1.本发明涉及激光加工技术领域,尤其涉及一种可消除熔覆层界面的海工平台桩腿激光复合修复方法。
背景技术:
2.随着油气勘探开发逐渐从陆地转向海洋,对海洋工程平台的需求与日俱增。由于海洋工程平台长期工作在恶劣环境中,所以设计寿命与安全性成为海洋工程平台持续追求的目标。在诸多工程材料中,690高强钢兼具耐腐蚀和高强度的优点,使其成为海洋工程平台桩腿的主流结构材料。但工作在浪溅区和潮差区的690高强钢不可避免的会受到海水腐蚀和海洋生物附着,形成腐蚀凹坑,造成桩腿结构不稳定,齿轮或齿条啮合造成的点蚀等,如果不定期对腐蚀处进行处理则会形成安全隐患。
3.激光熔覆修复是一种修补缺损表面的先进制造技术,具有可控性强、效率高、自动化程度高等优点,但也有许多由于技术壁垒引发的缺点,这些缺点易使熔覆修复层的晶粒粗大,甚至微观组织产生缺陷。而激光冲击作为表面力学处理的新手段,能在修复层表面引入均匀残余压应力的同时细化晶粒,减少乃至消除组织缺陷,因此用激光冲击技术细化熔覆修复层的晶粒尺寸十分恰当和必要。
4.授权公告号为cn104480476b的中国专利公开了一种金属损伤件激光热力组合再制造方法,每熔覆修复一层后均进行激光冲击处理,细化整体熔覆层晶粒,改善了熔覆层中微孔等缺陷。但是后续熔覆工艺会破坏之前激光冲击的工艺,下一次激光熔覆在上一次激光冲击强化区域形成熔融区,已被细化的晶粒在高温中再结晶形成大晶粒,并且激光冲击强化的作用无法保证。另外,激光熔覆工艺中由于界面的存在,容易产生局部应力集中,影响构件的使用寿命,同时熔覆层与基体的结合强度较低,极易造成开裂,零件修复达不到预期的效果。
技术实现要素:
5.本发明的目的是提供一种可消除熔覆层界面的海工平台桩腿激光复合修复方法,通过调配海工平台桩腿专用的熔覆粉末,调控熔覆层的厚度和扫描间隙等工艺参数,结合激光冲击强化消除熔覆层与海工平台桩腿基体之间的界面,增强熔覆层与基体之间、熔覆层与熔覆层之间的结合强度,提高修复后的材料强度、塑性和各向异性,从而提高海工平台桩腿零部件修复后的使用性能。
6.本发明的上述技术目的是通过以下技术方案得以实现的:
7.一种可消除熔覆层界面的海工平台桩腿激光复合修复方法,具体包括以下步骤,
8.s1、根据海工平台桩腿损伤部位的形状、大小和深度提取缺陷模型,对凹坑初步分层设计;
9.s2、对损伤区域进行机加工,去除损伤表层,根据损伤的形状加工出相应形状的修复区域;
10.s3、根据海工平台桩腿基体的化学成分,调制用于修复损伤海工平台桩腿专用熔覆粉末;其中,海工平台桩腿材料为690高强钢,其桩腿基体的化学成分及重量百分比具体为:碳0.1%
‑
0.2%、硅0.3%
‑
0.5%、锰1.5%
‑
1.8%、磷0.1%
‑
0.3%、硫0.01%、铬1.5%
‑
2.2%、镍3.5%
‑
4%、钼0.6%
‑
0.8%、钒0.08%,余量为铁;熔覆粉末的化学成分及重量百分比具体为:碳0.1%
‑
0.2%、硅0.5%
‑
0.7%、锰1.7%
‑
2%、磷0.1%
‑
0.3%、硫0.01%、铬0.1%
‑
0.2%、镍3%
‑
4.5%、钼0.3%
‑
0.5%、钒0.05%,余量为铁;
11.s4、根据海工平台桩腿表面损伤形状,在缺陷中心铣圆台形凹坑,对凹坑进行激光熔覆修复,在海工平台桩腿基体上形成熔覆层,并将熔覆层打磨光滑;其中,激光熔覆参数具体为:激光脉宽15ns,激光功率1000
