1.本发明涉及叉车转向桥生产技术领域,具体涉及一种叉车转向桥装配生产线。
背景技术:
2.叉车是指对成件托盘货物进行装卸、堆垛和短距离运输作业的各种轮式搬运车辆,被广泛应用于车站、港口、机场等国民经济各部门,是机械化装卸、堆垛和短距离运输的高效设备。其中,转向桥是叉车主要零部件之一,其主要作用是使转向轮偏转,从而实现转向功能。现有的转向桥一般由桥体、转向油缸、滚针轴承、转向节、转向节主销、连杆、轮毂等部件组成,现有技术的转向桥装配过程多为以桥体为基础,人工向桥体上装配上述部件,由于桥体质量、体积较大,且现有的装配工序繁多,因此当桥体在不同工位之间转运时存在搬运、吊转不便,劳动强度大的问题。
技术实现要素:
3.本发明提供一种能够实现转向桥体在装配工序之间顺畅移动,桥体搬运、吊转方便,有利于降低工人劳动强度的转向桥装配生产线。
4.为解决上述技术问题,本发明采用如下技术方案:
5.一种叉车转向桥装配生产线,包括龙门架,还包括:
6.输送线体,所述输送线体用于输送转向桥沿装配工序依次移动;
7.油缸装配工位,所述油缸装配工位用于将油缸安装于桥体;
8.滚针轴承装配工位,所述滚针轴承装配工位通过悬挂于龙门架的轴承压机将滚针轴承压装于桥体;
9.转向节装配工位,所述转向节装配工位用于实现转向节与桥体、油缸连接;以及
10.轮毂装配工位,所述轮毂装配工位用于在转向节上安装轮毂总成。
11.优选的,所述龙门架包括框架、设置在框架顶部用于搬运的kbk起重机,所述kbk起重机包括设置在框架顶部的kbk轨道、能够沿kbk轨道移动的行走轮、设置在行走轮上用于转运的电动葫芦。
12.优选的,所述输送线体包括机架、分层设置在机架上的倍速链线体、用于驱动倍速链线体工作的线体电机以及能够沿倍速链线体移动并用于放置桥体的装配托盘。
13.优选的,所述倍速链线体包括沿机架长度方向分布的两链条支撑导轨、传动设置在链条支撑导轨上的倍速链以及设置在该链条支撑导轨端部用于链条传动的链轮,所述线体电机输出端与链轮相连。
14.优选的,所述装配托盘包括底板、转动设置在底板顶部的托盘、沿托盘轴心相对设置用于放置桥体的两v型块。
15.优选的,所述底板四个拐角处还转动连接有可沿链条支撑导轨内壁移动的移动轮;所述底板至少一个边角顶部还设有用于固定托盘的分度组件,且托盘上均布有与分度组件匹配的分度块。
16.优选的,所述分度组件包括转动设置在底板顶部的安装块、置于安装块靠近托盘一端的限位块以及用于驱动安装块转动的手柄一,所述分度块上开设有与限位块匹配的限位槽。
17.优选的,所述机架侧壁设有与装配工位对应并用于将装配托盘限定在安装工位的止动机构,所述止动机构包括通过横杆设置在机架安装工位的止动气缸以及设置在止动气缸输出端用于阻挡装配托盘移动的阻挡块。
18.优选的,所述机架前后两端部还设有用于防止装配托盘逆行的止回机构,所述止回机构包括通过横杆设置在机架侧壁的止回气缸以及设置在止回气缸输出端用于阻挡装配托盘移动的止回块。
19.优选的,所述输送线体首尾两端还设有用于实现在分层的倍速链线体之间转运装配托盘的升降机构,所述升降机构包括工作台以及通过升降滑轨能够沿工作台竖直位移的升降台;所述工作台靠近倍速链线体的一端设有用于感知装配托盘是否到位的接近开关,所述工作台靠近倍速线体的一端还设有用于控制装配托盘通行的阻挡装置,所述阻挡装置包括设置在工作台的阻挡气缸以及设置在阻挡气缸输出端的阻挡杆;所述升降台包括主体框架、间隔设置在主体框架之间用于装配托盘输送的输送辊轴以及用于驱动输送辊轴转动的驱动电机。
