t形刀具以及t形刀具的制作方法
技术领域
1.本发明涉及t槽铣刀、有槽铣刀、圣诞树形铣刀等t形刀具以及其制作方法,该t形刀具将具有切削刃的刀具主体与圆柱状的刀柄紧固成侧视时的大致t字形。
背景技术:
2.以往已知有具有刀柄和与该刀柄的前端结合的刀头(刀具主体)的t形刀具。例如,在专利文献1中记载了以下t形刀具(t槽铣刀):利用花键嵌合和螺钉,将在外周部配设有切削刃的切削刀头能装拆地安装于刀柄的前端部。切削刀头在与刀柄面对的端面的中央部具有环状的凸部,使凸部内侧的花键孔与形成于刀柄前端部的花键轴部卡合,使该环状的凸部的端面与刀柄的端面抵接,将固定用螺钉从切削刀头的相反侧的端面插通到形成于切削刀头的中央的刀头孔中,与形成于刀柄的端部的阴螺纹拧合,由此对切削刀头和刀柄进行调心并能装拆地结合。
3.在先技术文献
4.专利文献
5.专利文献1:日本特表2013-534189号公报
技术实现要素:
6.发明所要解决的课题
7.在专利文献1所记载的t形刀具中,刀柄在与切削刀头的凸部的端面抵接的状态下被固定用螺钉拉伸。由于切削刀头和刀柄能装拆,所以,首先,切削刀头与刀柄的紧固刚性变低,存在着因固定用螺钉的紧固力不足而导致切削刀头和刀柄松动的危险性。具有调心功能地加工花键轴部和花键孔时需要高难度的加工技术,存在着例如即便具有调心功能也不可避免每次装拆时都产生的同心误差这样的问题。
8.因此,本发明以解决这样的现有技术的问题作为技术课题,其目的在于提供制作容易且高刚性、高精度以及更高安全性的t形刀具。
9.用于解决课题的方案
10.为了达成上述目的,根据本发明,提供一种t形刀具,该t形刀具将具有切削刃的刀具主体与圆柱状的刀柄紧固成侧视时的t字形,其中,上述刀柄由超硬合金形成,并在前端部形成有与上述刀具主体卡合的卡合部,上述刀具主体由钢材形成,并形成有与上述刀柄的卡合部卡合的被卡合部,实施止脱以及止转而将上述卡合部与上述被卡合部紧固。
11.另外,根据本发明,提供一种t形刀具的制作方法,该t形刀具将具有切削刃的刀具主体与圆柱状的刀柄紧固成侧视时的t字形,其中,上述t形刀具的制作方法包括以下步骤:在由超硬合金形成的刀柄的前端部形成与上述刀具主体卡合的卡合部,在由钢材形成的刀具主体上形成与上述刀柄的卡合部卡合的被卡合部,实施止脱以及止转而将上述卡合部与上述被卡合部紧固,在形成于上述刀具主体的前端面的螺纹孔中拧入配重,获得t形刀具的旋转平衡,在上述刀具主体的前端面安装罩。
12.发明的效果
13.根据本发明,由于使刀柄的卡合部与刀具主体的被卡合部卡合,实施止脱以及止转,将具有切削刃的由钢材形成的刀具主体和由超硬合金形成的圆柱状的刀柄紧固,所以,可防止刀具主体相对于刀柄旋转或者分离。这样,能在刀柄使用刚性高的超硬合金,并且刀柄与刀具主体的紧固部的刚性也变高,能提高加工速度(切削速度)并提高加工效率。另外,通过由超硬合金形成刀柄,刀柄难以发生变形,能提高加工精度。本发明一旦将刀柄与刀具主体紧固而制作出t形刀具之后,就不会有装拆刀柄和刀具主体这样的想法,能作为犹如刀柄和刀具主体为一体构造的t形刀具来使用。
附图说明
14.图1是本发明的优选实施方式的t形刀具的侧视图。
15.图2是从刀柄侧观看的图1的t形刀具的俯视图。
16.图3是从前端侧观看的图1的t形刀具的仰视图。
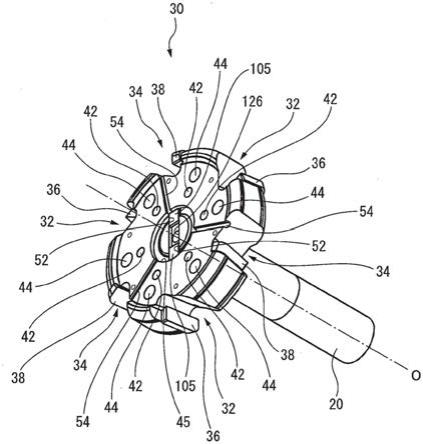
17.图4是图1的t形刀具的立体图。
18.图5是示出图1的t形刀具的刀柄的一例的立体图。
19.图6是拆掉罩地示出图1的t形刀具的刀头的一例的仰视图。
20.图7是将图5的刀柄与图6的刀头紧固的t形刀具的立体图。
21.图8是示出t形刀具的紧固部的其他例的仰视图。
22.图9是示出t形刀具的紧固部的其他例的仰视图。
