1.本实用新型涉及一种工装夹具,尤其是涉及一种用于双偏心曲轴键槽加工的工装夹具。
背景技术:
2.曲轴连杆式液压马达因其具有转速低、输出扭矩大、结构简单、工艺性较好、造价低等优势,而广泛应用于船舶甲板机械、塑料机械、矿山建筑工程机械、石油煤矿机械、机床、轻工设备等各种液压传动系统中。大排量的曲轴连杆式液压马达通常采用如图1所示的双偏心曲轴设计,即双排曲轴设计,双偏心曲轴的设计能够在径向尺寸不变的情况下双倍的增大曲轴连杆式液压马达的排量范围,增大曲轴连杆式液压马达的输出扭矩。但是,双偏心曲轴的设计也导致出现了加工难度加大、装配难度大的问题,尤其是双偏心曲轴与配流轴连接的端面键槽91的加工,对键槽91的轴线与两个曲轴92的偏心轴线有很高的角度要求,如果键槽91加工时两个曲轴92的尺寸存在差异时而底部不在同一水平面上或两个曲轴92的对称中心有偏差,则会造成键槽91的轴线出现角度偏差,即造成键槽91的轴线与两个曲轴92的偏心轴线未在技术要求的角度线上,这样极易导致曲轴连杆式液压马达出现困油现象,曲轴连杆式液压马达冲击加大,引起径向力不平衡,会出现曲轴连杆式液压马达爬行等现象,从而加剧了曲轴连杆式液压马达的磨损,降低了曲轴连杆式液压马达的使用寿命。
3.目前,为避免加工的键槽的轴线出现角度偏差的问题,在工作台上堆叠调整垫块,然后将双偏心曲轴放置于v型垫块上,再用工装夹具夹住双偏心曲轴的两轴端,通过调整两个曲轴下的垫块来调节双偏心曲轴的平行度,然而这种方式很难确保两个不同尺寸的曲轴的平行度或两个同尺寸的曲轴对称中心不存在偏差,且这种方式对于每件双偏心曲轴都要重新打表校对调整角度,加工装夹效率低下,且批量加工精度难以保证。
技术实现要素:
4.本实用新型所要解决的技术问题是提供一种用于双偏心曲轴键槽加工的工装夹具,其能够自动调节任一件双偏心曲轴的平行度,能够很容易确保键槽的轴线与两个曲轴的偏心轴线的角度要求,且大大提高了加工装夹效率和批量加工精度。
5.本实用新型解决上述技术问题所采用的技术方案为:一种用于双偏心曲轴键槽加工的工装夹具,其特征在于:包括基座、设置于所述的基座上的用于夹持双偏心曲轴的两轴端的一对夹持机构、设置于所述的基座上的用于调节双偏心曲轴的平行度的平行度调节机构,所述的平行度调节机构由水平设置的平衡桥板、竖直固定于所述的基座上的四根导柱、套设于所述的导柱外的弹簧组成,所述的平衡桥板的四个角区域上各开设有一个通孔,所述的通孔内安装有导套,所述的导柱的上部伸入所述的导套内与所述的导套配合,使所述的平衡桥板由四个所述的弹簧支承,所述的平衡桥板在所述的弹簧的作用下处于浮动状态,双偏心曲轴置于所述的平衡桥板上与所述的平衡桥板面接触,所述的平衡桥板受压下移,所述的弹簧被压缩,双偏心曲轴的两轴端由一对所述的夹持机构夹持。
6.一对所述的夹持机构对称分布于所述的平衡桥板的两侧,所述的夹持机构由竖直安装于所述的基座上的支撑柱、竖直安装于所述的基座上的油缸、安装于所述的基座上的定位支撑板、与所述的定位支撑板相适配的压板、杠杆拉板组成,所述的支撑柱的顶部竖直安装有直径小于所述的支撑柱的直径的导向柱,所述的杠杆拉板的一端上开设有与所述的导向柱相适配的导向孔,所述的导向柱穿过所述的导向孔,所述的油缸的活塞杆朝上且末端通过第一销轴与所述的杠杆拉板的中部活动连接,所述的定位支撑板的顶部向下开设有下半圆形凹槽,兼做双偏心曲轴的轴端的定位槽,所述的压板的底部向上开设有上半圆形凹槽,所述的压板的底面与所述的定位支撑板的顶面抵接时所述的上半圆形凹槽与所述的下半圆形凹槽形成一个与双偏心曲轴的轴端相适配的夹持孔,所述的压板的顶部通过第二销轴与所述的杠杆拉板的另一端活动连接。