20.优选的,所述生产线还包括用于安装转向桥油缸关节轴承的压装机构,所述压装机构包括压装台、设置在压装台顶部的料架、设置在料架两侧呈l型的压机、通过滑轨能够沿压机水平部移动的定位工装、设置在定位工装两侧的下压头二、设置在压机竖直部顶端的增压缸以及设置在增压缸输出端用于压装的上压头二。
21.优选的,所述轴承压机包括基板、固设在基板上方的油缸安装板、固设在油缸安装板上方的吊装板以及固设在基板下方并分层设置的压装板,所述基板通过弹簧设有能够伸缩移动的上压头一,两个所述压装板顶部分别设有中压头、下压头一,所述油缸安装板顶部设有用于驱动上压头伸缩移动的驱动油缸,所述基板两侧设有驱动该滚针轴承压机移动的手柄二。
22.优选的,所述生产线还包括位于下料端的转向桥轮毂平行度在线检测工位,所述在线检测工位包括置于倍速链线体两侧的机架底座、置于机架底座顶部的龙门机架、置于龙门机架顶部用于压紧工件的压紧气缸、用于安装在桥体轮毂上的扶正工装、设置在龙门机架侧壁且其输出端延伸至龙门机架内部的扶正增压缸、设置在扶正增压缸输出端的扶正压头以及设置在扶正压头端面用于检测扶正状态轮毂平行度的两传感器,所述机架底座顶部还设有用于举升装配托盘的举升气缸。
23.优选的,所述转向节装配工位和轮毂装配工位还包括用于翻转桥体的手动翻转装置,所述手动翻转装置包括悬吊于龙门架的翻转顶板、转动设置在翻转顶板两端且相互间转动连接的的两连杆组件以及转动设置在两连杆组件底端内侧用于夹持桥体前后椭圆柱的夹紧套。
24.优选的,所述翻转顶板通过转动设置在其顶部的水平旋转关节与龙门架相连,所述连杆组件包括与翻转顶板转动相连的连杆一以及一端与连接一转动相连、中部相互铰接的连杆二,所述连杆二的另一端侧壁还设有驱动手柄,所述夹紧套通过竖向旋转关节与连杆二转动相连。
25.由以上技术方案可知,本发明具有如下有益效果:
26.1.本发明中,利用输送线体实现桥体沿不同工序的输送,即桥体依次输送至油缸装配工位、滚针轴承装配工位、转向节装配工位、轮毂装配工位时依次实现相应零部件的装配,具有桥体搬运方便、劳动强度小的优点。
27.2.本发明中,通过设置分层的倍速链线体,且在倍速链线体两侧设置用于实现装配托盘转运的升降机构,桥体通过装配托盘沿着上层线体移动以进行装配,并在装配结束后下线,而装配托盘在升降机构的带动下转运至下层线体,实现回程,以对装配托盘的循环使用。
28.3.本发明中,通过设置对转向桥轮毂平行度进行检测的装置,有利于提高轮毂装配精度;此外,在转向节装配工位和轮毂装配工位设置手动翻转装置,从而在对桥体两侧分别进行部件安装时,可利用该手动翻转装置实现桥体的水平和竖直方向旋转,以方便对桥体两侧进行装配。
附图说明
29.图1为本发明各装配工位的示意图;
30.图2为龙门架的示意图;
31.图3为图1中主体框架的示意图;
32.图4为输送线体的示意图;
33.图5为装配托盘的示意图;
34.图6为止动机构的示意图;
35.图7为止回机构的示意图;
36.图8为升降机构的示意图;
37.图9为图8的俯视图;
38.图10为图9中a部分的示意图;
39.图11为轴承压机示意图;
40.图12为图11的俯视图;
41.图13为图12中c
‑
c截面的示意图;
42.图14为轴承压机与倍速链线体的示意图;
43.图15为油缸关节轴承压装机构的示意图;
44.图16为图15的正视图;
