1.本实用新型涉及铸造工艺装置技术领域,特别是指一种用于熔模铸造工艺的引流装置。
背景技术:
2.在熔模铸造工艺过程中首先需要根据需要铸造的铸件形状特征制备相应的蜡模件,然后在蜡模件外表面涂洒涂料,最后通过焙烧工艺融化去除蜡模件以后制得型壳,最后将熔炼为液体状的合金材料通过引流装置浇注在型壳内,待合金材料冷凝后制得铸件,然而,在浇注合金材料的过程中,液体状合金材料通常由坩埚内倾倒入引流杯中,坩埚倾倒时,合金材料的流量极不均匀,并且由于合金材料流过的流程各不相同,使经过引流装置进入型壳内的合金材料的流量也不稳定,容易出现断流,造成最终形成的铸件产生卷渣、冷隔等缺陷。
技术实现要素:
3.为解决上述技术问题,本实用新型提供了一种用于熔模铸造工艺的引流装置。
4.本实用新型通过以下技术方案得以实现。
5.本实用新型提供了一种用于熔模铸造工艺的引流装置,包括引流杯、自熔封带和上下中空的压管,所述引流杯用于浇注熔炼为液体状态的合金材料,所述引流杯上端作为浇注入口,所述引流杯下端作为浇注出口,所述压管搁置于所述引流杯内并通过所述压管自身的重力使所述自熔封带贴合于所述浇注出口内壁与所述压管之间,同时所述自熔封带将所述浇注出口完全盖封,所述自熔封带的制备原料与所述合金材料中所包含的至少一种元素相同。
6.所述合金材料为铝合金,所述自熔封带的制备原料为铝箔纸。
7.所述自熔封带厚度为0.2mm。
8.所述压管高度不小于50mm。
9.当所述自熔封带通过所述压管的重力使其贴合于所述浇注出口内壁与所述压管之间时,所述自熔封带上端与所述浇注出口之间的相对高度不小于50mm。
10.所述浇注入口口径大于所述浇注出口口径。
11.所述浇注出口处还连接有引流管。
12.所述合金材料是采用坩埚将其熔炼为液体状态。
13.本实用新型的有益效果在于:采用本实用新型的技术方案,通过自熔封带封盖浇注出口,使进入引流杯的合金材料首先暂停流动,堆积在浇注出口处,自熔封带与高温的合金材料之间进行热交换后,使自熔封带融化后,合金材料再同时在其自身重力作用下向下注入型壳内,与现有技术相比,虽然液体状合金材料由坩埚内倾倒入引流杯中的流程不同,但由于均在浇注出口处暂停流,故而从浇注出口处落下的合金材料流量能够保持均匀稳定,避免合金材料在浇注过程中出现断流,防止最终形成的铸件产生卷渣、冷隔等缺陷,提
升了铸件成型质量。
附图说明
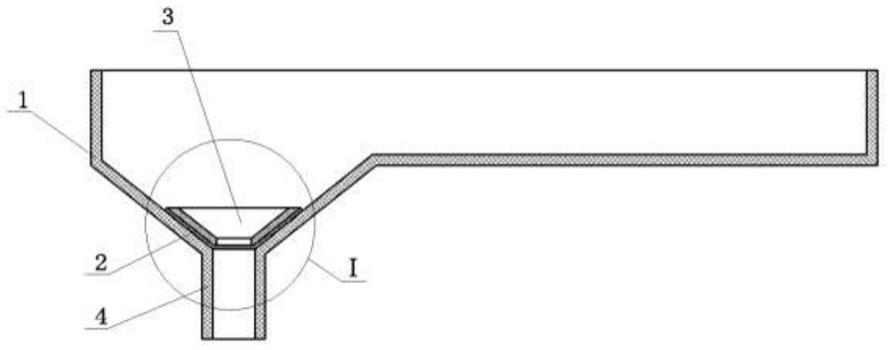
14.图1是本实用新型的结构示意图;
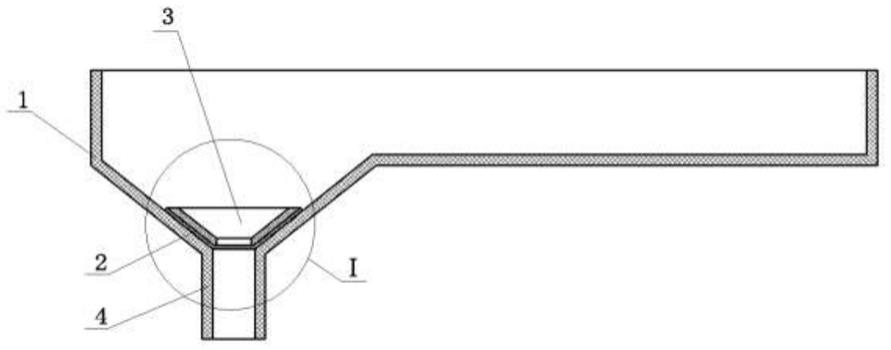
15.图2是本实用新型图1中ⅰ处的结构示意图。
16.图中:1
‑
引流杯,2
‑
自熔封带,3
‑
压管,4
‑
引流管。
具体实施方式
17.下面进一步描述本实用新型的技术方案,但要求保护的范围并不局限于所述。
18.如图1、图2所示,本实用新型提供了一种用于熔模铸造工艺的引流装置,包括引流杯1、自熔封带2和上下中空的压管3,引流杯1用于浇注熔炼为液体状态的合金材料,引流杯1上端作为浇注入口,引流杯1下端作为浇注出口,压管3搁置于引流杯1内并通过压管3自身的重力使自熔封带2贴合于浇注出口内壁与压管3之间,同时自熔封带2将浇注出口完全盖封,自熔封带2的制备原料与合金材料中所包含的至少一种元素相同。