这种夹持机构结构简单,且杠杆拉板下移时,由于压板的顶部与杠杆拉板的另一端是活动连接的,因此能够使压板自动寻找到轴中心的位置使得上半圆形凹槽的槽面与双偏心曲轴的轴端完全贴合,从而使得双偏心曲轴的轴端被有效且稳定地夹持住。
7.所述的杠杆拉板呈中部向上凸的结构。这种结构的杠杆拉板类似于扁担,更好地起到了平衡稳定作用,能更好地传导大的压紧力。
8.所述的基座上还安装有二位四通手动换向阀及进油管接头和回油管接头,所述的二位四通手动换向阀的进油口(p油口)与所述的进油管接头连通,所述的二位四通手动换向阀的两个进出油切换口(a油口和b油口)分别与两个所述的油缸连接,所述的二位四通手动换向阀控制所述的油缸动作,所述的二位四通手动换向阀的回油口(t油口)与所述的回油管接头连通。在此,二位四通手动换向阀采用现有技术,利用二位四通手动换向阀来控制油缸动作,进而控制杠杆拉板上下运动;在实际实施时,也可替换成电磁换向阀,电磁换向阀可连接机床的系统由机床的系统来控制电磁换向阀。
9.与现有技术相比,本实用新型的优点在于:
10.1)平衡桥板在施加外力的作用下向下移动,弹簧被压缩,平衡桥板在撤销外力时在弹簧的恢复作用下向上移动,且平衡桥板的上下移动的平行度可通过导柱与导套的配合来保证,因此在平衡桥板上放置双偏心曲轴,能够自动调节双偏心曲轴的平行度,从而能够保证加工的键槽的轴线与两个曲轴的偏心轴线在同一平面上,能够很容易确保键槽的轴线与两个曲轴的偏心轴线的角度要求(加工键槽角度可根据技术要求任意调整);对于任一件双偏心曲轴,都能快速自动地调节双偏心曲轴的平行度,大大提高了装夹加工效率和批量加工精度。
11.2)平衡桥板由四根弹簧浮动支撑,这样能够有效地解决等高垫块定位过程中双偏心曲轴产生单面接触,也不需要对不同批次的双偏心曲轴做加工前的垫块调整。
12.3)该工装夹具能够自动补偿前几道工序所积累的加工误差,保证了最终的键槽与两偏心曲轴的对称性,减小了前道加工误差及加工定位的累计误差对键槽加工角度及精度的影响。
13.4)该工装夹具的结构简单,安装操作方便。
附图说明
14.图1为现有的双偏心曲轴成品的结构示意图;
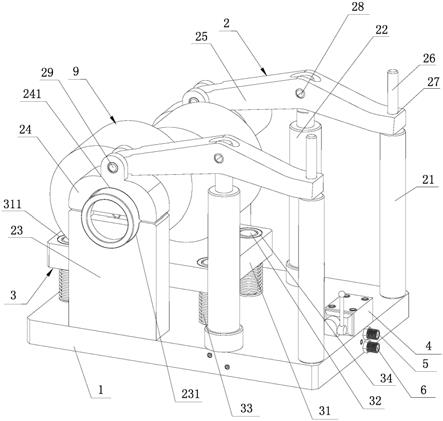
15.图2为本实用新型的工装夹具的立体结构示意图;
16.图3为本实用新型的工装夹具的正加工主视图。
具体实施方式
17.以下结合附图实施例对本实用新型作进一步详细描述。
18.本实用新型提出的一种用于双偏心曲轴键槽加工的工装夹具,如图2和图3所示,其包括基座1、设置于基座1上的用于夹持双偏心曲轴9的两轴端的一对夹持机构2、设置于基座1上的用于调节双偏心曲轴9的平行度的平行度调节机构3,通过基座1将该工装夹具固定于工作台上,平行度调节机构3由水平设置的平衡桥板31、竖直固定于基座1上的四根导柱32、套设于导柱32外的弹簧33组成,平衡桥板31的四个角区域上各开设有一个通孔311,通孔311内安装有导套34,导柱32的上部伸入导套34内与导套34配合,使平衡桥板31由四个弹簧33支承,平衡桥板31在弹簧33的作用下处于浮动状态,双偏心曲轴9置于平衡桥板31上与平衡桥板31面接触,平衡桥板31受压下移,弹簧33被压缩,双偏心曲轴9的两轴端由一对夹持机构2夹持。