45.图17为图15的侧视图;
46.图18为图15的俯视图;
47.图19为图15中b部分的示意图;
48.图20为轮毂平行度在线检测装置示意图;
49.图21为图20的正视图;
50.图22为图20中c部分的示意图;
51.图23为手动翻转装置与倍速链线体连接的示意图;
52.图24为手动翻转装置的示意图;
53.图25为竖向旋转关节的示意图;
54.图26为图25中d
‑
d的截面示意图。
55.图中:10、龙门架;11、框架;12、kbk起重机;13、kbk轨道;14、行走轮;15、电动葫芦;20、输送线体;210、机架;220、倍速链线体;221、链条支撑导轨;222、倍速链;230、线体电机;240、装配托盘;241、底板;242、托盘;243、v型块;244、移动轮;245、分度组件;2451、安装块;2452、限位块;2453、手柄一;246、分度块;2461、限位槽;250、止动机构;251、止动气缸;252、阻挡块;260、止回机构;261、止回气缸;262、止回块;270、升降机构;271、工作台;272、升降滑轨;273、升降台;2731、主体框架;2732、输送辊轴;2733、驱动电机;274、接近开关;275、阻挡装置;2751、阻挡气缸;2752、阻挡杆;30、油缸装配工位;40、滚针轴承装配工位;50、轴承压机;51、基板;52、油缸安装板;53、吊装板;54、压装板;55、上压头一;56、中压头;57、下压头一;58、驱动油缸;59、手柄二;591、开关压板;60、转向节装配工位;70、轮毂装配工位;80、压装机构;81、压装台;82、料架;83、压机;84、滑轨;85、定位工装;86、下压头二;87、增压缸;88、上压头二;90、轮毂平行度在线检测工位;91、机架底座;92、龙门机架;93、压紧气缸;94、扶正工装;941、工装板;942、夹钳;95、扶正增压缸;951、扶正压头;96、传感器;100、手动翻转装置;101、翻转顶板;102、连杆组件;1021、连杆一;1022、连杆二;103、夹紧套;104、水平旋转关节;105、竖向旋转关节。
具体实施方式
56.下面结合附图对本发明的一种优选实施方式作详细的说明。
57.实施例:
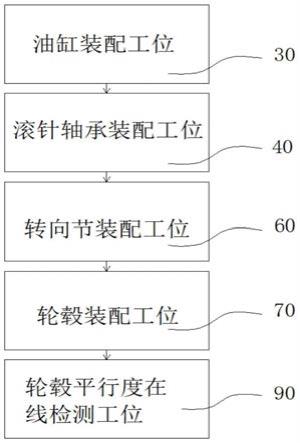
58.参照图1,一种叉车转向桥装配生产线,包括龙门架10,还包括:
59.输送线体20,输送线体用于输送转向桥沿装配工序依次移动;
60.油缸装配工位30,油缸装配工位用于将油缸安装于桥体;
61.滚针轴承装配工位40,滚针轴承装配工位通过悬挂于龙门架的轴承压机50将滚针轴承压装于桥体;
62.转向节装配工位60,转向节装配工位用于实现转向节与桥体、油缸连接;以及
63.轮毂装配工位70,轮毂装配工位用于在转向节上安装轮毂总成,使用时,桥体通过输送线体按照装配工序依次移动,即依次经过油缸装配工位、滚针轴承装配工位、转向节装配工位以及轮毂装配工位依次进行其上部件的安装,具有桥体搬运、吊转方便,降低工人劳动强度的优点。
64.参照图2、图3,作为本发明优选的技术方案,龙门架10包括框架11、设置在框架顶部用于搬运的kbk起重机12,kbk起重机包括设置在框架顶部的kbk轨道13、能够沿kbk轨道移动的行走轮14、设置在行走轮上用于转运的电动葫芦15,由此,行走轮在沿kbk轨道移动的过程中,带动电动葫芦移动,从而通过该电动葫芦对用于装配零部件的辅助工装进行吊运,以将辅助工装移动至桥体合适位置。