23.图10是示出t形刀具的紧固的其他例的仰视图。
24.图11是示出t形刀具的紧固的其他例的侧视图。
25.图12是本发明的其他实施方式的t形刀具的刀柄的局部纵剖视图。
26.图13是与图12的刀柄紧固的刀头的立体图。
27.图14是将图12的刀柄与图13的刀头紧固的t形刀具的局部纵剖视图。
28.图15是本发明的再一实施方式的刀柄的立体图。
29.图16是安装于图15的刀柄的刀头的横剖视图。
30.图17是图16的t形刀具的局部纵剖视图。
31.图18是本发明的再一实施方式的刀柄的立体图。
32.图19是安装于图18的刀柄的刀头的横剖视图。
33.图20是图19的t形刀具的局部纵剖视图。
34.图21是本发明的再一实施方式的刀柄的立体图。
35.图22是图21的刀柄的侧视图。
36.图23是在图21的刀柄上紧固刀头的t形刀具的局部纵剖视图。
具体实施方式
37.以下,参照附图来说明本发明的优选实施方式。
38.t形刀具10具备:被安装在机床的主轴或刀架的前端部上的刀柄20;以及与该刀柄20的前端结合的刀头(刀具主体)30。刀柄20例如由刚性高的超硬合金制的大致圆柱形状的棒状构件形成,在前端部形成有阳螺纹24。阳螺纹24例如可形成为螺距为1~2mm、螺纹牙高
度为0.5~2mm的螺纹。刀柄20可在其侧面以在径向相向的方式形成2个平坦面28。为了利用扳手那样的工具将刀柄20拧合于刀头30,可利用平坦面28。
39.可在刀柄20中形成用于对刃尖供给冷却剂的冷却剂通路。该冷却剂通路可包括沿中心轴线o贯通刀柄20的轴向通路26和从该轴向通路26沿半径方向贯通刀柄20的半径方向通路(未图示)。若与刀头30紧固,则该半径方向通路与刀头30的在半径方向开设的3条通路(未图示)连通,向第1槽部32开口。
40.刀头30形成t形刀具10的刀具主体,例如可由钢材形成。在刀头30形成有多个(在本实施方式中为6个)刃部。在本实施方式中,该刃部由安装于刀头30的刀片36、38形成。刀片36、38例如可由耐磨耗性高的超硬合金形成。刀片36、38包括:向t形刀具10的基端侧即刀柄20侧突出的3个上侧刀片36;以及向t形刀具10的前端侧即与刀柄20相反侧突出的3个下侧刀片38。
41.在刀头30形成有与刀片36、38的个数对应的多个(在本实施方式中为6个)槽部32、34。槽部32、34从刀头30的与刀柄20面对的基端面30a延伸设置至与刀柄20背对的前端面30b。槽部32、34包括接纳上侧刀片36的第1槽部32和接纳下侧刀片38的第2槽部34。第1和第2槽部32、34可包括用于安装上侧刀片36的上侧座(未图示)和用于安装下侧刀片38的下侧座(未图示)。在本实施方式中,上侧刀片36以及下侧刀片38通过钎焊而固定于上侧座32a、下侧座34a。
42.另外,上侧刀片36和下侧刀片38可形成为相同形状。上侧刀片36可具有呈直线状延伸的主切削刃和在上侧刀片36的上端与主切削刃连结的圆弧状的副切削刃。圆弧状的副切削刃的形状、尺寸可对应于在工件上被加工的加工面的圆角r的大小来确定。上侧刀片36以主切削刃从刀头30的外周面突出、副切削刃从刀头30的基端面30a突出的方式安装于上侧座。同样,下侧刀片38以直线状的主切削刃从刀头30的外周面突出、圆弧状的副切削刃从刀头30的前端面30b突出的方式安装于下侧座。
43.另外,上侧刀片36以其前刀面朝向下方的方式固定于上侧座32a。也就是,以从前端面30b侧观看t形刀具10时可看到上侧刀片36的前刀面的方式,上侧刀片36相对于刀头30倾斜。同样,下侧刀片38以其前刀面朝向下方的方式固定于下侧座。也就是,以从基端面30a(刀柄20)侧观看t形刀具10时可看到下侧刀片38的前刀面的方式,下侧刀片38相对于刀头30倾斜。