‑
1300w,光斑直径2
‑
4mm,搭接率62.5%,送粉率0.4
‑
0.6r/mi n,扫描速度700
‑
1000mm/mi n,且激光扫描路径从圆周到圆心呈螺形;
12.s5、对激光熔覆的熔覆粉末在海工平台桩腿基体上形成的熔覆层进行激光冲击强化处理,消除熔覆层和桩腿基体之间的界面,同时用激光冲击后熔覆层和海工平台桩腿基体之间的界面的消除效果来检验选用熔覆的熔覆粉末配比以及激光熔覆工艺参数;
13.s6、通过ebsd检测技术检验熔覆层和海工平台桩腿基体之间的界面处晶粒特征变化情况,验证熔覆层与海工平台桩腿基体之间的界面消除效果;如果界面消除效果满足修复需求,则确定熔覆粉末成分的配比以及激光熔覆工艺参数;如果界面消除效果不满足修复要求,则重复步骤s3
‑
s6,调整步骤s3中的熔覆粉末成分配比以及步骤s4中的激光熔覆工艺参数;
14.s7、在验证熔覆的熔覆粉末和激光熔覆工艺参数对界面的消除作用满足修复要求后,按照确定的熔覆粉末成分配比以及激光熔覆工艺参数,对桩腿基体的凹坑进行逐层熔覆修复,并调控激光冲击工艺参数,每熔覆2
‑
3层熔覆层就对熔覆层进行一次激光冲击,直到熔覆层高出海工平台桩腿表面;将熔覆层表面打磨光滑,并最后进行一次激光冲击,处理后熔覆层表面与海工平台桩腿表面齐平,完成对海工平台桩腿的修复。
15.进一步地,所述步骤s3中配置的熔覆粉末的粉末颗粒度为45
‑
105μm,纯度为99.9%。
16.进一步地,所述步骤s4中,在激光熔覆过程中,采用氮气保护和氮气送粉,且保护气流速6l/mi n,送粉气压0.6mpa。
17.进一步地,所述步骤s5中,激光冲击强化处理的熔覆层厚度为2
‑
3mm。
18.进一步地,所述步骤s5中,激光冲击强化处理时,激光冲击的功率密度选用7.96gw/cm2的中等功率密度。
19.进一步地,所述步骤s6中,ebsd检测时,利用fei quanta 650扫描电镜和配套的hkl nord lysnano ebsd探头对经过步骤s5激光冲击后的熔覆层截面数据进行采集,观察熔覆层截面的界面区域晶粒特征变化情况,来验证激光冲击对熔覆层与海工平台桩腿基体之间的界面消除效果。
20.进一步地,所述步骤s7中,调整激光冲击工艺参数时,选用激光功率密度5.31
‑
11.15gw/cm2,在相同激光功率密度下冲击3次,光斑直径2
‑
5mm,搭接率25%
‑
90%;在激光冲击过程中,使用厚度约0.1mm的铝箔作为吸收层,厚度2mm的去离子水作为约束层。
21.综上所述,本发明具有以下有益效果:
22.1、通过不断调控后确定熔覆粉末的配方和含量,使激光熔覆熔覆粉末形成的熔覆
层和海工平台桩腿基体之间的阻抗控制在微小差值内;
23.2、合适的激光熔覆工艺参数使得熔覆层每层具有一定的厚度,保障界面的结合强度,提高熔覆效率;
24.3、通过调控海工平台桩腿专用熔覆粉末,结合激光熔覆工艺参数,来调节熔覆层的阻抗,激光冲击产生的冲击波在相似阻抗材料界面处产生反射和透射,调节激光冲击的参数来控制反射与透射的比例,消除熔覆层和海工平台桩腿基体之间以及熔覆层与熔覆层之间的界面,提高熔覆层与基体的结合强度,提高熔覆层的整体修复效果;通过ebsd技术观察熔覆层的界面晶粒特征变化情况,判断界面消除效果是否满足修复需求,保证对海工平台桩腿损坏零件的修复效果。