65.本发明中,整个装配工序如下,首先桥体上线,油缸安装关节轴承,然后桥体随装配托盘240输送至油缸装配工位30,人工通过螺栓将油缸安装到桥体上;接着在滚针轴承装配工位40将滚针轴承安装于桥体上;然后桥体移动至转向节装配工位60,将主销安装于桥体和转向节之间,然后安装连杆与转向节和油缸之间,最后进入轮毂装配工位70安装轮毂总成。
66.参照图4,作为本发明优选的技术方案,输送线体20包括机架210、分层设置在机架210上的倍速链线体220、用于驱动倍速链线体工作的线体电机230以及能够沿倍速链线体移动并用于放置桥体的装配托盘240,由此,线体电机驱动倍速链线体进行传动,从而带动装配托盘沿着该线体移动,以达到在不同工位之间转运工件的目的。
67.进一步的,倍速链线体220包括沿机架210长度方向分布的两链条支撑导轨221、传动设置在链条支撑导轨上的倍速链222以及设置在该链条支撑导轨端部用于链条传动的链轮,线体电机230输出端与链轮相连,具体的,线体电机通过链轮驱动倍速链沿着链条支撑导轨进行传动,从而达到对装配托盘进行转运。
68.参照图5,作为本发明优选的技术方案,装配托盘240可置于链条顶部,装配托盘包括底板241、转动设置在底板顶部的托盘242、沿托盘轴心相对设置用于放置桥体的两v型块243,由此,托盘可沿着底板转动,从而将托盘转动至适宜安装的位置,并利用两块v型块对桥体进行支撑。
69.进一步的,底板241四个拐角处还转动连接有可沿链条支撑导轨221内壁移动的移动轮244;底板241至少一个边角顶部还设有用于固定托盘的分度组件245,且托盘242上均布有与分度组件匹配的分度块246,具体的,以本实施例为例,分度块设置为沿托盘圆周均布的四块,这样托盘可沿着底板旋转90
°
的倍数,以实现桥体的旋转,此外,可在托盘旋转后利用分度组件对托盘进行固定。
70.进一步的,分度组件245包括转动设置在底板顶部的安装块2451、置于安装块靠近托盘一端的限位块2452以及用于驱动安装块转动的手柄一2453,分度块246上开设有与限位块匹配的限位槽2461,旋转前,通过手柄一驱动限位块同限位槽分离,使得托盘可沿底板自由转动,待托盘旋转至适宜位置后,再次通过手柄一驱动限位块置于限位槽内即可实现对托盘的限位。
71.参照图6,作为本发明优选的技术方案,机架210侧壁设有与装配工位对应并用于将装配托盘240限定在安装工位的止动机构250,止动机构包括通过横杆设置在机架安装工位的止动气缸251以及设置在止动气缸输出端用于阻挡装配托盘移动的阻挡块252,由此,每个装配工位均配置有止动机构,因此在装配托盘随倍速链线体移动至工位时,利用止动气缸驱动阻挡块伸出,对装配托盘的位置进行限定。
72.参照图7,作为本发明优选的技术方案,机架210前后两端部还设有用于防止装配托盘240逆行的止回机构260,止回机构包括通过横杆设置在机架侧壁的止回气缸261以及设置在止回气缸输出端用于阻挡装配托盘移动的止回块262,由此,装配托盘在移动至倍速链线体之后,利用止回气缸推动止回块伸出,从而防止装配托盘回退。