44.进而,刀头30在其中央部形成有具有与刀柄20的阳螺纹24拧合的阴螺纹50的中央开口部。通过使刀柄20的阳螺纹24与刀头30的中央开口部的阴螺纹50卡合,刀头30被紧固于刀柄20。也可以是,在刀头30的前端面30b形成多个螺纹孔42、44,安装作为用于获取t形刀具10的旋转平衡的配重的螺钉(未图示)。在本实施方式中,螺纹孔42固定比螺纹孔44小即轻量的螺钉。小径的螺纹孔42为精调旋转平衡用途,大径的螺纹孔44为粗调旋转平衡用途。进而,螺纹孔42、44分别在圆周上以等间隔配置,相比螺纹孔44,螺纹孔42既可以配置在直径小的圆周上,也可以配置在直径大的圆周上,还可以交替地配置在相同直径的圆周上。由于可在t形刀具的加工作用点近旁进行旋转平衡获取,所以,因不平衡引起的t形刀具的振动少。
45.另外,如图3、图4所示那样,刀头30的前端面30b可由圆形的薄板状的罩31覆盖。罩31利用多个螺钉33固定于刀头30的前端面30b。通过由罩31覆盖刀头30的前端面30b,不仅
改进了t形刀具10的美观性,还能防止在t形刀具10使用期间产生的切屑进入螺纹孔42、44内。
46.另外,为了防止因在使用t形刀具10进行切削加工的期间产生的振动等而导致刀头30的阴螺纹50与刀柄20的阳螺纹24之间的紧固松动,可实施刀头30相对于刀柄20的止转。
47.刀头30相对于刀柄20的止转可使用矩形的键。参照图5~图7,刀柄20在前端面形成有沿径向延伸设置的1个矩形的凹部126来作为键槽。在刀头30的前端面30b,形成有以与键105的厚度尺寸相当的量凹陷的圆形的凹部45。凹部45配置成与阴螺纹50同心。当将刀柄20和刀头30拧合至最后时,在凹部126的两端侧分别嵌入矩形板状的键105。各个键105的一部分伸出到凹部45中地嵌入凹部126。将键105的伸出部分熔焊于刀头30的凹部45。键105和刀头30都由钢材形成,因而容易进行熔焊。由于不与由超硬合金形成的刀柄20熔焊,所以,没有因熔焊热导致超硬合金出现裂纹这样的不良状况。
48.进而,刀头30具有从凹部45在半径方向沿刀头30的前端面30b延伸设置至槽部34的3条半径槽54。半径槽54形成在由罩31覆盖刀头30的前端面30b时用于使来自贯通刀柄20的轴向通路26的切削液朝第2槽部34定向的切削液用半径方向通路。在刀头30的内部穿设半径方向的通路的加工困难,但槽加工却是容易的。
49.进而,在将刀头30与刀柄20结合之后,能以刀柄20为基准,通过研削加工来精加工t形刀具10,以便上侧刀片36以及下侧刀片38的主切削刃以及副切削刃成为所期望的尺寸、形状、姿势。另外,优选的是,在将刀头30与刀柄20结合之后,在螺纹孔42、44中适当地拧合螺钉,对t形刀具10的旋转平衡进行调节。
50.参照图8,作为止转的一例,示出了在刀柄20与刀头30之间嵌入圆柱状的键100并进行熔焊的方式。在本实施方式中,没有在刀柄20的前端面预先形成凹部126。当将刀柄20和刀头30拧合到最后时,如图8所示那样,以能嵌入2个圆柱状的键100的方式,在刀柄20与刀头30的交界部,通过放电加工或研削等加工2个圆形孔。在该圆形孔中分别嵌入键100,将键100的刀头30侧的部分熔焊于前端面30b。也可以替代熔焊地使用钎焊。
51.本发明的刀头30相对于刀柄20的止转并不限定于上述的圆柱状的键100,也可以使其他形状,例如在图9所示的实施方式中,刀头30相对于刀柄20的止转具备椭圆形的键104。在本例中,在刀柄20与刀头30的交界部通过放电加工等加工2个椭圆形的切口。在2个切口中分别从刀柄20遍及至刀头30地嵌入椭圆形的键104,将键104的刀头30侧的部分熔焊于前端面30b。
