1.本实用新型涉及车削加工用工装夹具,特别是一种新型钟型罩同心车削夹具。
背景技术:
2.图1是钟型罩的立体结构示意图,图2是钟型罩的纵向剖视结构示意图。该钟型罩50主要安装在电机的前端,并套设在联轴器的外部,起到保护联轴器的作用。
3.由于钟型罩50一端的定位止口53与电机前端面直接相配合连接,因此对其加工精度要求非常高。
4.此外,电机的前端轴上安装有联轴器,该联轴器的一端也设有与之相匹配的联轴器,两个联轴器相互耦合,形成传动机构,该传动机构的外围即由上述钟型罩50进行防护。因两个联轴器相互耦合连接,这就要求钟型罩50一端的定位止口53与自身另一端的车削孔51的同心度、跳动等必须在有效的公差范围内,否则随着电机的运转,会产生振动,造成钟型罩50破裂,进而失去对联轴器的保护作用。
5.目前,钟型罩50都是装夹在卧式车床上进行加工的,加工时以定位止口53进行定位,然后对钟型罩50另一端的车削孔51进行车削加工。由于定位止口53本身具有一定的安装公差,再加上车床自身的旋转跳动,致使车削孔51的同心度很不稳定,很难将加工精度控制在规定的范围内,从而影响后续客户端的安装,被投诉的事件时有发生。
技术实现要素:
6.本实用新型要解决的技术问题是,提供一种能够提高钟型罩车削孔的加工精度,提升加工效率,减少不良品的生产,进而大大节省生产成本的新型钟型罩同心车削夹具。
7.本实用新型的技术解决方案是,提供一种具有以下结构的新型钟型罩同心车削夹具,包括卡爪、托板、卡盘、卡盘固定板以及用于安装在立式车床工作台上的大工件定位板,所述卡盘固定板装在大工件定位板的顶部,所述卡盘装在卡盘固定板的顶部,所述卡爪有若干个,且沿卡盘的轴线圆周均匀安装在卡盘的顶部,所述卡盘的侧壁上设有扳手插孔,当将扳手插入扳手插孔内进行拧动时,若干卡爪可沿卡盘的径向同时向内或向外运动;所述卡爪的顶部设有若干用于卡在钟型罩端部定位止口内壁上的台阶ⅰ,所述托板装在卡盘的顶部,托板的周壁上设有供卡爪向上穿出,并沿径向往复运动的开口槽;所述托板的顶面上设有若干螺纹孔ⅰ,当将钟型罩放置到托板的顶面上后,螺纹孔ⅰ与钟型罩定位止口边沿处的螺钉孔相对应。
8.本实用新型所述的一种新型钟型罩同心车削夹具,其中,所述托板的顶面上设有若干环形台阶ⅱ,各环形台阶ⅱ的高度从中心向边沿依次降低,所述螺纹孔ⅰ位于环形台阶ⅱ上。
9.本实用新型所述的一种新型钟型罩同心车削夹具,其中,所述大工件定位板的顶面上设有若干环形台阶ⅲ,各环形台阶ⅲ的高度从中心向边沿依次降低,所述环形台阶ⅲ上设有若干螺纹孔ⅱ,当将钟型罩放置到大工件定位板顶面上后,螺纹孔ⅱ与钟型罩定位
止口边沿处的螺钉孔相对应。
10.采用以上结构后,与现有技术相比,本实用新型一种新型钟型罩同心车削夹具具有以下优点:本实用新型通过设计由卡爪、托板、卡盘、卡盘固定板以及大工件定位板组成的结构,使得钟型罩能够在立式车床上进行加工;当将待加工的钟型罩放置到托板的顶面上后,通过拧动插入扳手插孔内的扳手,可使若干卡爪沿卡盘的径向同时向外运动,并借助台阶ⅰ卡设在定位止口的内壁上,实现对钟型罩的自动找中心撑紧定位,最后向螺钉孔和螺纹孔ⅰ内插入螺钉,对钟型罩此时的位置进行紧固,这样,在对钟型罩顶端的车削孔进行车削加工时,可充分保证车出的车削孔与定位止口的同心度以及跳动都在规定的公差范围内,这与现有技术相比,大大提高了加工精度,提升了加工效率,降低了不良品的产出,进而节省了生产成本。
附图说明
11.图1是现有钟型罩的立体结构示意图;
12.图2是图1中钟型罩的纵向剖视结构示意图;
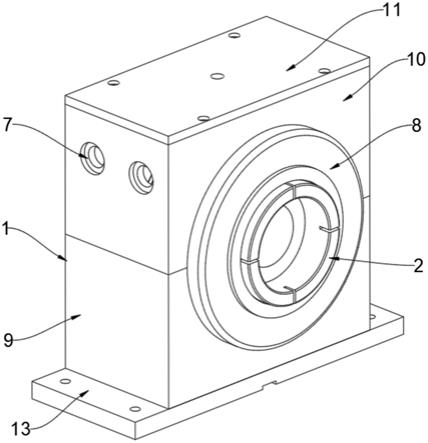
13.图3是本实用新型一种新型钟型罩同心车削夹具的立体结构示意图;