73.参照图8、图9、图10,作为本发明优选的技术方案,输送线体20首尾两端还设有用于实现在分层的倍速链线体之间转运装配托盘的升降机构270,升降机构包括工作台271以及通过升降滑轨272能够沿工作台竖直位移的升降台273,具体的,工作台上可设置用于驱动升降台移动的丝杠机构;工作台靠近倍速链线体的一端设有用于感知装配托盘240是否到位的接近开关274,工作台靠近倍速线体的一端还设有用于控制装配托盘通行的阻挡装置275,阻挡装置包括设置在工作台的阻挡气缸2751以及设置在阻挡气缸输出端的阻挡杆2752,具体的,以桥体装配结束,上层倍速链线体的装配托盘转运至下层为例,装配托盘从倍速链线体输送过来,阻挡气缸驱动阻挡杆缩下放行,装配托盘进入升降台,接近开关感应
到装配托盘到位后,即接近开关感应到装配托盘后端完全进入到升降台后,阻挡气缸驱动阻挡杆伸出挡住装配托盘,防止装配托盘滑出升降机构,升降台沿着升降滑轨下移,到达下层线体后,阻挡杆缩下,装配托盘沿着升降台移动至下层线体内;装配托盘从下层线体转运至上层线体的原理同上;因此可利用该升降机构实现对装配托盘的重复使用。
74.进一步的,接近开关用于感知装配托盘是否到位,当感知到装配托盘提前到来,即接近开关感应到装配托盘前端进入工作台,而升降台还没到位时,先通过阻挡装置将装配托盘限制住,待升降台到达指定位置之后,阻挡装置放下,装配托盘继续前行,到达升降台处,从而防止装配托盘从线体上脱落。
75.此外,本发明的升降台273包括主体框架2731、间隔设置在主体框架之间用于装配托盘240输送的输送辊轴2732以及用于驱动输送辊轴转动的驱动电机2733,具体的,在实际使用过程中输送辊轴之间设置用于传动的传送带,从而在驱动电机的驱动下带动输送辊轴转动,从而对其上的装配托盘进行输送。
76.参照图15、图16、图17、图18、图19,作为本发明优选的技术方案,生产线还包括用于安装转向桥油缸关节轴承的压装机构80,压装机构包括压装台81、设置在压装台顶部的料架82、设置在料架两侧呈l型的压机83、通过滑轨84能够沿压机水平部移动的定位工装85、设置在定位工装两侧的下压头二86、设置在压机竖直部顶端的增压缸87以及设置在增压缸输出端用于压装的上压头二88,在实际的使用过程中,还可在压机上设置用于驱动定位工装移动的气缸,在对油缸进行装配之前,首先对油缸关节轴承进行安装,具体是,将油缸放置于定位工装上,并通过下压头二进行定位,气缸驱动定位工装沿着滑轨移动至上压头二之下,通过增压缸驱动上压头二将关节轴承压装进油缸两端的轴承孔,以达到对油缸两侧的关节轴承同时压装,有利于提高工作效率。
77.参照图11、图12、图13、图14,作为本发明优选的技术方案,轴承压机50包括基板51、固设在基板上方的油缸安装板52、固设在油缸安装板上方的吊装板53以及固设在基板下方并分层设置的压装板54,基板通过弹簧设有能够伸缩移动的上压头一55,两个压装板顶部分别设有中压头56、下压头一57,油缸安装板顶部设有用于驱动上压头一伸缩移动的驱动油缸58,基板两侧设有驱动该滚针轴承压机移动的手柄二59,此外,手柄二侧壁还设有用于触发驱动油缸下压动作的开关压板591,在具体使用过程中,轴承压机设置在龙门架上,并通过kbk起重机12进行起吊,将滚针轴承分别放到中压头和下压头一上,握住手柄二使得上压头一入位桥体的滚针轴承孔预导向,握持开关压板,驱动油缸启动,两个滚针轴承同时压装到位,有利于提高工作效率;此外,轴承压机通过起重机悬挂于龙门架上,有利于减轻工人劳动强度。
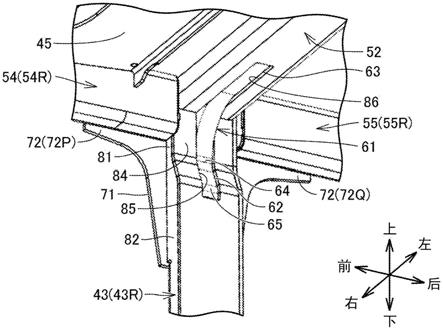
