1.本实用新型涉及上料装置技术领域,尤其涉及一种汽车板件冲压用自动上料装置。
背景技术:
2.汽车的板件在冲压时,需要对钢片实现上料,现有市场上的钢片上料结构,无法对表面平整度不好的钢片实现冲压前矫正,从而导致后期需要对钢片进行再次的处理,才能够符合规定,同时平整度不高的钢片在冲压时,易出现冲压尺寸偏差的问题,导致次品率提高。
技术实现要素:
3.本实用新型的目的是为了解决现有技术中存在的钢片上料结构,无法对表面平整度不好的钢片实现冲压前矫正导致后期需要对钢片进行再次的处理的问题,以及平整度不高的钢片在冲压时,易出现冲压尺寸偏差导致次品率高的问题。
4.为了实现上述目的,本实用新型提供一种汽车板件冲压用自动上料装置,包括两组支架,两组所述支架呈平行设置,两组所述支架上平行设置有限位结构,两组所述限位结构之间转动设置有钢卷,两组所述支架的相对一侧中部转动设置有两个圆轴,两个所述圆轴外侧均固定安装有压辊,两个所述压辊位于同一竖直平面内,两个所述压辊之间为缝隙设置。
5.可选的,两组所述支架的相对一侧还转动设置有多根圆杆。
6.可选的,所述压辊的外表面镀有耐磨层,且耐磨层具体为锌镍合金层。
7.可选的,多根所述圆杆的高度向远离所述压辊的方向依次增高。
8.可选的,所述圆轴末端固定安装有限位板。
9.可选的,所述限位结构包括圆板、柱体以及方形槽,所述方形槽开设在支架的两侧,所述钢卷套设在柱体的外侧,所述圆板固定安装在柱体的两端,且圆板的直径大于柱体的直径。
10.可选的,所述压辊的外表面镀有耐磨层,所述耐磨层为锌镍合金层。
11.可选的,所述限位板的直径大于所述圆轴的直径。
12.可选的,所述压辊位于钢卷以及圆杆之间。
13.本实用新型提出的一种汽车板件冲压用自动上料装置,有益效果在于:该汽车板件冲压用自动上料装置,在钢片上料时,对表面平整度不好的钢片实现冲压前矫正,避免出现后期需要对钢片进行再次的处理,才能够符合规定的问题,避免出现平整度不高的钢片在冲压时,易出现冲压尺寸偏差的问题,导致次品率提高的问题。
附图说明
14.图1为本实用新型一实施例提出的一种汽车板件冲压用自动上料装置的结构正视
图。
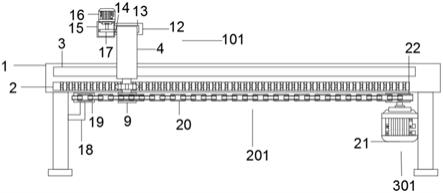
15.图2为本实用新型一实施例提出的一种汽车板件冲压用自动上料装置的结构俯视图。
16.图3为本实用新型一实施例图2中a部的结构放大图。
17.图中:钢卷1、支架2、限位结构3、圆板31、柱体32、方形槽33、压辊4、圆轴5、圆杆6、耐磨层7、限位板8。
具体实施方式
18.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。
19.实施例1
20.参照图1和图2,本实用新型提供一种汽车板件冲压用自动上料装置,包括两组支架2,两组支架2呈平行设置,两组限位结构3之间转动设置有钢卷1,钢卷1缠绕设置,不仅能够有效的节省空间,同时也能够提高上料时的安全性。两组支架2的相对一侧中部转动设置有两个圆轴5,两个圆轴5外侧均固定安装有压辊4,压辊4位于钢卷1以及圆杆6之间,钢卷1的一端被牵引装置牵引,钢卷1的一端通过两个压辊4之间的缝隙,通过钢卷1的钢片与两个压辊4之间相互接触,实现对平整度的提升。同时钢卷1上的钢片会通过圆杆6上端实现传送上料,对钢卷1起到了支撑的效果。
21.两个压辊4位于同一竖直平面内,两个压辊4之间为缝隙设置,压辊4的外表面镀有耐磨层7,由于压辊4需要对钢片进行压平以提升钢片的平整度,因此,耐磨层7需要具有耐磨性以及耐腐蚀的特点,其中,耐磨层7例如可以为为锌镍合金层,从而能够有效的延长压辊4的使用寿命。
22.实施例2