52.进而,作为刀头30相对于刀柄20的止转的键并不限定于通过熔焊被固定于刀头30的形式。例如,在图10所示的实施方式中,作为刀头30相对于刀柄20的止转的键由带六角孔螺栓102构成。在本例中,在刀头30的图10所示的2处位置,预先加工用于拧入带六角孔的螺栓102的螺纹孔和盲孔。当将刀柄20和刀头30拧合到最后时,在与刀头的盲孔对应的刀柄20的前端面位置,通过放电加工等加工盲孔的一部分形状。并且,通过在2个盲孔和螺纹孔中拧入带六角孔的螺栓102,构成止转。
53.进而,刀头30相对于刀柄20的止转也可以是在刀柄20的螺纹部(阳螺纹24)的侧面从刀头30沿径向拧合固定螺钉。参照图11,在刀头30的第2槽部34形成有沿半径方向贯通至中心开口部的螺纹孔。当将刀柄20和刀头30拧合到最后时,通过放电加工在刀柄20的半径
方向加工与该螺纹孔同心的浅孔。并且,从该螺纹孔拧入固定螺钉56,使固定螺钉56突入刀柄20的浅孔。进行在固定螺钉56的螺纹部涂敷防松动剂、或是在拧入固定螺钉56之后通过钎焊填埋螺纹孔等的防松动处置。
54.在上述的实施方式中,均是将形成于刀柄20的前端部的阳螺纹24与形成于刀头30的中央部的中央开口部的阴螺纹50拧合,但本发明并不限定于此,也可以是在刀柄20的前端部形成阴螺纹并在刀头30的基端面30a形成阳螺纹的其他实施方式。
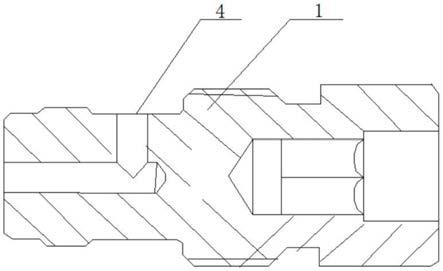
55.参照图12~图14,该其他实施方式的刀柄20在其前端部形成有嵌合孔132。嵌合孔132沿着刀柄20的中心轴线os形成,具有在该嵌合孔132的进深侧形成有阴螺纹的螺纹部132a。刀头30具有从基端面30a的中心部突出的突台部60和从该突台部60进一步突出的轴部。该轴部具有与突台部60邻接的嵌合部62和从该嵌合部62进一步向后方突出的由阳螺纹形成的螺纹部64。突台部60、嵌合部62以及螺纹部64沿着刀头30的中心轴线oh配置成同轴。
56.将刀头30的轴部插入到刀柄20的前端部的嵌合孔132内,将刀头30的螺纹部64拧合于刀柄20的螺纹部132a,将刀柄20与刀头30结合,这样,刀头30的嵌合部62嵌合于刀柄20的嵌合孔132,并且刀柄20的前端面与刀头30的突台部60抵接。然后,在刀柄20与突台部60的交界部通过放电加工等加工出使2个键106嵌入的键槽。使键106跨越刀柄20和突台部60地嵌入,将键106的一部分熔焊于突台部60。键106可以形成为已述的椭圆形的键104或矩形的键105以及其他的适当形状。
57.在上述的实施方式中,刀头30通过与刀柄20拧合来进行结合,但本发明并不限定于此,也可以如以下说明的那样通过使刀柄20的前端与刀头30的中央部的孔嵌合来进行结合。
58.在图15~图17所示的再一实施方式中,具有形成在刀柄20的前端部的剖面为大致三角形的嵌合部136。在三棱柱状的嵌合部136的侧面分别形成有小孔138。另外,在本例中,在刀柄20上没有设置平坦面28。
59.与刀柄20的三棱柱状的嵌合部136对应地,在刀头30的中央部,形成有从基端面30a贯通至前端面30b的剖面为三角形的嵌合孔139。另外,在刀头30,在中央部形成有从嵌合孔139沿半径方向延伸至槽部34的3个螺纹孔66。
60.刀柄20的小孔138和刀头30的螺纹孔66配置成在使刀柄20的前端部的嵌合部136与刀头30的嵌合孔40嵌合时成为同轴。通过将具有尖头的固定螺钉108拧合于螺纹孔66,使其前端插入到嵌合部136的小孔138内,从而防止刀头30从刀柄20脱离。刀柄20的嵌合部136与刀头30的嵌合孔139的嵌合可以是过盈配合。嵌合部136可加热刀头30而通过热套与嵌合孔139嵌合。另外,对固定螺钉108进行防松动处置。
