5从停顿装置4上的方形长孔402的上部通过,不接触行程开关;
38.之后,锌丝5从第二挤压装置2的左端进入,经过第二挤压装置2的上压轮103和下压轮104后,截面完全成为三角形;
39.之后,锌丝5依次通过编码器301、第一压弯轮302和第二压弯轮303,当锌环的角度为270
°
时,编码器301发出信号,第二挤压装置2的驱动装置停止工作,气缸304驱动切刀305将锌环切断,第一挤压装置1和第二挤压装置2之间的锌丝5产生冗余触发行程开关403,第一挤压装置1的驱动装置停止工作;
40.最后,第二挤压装置2的动力装置恢复工作,第一挤压装置1和第二挤压装置2之间的锌丝5的冗余减小,行程开关403复位,第一挤压装置1的动力装置恢复工作,此后进入下一个锌环的生产并重复上述过程。
41.以上所述的实施例仅是对本实用新型的优选方式进行描述,并非对本实用新型的范围进行限定,在不脱离本实用新型设计精神的前提下,本领域普通技术人员对本实用新型的技术方案做出的各种变形和改进,均应落入本实用新型权利要求书确定的保护范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。