78.参照图20、图21、图22,作为本发明优选的技术方案,生产线还包括转向桥轮毂平行度在线检测工位90,该在线检测工位设置在生产线下料端,用于产品质量检测,在线检测工位包括置于倍速链线体220两侧的机架底座91、置于机架底座顶部的龙门机架92、置于龙门机架顶部用于压紧工件的压紧气缸93、用于安装在桥体轮毂上的扶正工装94、设置在龙门机架侧壁且其输出端延伸至龙门机架内部的扶正增压缸95、设置在扶正增压缸输出端的扶正压头951、以及设置在扶正压头端面用于检测扶正状态轮毂平行度的两传感器96,机架底座91顶部还设有用于举升装配托盘240的举升气缸,此外,扶正工装包括工装板941和夹钳942,且该夹钳通过气缸驱动实现夹紧动作,使用时,装配托盘带着工件进入检测工位,止
动机构将其挡停,人工将与工件匹配的扶正工装装在工件轮毂上,并通过夹钳进行固定,进而举升气缸将装配托盘顶起,龙门机架上的两个压紧气缸伸出,将工件压紧,扶正增压缸上扶正压头伸出,扶正工装板与轮毂,轮毂扶正后,通过传感器检测扶正工装板与扶正头之间的间隙,间隙数值即为轮毂相对于扶正压头的平行度,比较两侧轮毂的平行度即可判断是否满足要求。
79.参照图23、图24、图25、图26,作为本发明优选的技术方案,转向节装配工位60和轮毂装配工位70还包括用于翻转桥体的手动翻转装置100,手动翻转装置包括悬吊于龙门架10的翻转顶板101、转动设置在翻转顶板两端且相互间转动连接的两连杆组件102以及转动设置在两连杆组件底端内侧用于夹持桥体前后椭圆柱的夹紧套103,在实际使用过程中,手动翻转装置吊装于kbk起重机,装配托盘携带工件进行工位后,手动驱动两侧夹紧套套住桥体前后椭圆柱,吊起后,连杆组件自动夹紧桥体,翻转顶板可实现该装置的水平旋转,夹紧套的存在可实现该装置的竖直旋转,从而将桥体翻转至适宜位置,以便于将转向节、轮毂装配在桥体两侧,有利于提高工作效率和降低工人劳动强度。
80.进一步的,翻转顶板101通过转动设置在其顶部的水平旋转关节104与龙门架相连,以实现翻转顶板的水平方向旋转,连杆组件102包括与翻转顶板转动相连的连杆一1021以及一端与连杆一转动相连、中部相互铰接的连杆二1022,连杆二的另一端侧壁还设有驱动手柄,夹紧套103通过竖向旋转关节105与连杆二转动相连,桥体在通过该夹紧套吊起时,在自身重力作用下驱动两侧连杆二靠近,从而实现对桥体的自动夹紧。
81.工作原理:使用时,先通过油缸关节轴承压装机构80将关节轴承压装进油缸两侧,桥体上线并随倍速链线体220输送至油缸装配工位30,人工通过螺栓将油缸安装到桥体上,随后桥体随线体输送至滚针轴承装配工位40,并利用轴承压机50将滚针轴承压装于桥体上,而后桥体随线体输送至转向节装配工位60,人工将转向节安装于桥体上,并将主销安装于桥体和转向节之间,随后将油缸连杆安装于转向节和油缸之间,而后桥体随线体输送至轮毂装配工位70,人工将轮毂压装于桥体两侧,而后桥体移动至轮毂平行度在线检测工位90,对桥体两侧的轮毂平行度进行检测,最后装配完成的桥体下线,而用于输送桥体的装配托盘240在升降机构270的带动下,从上层倍速链线体输送至下层倍速链线体,以实现对装配托盘的循环使用。
82.以上所述实施方式仅仅是对本发明的优选实施方式进行描述,并非对本发明的范围进行限定,在不脱离本发明设计精神的前提下,本领域普通技术人员对本发明的技术方案作出的各种变形和改进,均应落入本发明的权利要求书确定的保护范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。