61.刀柄20的前端的嵌合部可形成为三棱柱形状以外的多棱柱形状。例如,在图18~图20所示的再一实施方式中,刀柄20具有形成在其前端部的剖面为大致四边形的嵌合部140。
62.刀柄20具有形成在前端部的剖面为大致四边形的嵌合部140。在四棱柱状的嵌合部140,在相向的2个侧面分别形成有小孔142。另外,在本例中,在刀柄20没有设置平坦面28。
63.与之相应地,在刀头30的中央部,形成有从基端面30a贯通至前端面30b的剖面为四边形的嵌合孔41。另外,在刀头30,形成有从刀柄20的嵌合部140沿半径方向延伸设置至
槽部34的2个螺纹孔68。
64.刀柄20的小孔142和刀头30的螺纹孔68配置成在使刀柄20的前端部的嵌合部140与刀头30的嵌合孔41嵌合时成为同轴。通过将具有尖头的固定螺钉110拧合于螺纹孔68,将其前端部插入到嵌合部140的小孔142内,从而防止刀头30从刀柄20脱离。刀柄20的嵌合部140与刀头30的嵌合孔41的嵌合可以是过盈配合。嵌合部140可加热刀头30而通过热套与嵌合孔41嵌合。另外,对固定螺钉110进行防松动处置。
65.在图15~图20的实施方式中,在使刀柄20的嵌合部嵌合于刀头30的嵌合孔之后,利用具有尖头的固定螺钉来防止刀柄20与刀头30的分离。本发明并不限定于此,也可以在固定螺钉与刀柄20之间夹设倾斜垫块。
66.参照图21~图23,在再一实施方式中,刀柄20具有形成于其前端部的剖面为大致四边形的嵌合部144。在四棱柱状的嵌合部144中,在相向的2个侧面,分别形成有相对于刀柄20的中心轴线os倾斜的由平面形成的倾斜面146。倾斜面146以朝刀柄20的前端方向相互接近的方式形成为锥状。另外,在本例中,在刀柄20没有设置平坦面28。
67.与之相应地,在刀头30的中央部,形成有从基端面30a贯通至前端面30b的剖面为四边形的嵌合孔43。另外,在刀头30,形成有从刀柄20的嵌合部144沿半径方向延伸至槽部34的2个螺纹孔70。
68.刀头30的螺纹孔70配置成在使刀柄20的前端部的嵌合部144嵌合到刀头30的嵌合孔43中时面对刀柄20的倾斜面146。如图23所示那样,在螺纹孔70内放入倾斜垫块114之后将固定螺钉112拧合于螺纹孔70,将倾斜垫块114按压至倾斜面146。由此,可防止刀头30脱离刀柄20。刀柄20的嵌合部140与刀头30的嵌合孔41的嵌合可以是过盈配合。嵌合部140可通过加热刀头30而通过热套与嵌合孔41嵌合。另外,对固定螺钉112进行防松动处置。
69.根据本实施方式,刀柄20与刀头30的紧固如此通过螺纹结合、多棱柱与多边形孔的过盈配合或热套来进行,在键结合之后将键熔焊于刀头30或在固定螺钉结合之后对固定螺钉进行防松动处理的方法来进行,制作t形刀具。在制作完t形刀具之后刀柄20与刀头30的紧固不会解除,结合刚性高,没有在加工期间刀柄20与刀头30的紧固脱开的危险性。另外,通过由超硬合金(杨氏模量为钢的大约3倍)形成刀柄20,刀柄20难以变形,可提高加工精度。
70.与从1个超硬合金呈t字形削出的刀柄和刀头的刀柄刀头一体型的t形刀具相比,根据本实施方式,可显著降低材料成本以及制作成本。另外,在本实施方式中,在将刀柄与刀头紧固之后,以刀柄为基准对刀头进行精加工,因而,无需像专利文献1那样特别地制作使刀柄与刀头抵接的基准面或固定用螺钉,可降低制作成本。
71.附图标记的说明
72.10 t形刀具
73.20 刀柄
74.24 阳螺纹
75.30 刀头
76.31 罩
77.36 上侧刀片
78.38 下侧刀片
79.42 螺纹孔
80.44 螺纹孔
81.50 阴螺纹
82.54 半径槽
83.105 键
84.126 凹部
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。