19.进一步地,合金材料为铝合金,自熔封带2的制备原料为铝箔纸。优选自熔封带2厚度为0.2mm。压管3高度不小于50mm。当自熔封带2通过压管3的重力使其贴合于浇注出口内壁与压管3之间时,自熔封带2上端与浇注出口之间的相对高度不小于50mm。
20.另外,浇注入口口径大于浇注出口口径。浇注出口处还连接有引流管4。合金材料是采用坩埚将其熔炼为液体状态。
21.采用本实用新型的技术方案,通过自熔封带封盖浇注出口,使进入引流杯的合金材料首先暂停流动,堆积在浇注出口处,自熔封带与高温的合金材料之间进行热交换后,使自熔封带融化后,合金材料再同时在其自身重力作用下向下注入型壳内,与现有技术相比,虽然液体状合金材料由坩埚内倾倒入引流杯中的流程不同,但由于均在浇注出口处暂停流,故而从浇注出口处落下的合金材料流量能够保持均匀稳定,避免合金材料在浇注过程中出现断流,防止最终形成的铸件产生卷渣、冷隔等缺陷,提升了铸件成型质量。
技术特征:
1.一种用于熔模铸造工艺的引流装置,其特征在于:包括引流杯(1)、自熔封带(2)和上下中空的压管(3),所述引流杯(1)用于浇注熔炼为液体状态的合金材料,所述引流杯(1)上端作为浇注入口,所述引流杯(1)下端作为浇注出口,所述压管(3)搁置于所述引流杯(1)内并通过所述压管(3)自身的重力使所述自熔封带(2)贴合于所述浇注出口内壁与所述压管(3)之间,同时所述自熔封带(2)将所述浇注出口完全盖封,所述自熔封带(2)的制备原料与所述合金材料中所包含的至少一种元素相同。2.如权利要求1所述的用于熔模铸造工艺的引流装置,其特征在于:所述合金材料为铝合金,所述自熔封带(2)的制备原料为铝箔纸。3.如权利要求1所述的用于熔模铸造工艺的引流装置,其特征在于:所述自熔封带(2)厚度为0.2mm。4.如权利要求1所述的用于熔模铸造工艺的引流装置,其特征在于:所述压管(3)高度不小于50mm。5.如权利要求1所述的用于熔模铸造工艺的引流装置,其特征在于:当所述自熔封带(2)通过所述压管(3)的重力使其贴合于所述浇注出口内壁与所述压管(3)之间时,所述自熔封带(2)上端与所述浇注出口之间的相对高度不小于50mm。6.如权利要求1所述的用于熔模铸造工艺的引流装置,其特征在于:所述浇注入口口径大于所述浇注出口口径。7.如权利要求1所述的用于熔模铸造工艺的引流装置,其特征在于:所述浇注出口处还连接有引流管(4)。8.如权利要求1所述的用于熔模铸造工艺的引流装置,其特征在于:所述合金材料是采用坩埚将其熔炼为液体状态。
技术总结
本实用新型提供一种用于熔模铸造工艺的引流装置,包括引流杯、自熔封带和上下中空的压管,引流杯用于浇注熔炼为液体状态的合金材料,引流杯上端作为浇注入口,引流杯下端作为浇注出口,压管搁置于引流杯内并通过压管自身的重力使自熔封带贴合于浇注出口内壁与压管之间,同时自熔封带将浇注出口完全盖封,自熔封带的制备原料与合金材料中所包含的至少一种元素相同。采用本实用新型的技术方案,使进入引流杯的合金材料首先暂停流动堆积在浇注出口处,待自熔封带融化后,合金材料再同时在其自身重力作用下向下注入型壳内,从浇注出口处落下的合金材料流量能够保持均匀稳定,避免合金材料在浇注过程中出现断流,提升了铸件成型质量。型质量。型质量。
技术研发人员:胡卫北 王付兴 孙小刚 陈伦 孙凡
受保护的技术使用者:贵州安吉航空精密铸造有限责任公司
技术研发日:2021.07.01
技术公布日:2021/11/30
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。