19.在本实施例中,一对夹持机构2对称分布于平衡桥板31的两侧,夹持机构2由竖直安装于基座1上的支撑柱21、竖直安装于基座1上的油缸22、安装于基座1上的定位支撑板23、与定位支撑板23相适配的压板24、杠杆拉板25组成,支撑柱21的顶部竖直安装有直径小于支撑柱21的直径的导向柱26,杠杆拉板25的一端上开设有与导向柱26相适配的导向孔27,导向柱26穿过导向孔27,油缸22的活塞杆朝上且末端通过第一销轴28与杠杆拉板25的中部活动连接,定位支撑板23的顶部向下开设有下半圆形凹槽231,兼做双偏心曲轴9的轴端的定位槽,压板24的底部向上开设有上半圆形凹槽241,压板24的底面与定位支撑板23的顶面抵接时上半圆形凹槽241与下半圆形凹槽231形成一个与双偏心曲轴9的轴端相适配的夹持孔,压板24的顶部通过第二销轴29与杠杆拉板25的另一端活动连接。这种夹持机构2结构简单,双偏心曲轴9的两轴端与一对等高的定位支撑板23的下半圆形凹槽231接触,且杠杆拉板25下移时,由于压板24的顶部与杠杆拉板25的另一端是活动连接的,因此能够使压板24自动寻找到轴中心的位置使得上半圆形凹槽241的槽面与双偏心曲轴9的轴端完全贴合,双偏心曲轴9的轴端会自动定位于下半圆形凹槽231的中心处,从而使得双偏心曲轴9的轴端被有效且稳定地夹持住。
20.在本实施例中,杠杆拉板25呈中部向上凸的结构。这种结构的杠杆拉板25类似于扁担,更好地起到了平衡稳定作用,能更好地传导大的压紧力。
21.在本实施例中,基座1上还安装有二位四通手动换向阀4及进油管接头5和回油管接头6,二位四通手动换向阀4的进油口(p油口)与进油管接头5连通,二位四通手动换向阀4的两个进出油切换口(a油口和b油口)通过基座上设置的工艺深孔分别与两个油缸22连接,二位四通手动换向阀4控制油缸22动作,二位四通手动换向阀4的回油口(t油口)与回油管接头65连通。在此,二位四通手动换向阀4采用现有技术,利用二位四通手动换向阀4来控制油缸22动作,进而控制杠杆拉板25上下运动;在实际实施时,也可替换成电磁换向阀,电磁换向阀可连接机床的系统由机床的系统来控制电磁换向阀。
22.该工装夹具的使用过程为:将基座1固定于工作台上,在进油管接头5和回油管接头6上连接好油管,切换二位四通手动换向阀4,使油缸22的活塞杆伸出,油缸22的活塞杆推
动杠杆拉板25上升,压板24处于放松状态,将双偏心曲轴9放置于平衡桥板31上,且使双偏心曲轴9的两轴端嵌入两个下半圆形凹槽231内,通过两个下半圆形凹槽231即定位槽进行定位,平衡桥板31在双偏心曲轴9重力的作用下向下移动,弹簧33被压缩;切换二位四通手动换向阀4,使油缸22的活塞杆缩回,油缸22的活塞杆带动杠杆拉板25下降,压板24上的上半圆形凹槽241将双偏心曲轴9的两轴端下压至下半圆形凹槽231内,完成双偏心曲轴9的夹紧,由于能够保证双偏心曲轴9的两个曲轴都能与平衡桥板31面接触,因此能够保证加工的键槽的轴线与两个曲轴的偏心轴线在同一平面上,能够很容易确保键槽的轴线与两个曲轴的偏心轴线的角度要求。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。