14.图4是将待加工的钟型罩放置到托板顶面上,对钟型罩顶部的车削孔进行车削加工时的立体结构示意图;
15.图5是图3中大工件定位板的立体结构示意图。
具体实施方式
16.下面结合附图和具体实施方式对本实用新型一种新型钟型罩同心车削夹具作进一步详细说明:
17.如图3所示,在本具体实施方式中,本实用新型一种新型钟型罩同心车削夹具,包括卡爪14、托板13、卡盘12、卡盘固定板11以及用于安装在立式车床工作台上的大工件定位板10。卡盘固定板11通过螺钉装在大工件定位板10的顶部;卡盘12通过螺钉装在卡盘固定板11的顶部;卡爪14有三个,且沿卡盘12的轴线圆周均匀安装在卡盘12的顶部;卡盘12的侧壁上设有扳手插孔121,当将扳手插入扳手插孔121内进行拧动时,三个卡爪14可沿卡盘12的径向同时向内或向外运动,这里三个卡爪14的同步传动是通过小圆锥齿轮、大圆锥齿轮、设置在大圆锥齿轮顶面上的螺纹槽以及设置在卡爪14底部与螺纹槽相配合的凸齿实现的,具体的传动结构与常规车床上三爪卡盘的传动结构类似,故不在此赘述。
18.卡爪14的顶部设有若干用于卡设在钟型罩端部定位止口53(见图2)内壁上的台阶ⅰ141;托板13通过螺钉装在卡盘12的顶部,托板13的周壁上设有供卡爪14向上穿出,并沿径向往复运动的开口槽131;开口槽131的数量与卡爪14的数量相对应,也有三个,以避开与卡盘12上的卡爪14产生干涉。
19.结合图4,托板13的顶面上设有若干螺纹孔ⅰ133,当将待加工的钟型罩50放置到托板13的顶面上后,螺纹孔ⅰ133与钟型罩定位止口53边沿处的螺钉孔52相对应。
20.托板13的顶面上设有若干环形台阶ⅱ132,各环形台阶ⅱ132的高度从中心向边沿依次降低,螺纹孔ⅰ133位于环形台阶ⅱ132上。直径不同的环形台阶ⅱ132,便于工人快速识别不同规格钟型罩50的放置范围,方便作业。
21.因为钟型罩50有大小不同的各种规格,所以在卡爪14、托板13上设置有若干台阶,使不同规格的钟型罩50对应着各自的位置,然后再利用卡爪14对此种规格的钟型罩50进行自动找中心撑紧定位,最后利用螺钉对钟型罩50进行紧固后加工,从而保证车出的车削孔51和定位止口53的同心度以及跳动都在规定的公差范围内,充分提高加工精度。
22.大工件定位板10的顶面上设有若干环形台阶ⅲ101,各环形台阶ⅲ101的高度从中心向边沿依次降低,环形台阶ⅲ101上设有若干螺纹孔ⅱ102。这些环形台阶ⅲ101属于一种定位台阶,当车削加工精度不高的大型钟型罩50时,可将卡爪14、托板13、卡盘12和卡盘固定板11等拆除,仅留大工件定位板10,如图5所示,然后将钟型罩50直接放置到大工件定位板10的顶面上,使螺纹孔ⅱ102与钟型罩定位止口53边沿处的螺钉孔52相对应,向螺钉孔52和螺纹孔ⅱ102内插入螺钉,对钟型罩此时的位置进行紧固,这样即可对精度要求不高的钟型罩顶端的车削孔进行车削加工。
23.上述托板13和大工件定位板10的顶面上都能放置钟型罩50,以及撑紧定位和紧固钟型罩50的结构设计,使得本实用新型车削夹具可以两用,即利用自身装拆的灵活性,既可以加工精度要求比较高的钟型罩,也可以将卡爪14、托板13、卡盘12和卡盘固定板11等拆除,仅留大工件定位板10来加工精度要求不高的大型钟型罩。
24.以上所述的实施例仅仅是对本实用新型的优选实施方式进行描述,并非对本实用新型的范围进行限定,在不脱离本实用新型设计精神的前提下,本领域普通技术人员对本实用新型的技术方案作出的各种变形和改进,均应落入本实用新型的保护范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。