附图说明
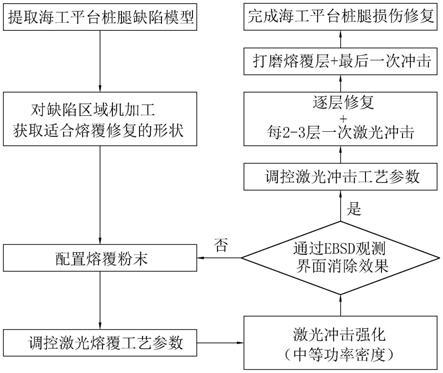
25.图1是一种可消除熔覆层界面的海工平台桩腿激光复合修复方法的流程图;
26.图2是未激光冲击时以及实施例一、二、三中熔覆层与海工平台桩腿基体之间的界面区域对比图;其中,(a)是未激光冲击,(b)是实施例一,(c)是实施例二,(d)是实施例三;
27.图3是未激光冲击时以及实施例一、二、三中熔覆层上部、中部和底部晶粒尺寸统计图;其中,(1)是未激光冲击,(2)是实施例一,(3)是实施例二,(4)是实施例三;
28.图4是未激光冲击时以及实施例一、二、三中熔覆层上部、中部和底部平均晶粒尺寸图。
具体实施方式
29.以下结合附图和实施例,对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅用以解释本发明,并不用于限定本发明。
30.实施例一:
31.一种可消除熔覆层界面的海工平台桩腿激光复合修复方法,如图1所示,具体包括以下步骤,
32.s1、根据海工平台桩腿损伤部位的形状、大小和深度提取缺陷模型,对凹坑初步分层设计。
33.s2、对损伤区域进行机加工,去除损伤表层,根据损伤的形状加工出相应形状的修复区域;一般来说,海工平台桩腿损伤需要修复时能够加工出的凹坑深度至少在5mm左右。
34.s3、根据海工平台桩腿基体的化学成分,调制用于修复损伤海工平台桩腿专用熔覆粉末,熔覆粉末和海工平台桩腿受损部位基体的化学成分及含量要相似,保证两者的阻抗相近。其中,海工平台桩腿材料为690高强钢,其基体的化学成分及重量百分比具体为:碳0.1%
‑
0.2%、硅0.3%
‑
0.5%、锰1.5%
‑
1.8%、磷0.1%
‑
0.3%、硫0.01%、铬1.5%
‑
2.2%、镍3.5%
‑
4%、钼0.6%
‑
0.8%、钒0.08%,余量为铁。熔覆粉末的化学成分及重量百分比具体为:碳0.1%
‑
0.2%、硅0.5%
‑
0.7%、锰1.7%
‑
2%、磷0.1%
‑
0.3%、硫0.01%、铬0.1%
‑
0.2%、镍3%
‑
4.5%、钼0.3%
‑
0.5%、钒0.05%,余量为铁。另外,熔覆粉末的粉末颗粒度为45
‑
105μm,纯度为99.9%。
35.在本实施例中,海工平台桩腿基体受损部位基体的化学成分及含量具体为:碳0.18%、硅0.5%、锰1.6%、磷0.2%、硫0.01%、铬1.5%、镍3.5%、钼0.7%、钒0.08%、铁
91.73%。相应地,熔覆粉末的化学成分及重量百分比具体为:碳0.18%、硅0.6%、锰1.8%、磷0.2%、硫0.01%、铬0.14%、镍3.2%、钼0.33%、钒0.05%、铁93.49%,且熔覆粉末的粉末颗粒度为80μm。
36.s4、根据海工平台桩腿表面损伤形状,在缺陷中心铣圆台形凹坑,对凹坑进行激光熔覆修复,在海工平台桩腿基体上形成熔覆层,并将熔覆层打磨光滑。其中,激光熔覆参数具体为:激光脉宽15ns,激光功率1000
‑
1300w,光斑直径2
‑
4mm,搭接率62.5%,送粉率0.4
‑
0.6r/mi n,扫描速度700
‑
1000mm/mi n,且激光扫描路径从圆周到圆心呈螺形。在激光熔覆过程中,采用氮气保护和氮气送粉,且保护气流速6l/mi n,送粉气压0.6mpa。在本实施例中,激光熔覆工艺参数选用:激光脉宽15ns,激光功率1000w,光斑直径2mm,搭接率62.5%,送粉率0.5r/mi n,扫描速度1000mm/mi n。