23.参考图3,本实施例与实施例1之间的区别在于,两组支架2上平行设置有限位结构3,圆轴5的末端固定安装有限位板8,限位板8的直径大于圆轴5的直径。两组支架2的相对一侧还转动设置有多根圆杆6,多根圆杆6的高度向远离压辊4的方向依次增高。
24.限位结构3包括圆板31、柱体32以及方形槽33,方形槽33开设在支架2的之间,柱体32设置在方形槽33内,圆板31固定安装在柱体32的两端,且圆板31的直径大于柱体32的直径。钢卷1套设在柱体32的外侧,在钢卷1的一端被拉拽后,柱体32在方形槽33内转动,配合钢卷1的进给。可选的,方形槽33的底部为弧形设置,便于柱体32的转动。
25.以上所述,仅为本实用新型较佳的具体实施方式,但本实用新型的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本实用新型揭露的技术范围内,根据本实用新型的技术方案及其实用新型构思加以等同替换或改变,都应涵盖在本实用新型的保护范围之内。
技术特征:
1.一种汽车板件冲压用自动上料装置,包括两组支架(2),其特征在于,两组所述支架(2)呈平行设置,两组所述支架(2)上平行设置有限位结构(3),两组所述限位结构(3)之间转动设置有钢卷(1),两组所述支架(2)的相对一侧中部转动设置有两个圆轴(5),两个所述圆轴(5)外侧均固定安装有压辊(4),两个所述压辊(4)位于同一竖直平面内,两个所述压辊(4)之间为缝隙设置。2.根据权利要求1所述的汽车板件冲压用自动上料装置,其特征在于,两组所述支架(2)的相对一侧还转动设置有多根圆杆(6)。3.根据权利要求2所述的汽车板件冲压用自动上料装置,其特征在于,多根所述圆杆(6)的高度向远离所述压辊(4)的方向依次增高。4.根据权利要求1所述的汽车板件冲压用自动上料装置,其特征在于,所述圆轴(5)末端固定安装有限位板(8)。5.根据权利要求1
‑
4任一项所述的汽车板件冲压用自动上料装置,其特征在于,所述限位结构(3)包括圆板(31)、柱体(32)以及方形槽(33),所述方形槽(33)开设在支架(2)的两侧,所述钢卷(1)套设在柱体(32)的外侧,所述圆板(31)固定安装在柱体(32)的两端,且圆板(31)的直径大于柱体(32)的直径。6.根据权利要求1
‑
4任一项所述的汽车板件冲压用自动上料装置,其特征在于,所述压辊(4)的外表面镀有耐磨层(7),所述耐磨层(7)为锌镍合金层。7.根据权利要求4所述的汽车板件冲压用自动上料装置,其特征在于,所述限位板(8)的直径大于所述圆轴(5)的直径。8.根据权利要求1
‑
4任一项所述的汽车板件冲压用自动上料装置,其特征在于,所述压辊(4)位于钢卷(1)以及圆杆(6)之间。
技术总结
本实用新型提供一种汽车板件冲压用自动上料装置,包括两组支架,两个压辊之间为缝隙设置,所述支架外侧的圆轴末端固定安装有限位板,两组所述支架的相对一侧还转动设置有多根圆杆,多根所述圆杆的高度向远离压辊的方向依次增高,方形槽开设在支架的两侧,所述钢卷套设在柱体的外侧,圆板固定安装在柱体的两端,且圆板的直径大于柱体的直径。本实用新型在钢片上料时,对表面平整度不好的钢片实现冲压前矫正,避免出现后期需要对钢片进行再次的处理,才能够符合规定的问题,避免出现平整度不高的钢片在冲压时,易出现冲压尺寸偏差的问题,导致次品率提高的问题。导致次品率提高的问题。导致次品率提高的问题。
技术研发人员:楠丁 陆群毅
受保护的技术使用者:鄂尔多斯市勤惠汽车部件制造有限公司
技术研发日:2021.06.22
技术公布日:2021/11/30
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。