37.s5、对激光熔覆的熔覆粉末在海工平台桩腿基体上形成的熔覆层进行激光冲击强化处理,激光冲击的功率密度选用7.96gw/cm2的中等功率密度,消除熔覆层和桩腿基体之间的界面,同时用激光冲击后熔覆层和海工平台桩腿基体之间的界面的消除效果来检验选用熔覆的熔覆粉末配比以及激光熔覆工艺参数。其中,激光冲击强化处理的熔覆层厚度为2
‑
3mm,优选3mm。激光冲击消除界面的原理在于,熔覆粉末和海工平台桩腿受损部位基体化学成分相似,保证熔覆层和海工平台桩腿基体的阻抗相似,使得激光冲击波在熔覆层和海工平台桩腿基体结合的界面处因阻抗相近发生大比例透射,这样激光冲击可以在熔覆层和海工平台桩腿结合的界面处使晶粒特征发生变化,从而消除熔覆层和海工平台桩腿基体之间的界面。其中,晶粒特征变化是指界面区域晶粒不断细化,形成细小晶粒混杂、没有清晰边界的区域,且细小晶粒分别具有熔覆层和基体各自的晶粒特征。
38.s6、通过ebsd检测技术检验熔覆层和海工平台桩腿基体之间的界面处晶粒特征变化情况,验证熔覆层与海工平台桩腿基体之间的界面消除效果是否满足修复要求。利用fei quanta 650扫描电镜和配套的hkl nord lysnano ebsd探头对经过步骤s5激光冲击后的熔覆层截面数据进行采集,观察熔覆层截面的界面区域晶粒特征变化情况,来验证熔覆层与海工平台桩腿受损部位基体之间的界面消除效果。如果界面消除效果满足修复需求,则确定熔覆粉末成分的配比以及激光熔覆工艺参数;如果熔覆层和海工平台桩腿基体之间的界面消除效果不满足修复要求,则重复步骤s3
‑
s6,微调步骤s3中的熔覆粉末成分配比以及步骤s4中的激光熔覆工艺参数。在本实施例中,步骤s3确定的熔覆粉末成分配比以及步骤s4确定的激光熔覆工艺参数,使得界面消除效果满足修复需求。
39.s7、在验证熔覆的熔覆粉末和激光熔覆工艺参数对界面的消除作用满足修复要求后,按照确定的熔覆粉末成分配比以在及激光熔覆工艺参数,对桩腿基体的凹坑进行逐层熔覆修复,并调控激光冲击工艺参数,每熔覆三层熔覆层就对熔覆层进行一次激光冲击,直到熔覆层高出海工平台桩腿表面;将熔覆层表面打磨光滑,并最后进行一次激光冲击,处理后熔覆层表面与海工平台桩腿表面齐平,完成对海工平台桩腿的修复。其中,激光冲击工艺参数的调控是,选用激光功率密度5.31
‑
11.15gw/cm2,对每三层熔覆层进行一次激光冲击时,要在相同激光功率密度下冲击3次,且光斑直径2
‑
5mm,搭接率25%
‑
90%。在激光冲击过程中,使用厚度约0.1mm的铝箔作为吸收层,厚度2mm的去离子水作为约束层。在本实施例中,步骤s7选用激光功率密度11.15gw/cm2冲击3次,光斑直径4mm,搭接率50%。
40.本实施例修复的海工平台桩腿受损部位,熔覆层与海工平台桩腿基体之间的界面
消除及晶粒特征变化如图2中(b)所示,熔覆层上部、中部和底部晶粒尺寸如图3中(2)所示。
41.实施例二:
42.本实施例与实施例一的不同之处在于,本实施例中,步骤s3中,熔覆粉末的化学成分及重量百分比为:碳0.1%、硅0.5%、锰1.7%、磷0.1%、硫0.01%、铬0.1%、镍3%、钼0.3%、钒0.05%、铁94.14%。
43.步骤s4中,激光熔覆工艺参数选用:激光脉宽15ns,激光功率1200w,光斑直径3mm,搭接率62.5%,送粉率0.4r/mi n,扫描速度800mm/mi n。
44.步骤s7中,选用激光功率密度7.96gw/cm2冲击3次,光斑直径5mm,搭接率90%。
45.本实施例修复的海工平台桩腿受损部位,熔覆层与海工平台桩腿基体之间的界面消除及晶粒特征变化如图2中(c)所示,熔覆层上部、中部和底部晶粒尺寸如图3中(3)所示。
46.实施例三:
47.本实施例与实施例一、实施例二的不同之处在于:本实施例中,步骤s3中,熔覆粉末的化学成分及重量百分比为:碳0.2%、硅0.7%、锰2%、磷0.3%、硫0.01%、铬0.2%、镍4.5%、钼0.5%、钒0.05%、铁91.54%。
48.步骤s4中,激光熔覆工艺参数选用:激光脉宽15ns,激光功率1300w,光斑直径4mm,搭接率62.5%,送粉率0.6r/mi n,扫描速度700mm/mi n。
49.步骤s7中,选用激光功率密度5.31gw/cm2冲击3次,光斑直径2mm,搭接率25%。
50.本实施例修复的海工平台桩腿受损部位,熔覆层与海工平台桩腿基体之间的界面消除及晶粒特征变化如图2中(d)所示,熔覆层上部、中部和底部晶粒尺寸如图3中(4)所示。
51.如2、图3、图4所示,根据图中对熔覆层与海工平台桩腿基体之间界面区域对比情况、对未经过冲击时以及实施例一、实施例二、实施例三中熔覆层上部、中部和底部晶粒尺寸统计情况、对未经过冲击时以及实施例一、二、三中熔覆层上部、中部和底部平均晶粒尺寸对比情况来看,熔覆粉末、激光熔覆工艺参数、激光冲击工艺参数是实施例一中的具体配置时,对熔覆层和海工平台桩腿基体之间的界面消除效果最好,界面区域的晶粒特征变化效果最为明显。其次是实施例二,界面消除效果较为明显,但界面区域的晶粒特征变化效果不如实施例一。最后是实施例三,界面消除效果不如实施例一和实施例二,界面区域的晶粒特征变化效果均也不如实施例一和实施例二。
52.本发明通过调控海工平台桩腿专用熔覆粉末,结合激光熔覆工艺参数,来调节熔覆层的阻抗,激光冲击产生的冲击波在相似阻抗材料界面处产生反射和透射,调节激光冲击的参数来控制反射与透射的比例,在熔覆层晶粒尺寸得到细化的同时,使远离冲击处里面的界面区域晶粒尺寸也得到了明显细化,消除熔覆层和海工平台桩腿基体之间以及熔覆层与熔覆层之间的界面,增强熔覆层与基体之间、熔覆层与熔覆层之间的结合强度,提高修复后的材料强度、塑性和各向异性,从而提高海工平台桩腿零部件修复后的使用性能。
53.其中,对于阻抗的控制,首先要调控熔覆粉末配方,控制冲击波在熔覆层与海工平台桩腿基体之间透射的比例,然后经过ebsd等手段对界面区域进行检测,观察晶粒特征变化,验证熔覆粉末配方的有效性、激光熔覆工艺参数和激光冲击强化工艺参数的合理性。
54.上述说明示出并描述了本发明的优选实施例,如前所述,应当理解本发明并非局限于本文所披露的形式,不应看作是对其他实施例的排除,而可用于各种其他组合、修改和环境,并能够在本文所述发明构想范围内,通过上述教导或相关领域的技术或知识进行改
动。而本领域人员所进行的改动和变化不脱离本发明的精神和范围,则都应在本发明所附权利要求的保护范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。