一种中厚板异质材料搅拌摩擦双面z型对/搭复合焊接方法和应用
技术领域
1.本发明涉及异种材料的搅拌摩擦焊接领域,尤其涉及一种中厚板异质材料搅拌摩擦双面z型对/搭复合焊接方法和应用。
背景技术:
2.公开该背景技术部分的信息仅仅旨在增加对本发明的总体背景的理解,而不必然被视为承认或以任何形式暗示该信息构成已经成为本领域一般技术人员所公知的现有技术。
3.随着现代工业的不断发展,在船舶制造、交通运输、航空航天、海洋工程、石油化工等领域,为了满足节省资源、轻量化、减少成本、多种工况作业、提高产品服役寿命等要求,异种材料的连接越来越受到相关行业的青睐。铆接和焊接是目前连接异种材料最常见的方法,但铆接存在工艺复杂、劳动强度高、工作效率低等特点,因此,焊接成为异种材料连接的首选方法。
4.由于异种材料在物理化学性能上存在巨大的差异,若使用传统的熔焊方法,在焊接过程中极易生成裂纹、气孔、夹渣、未熔合、脆硬金属间化合物等缺陷及较大的变形,影响接头性能。为此,采用固相连接方法对物化性质迥异的异种材料进行连接更具优势,常用的焊接方法主要有钎焊、超声波焊、真空扩散焊、爆炸焊、惯性摩擦焊、搅拌摩擦焊等。钎焊过程需要对钎料成分和钎焊工艺严格把控,特别是选择的钎料需要对两种母材具有良好的润湿性,同时要避免与两种母材反应生成过厚的金属间化合物,而且钎焊接头的强度和耐蚀性一般较差。超声波焊接易受超声波设备频率的限制,只能焊接薄板,对焊件尺寸和形状等方面要求较高。真空扩散焊和爆炸焊对设备和接头形式的要求很高,应用场合受限。而惯性摩擦焊焊只能对轴类、环状零器件进行焊接。因此,上述焊接工艺的应用不足,限制了上述方法在异种材料连接领域的大规模应用。
5.搅拌摩擦焊是英国焊接研究所在1991年发明的一项绿色固相连接技术,该工艺具有热输入低、焊接变形小、无污染、接头质量优异、操作简单等优点,广泛应用在铜合金、铝合金、钛合金、塑料等材料焊接领域。随着搅拌摩擦焊的出现,给异种材料焊接提供了新的解决方案。搅拌摩擦焊通过高速旋转的搅拌头插入母材直至轴肩与材料表面接触,搅拌头和周围材料摩擦产生的热量和材料自身的塑性变形做功使得待焊处材料软化,软化的材料在搅拌头的旋转作用下从搅拌头前方迁移到搅拌针后的空腔,并在搅拌头轴肩与搅拌针的挤压和搅拌下实现材料的连接。在整个搅拌摩擦焊过程中母材都不会发生熔化,从而有效避免了焊缝金属的烧损、氧化、夹渣、气孔、裂纹等缺陷,目前已成功实现了铝/铜、铝/镁、铝/钛、铝/钢、铝/复合材料等异种材料的焊接。然而,目前搅拌摩擦焊接技术主要用于薄板异种材料的焊接,但对于中厚板和厚板搅拌摩擦焊接仍存在焊缝成形差、热输入较高,从而导致形成较厚的金属间化合物层,严重影响接头性能。同时,因为焊接时搅拌头轴肩只工作于板材表面,易使得板材底部热量供应不足,材料流动性差,容易出现未焊透缺陷。
6.为了解决中厚板的搅拌摩擦焊接所存在的上述问题,有研究公开了一种针对中厚板材的双面搅拌摩擦焊方法,利用搅拌摩擦焊设备对待焊镁合金板材进行双面焊分次焊接,通过调整二次焊缝的起始位置,可以改善金属的塑性流动,减小表层焊缝金属出现局部过热的可能。然而,发明人研究发现:这种焊接工艺在两次焊接同向焊接的情况下,能避免两次焊接的前进侧都出现在板材同侧,改变了焊缝金属的薄弱位置。但是异向焊接时,两次焊接的前进侧就仍不可避免的出现在板材同侧,而且由于焊前板材接头处于常规对接,第二次焊接的焊缝位置位于第一次焊缝的背部,这就造成了两次焊接在相同的焊接参数下,焊缝的薄弱位置不仅在板材的同侧,而且两次焊接的薄弱位置会处在板材的同一部位,弱化了焊接接头性能。另外,有研究公开了一种厚板搅拌摩擦工艺,通过在两个待焊接的大厚度板材上沿焊接边缘开对称阶梯状坡口,使用搅拌摩擦单面焊焊接坡口底部,之后往凹坑里填嵌入条,之后将嵌入条和板材焊接为一体,直至将所有凹坑都填平。然而,发明人研究发现:这种开阶梯坡口,往凹坑里填嵌入条的方法只能用于焊接同种材料,并不适用于焊接异种材料。另外,整个准备过程较为复杂,对嵌入条和阶梯状坡口的尺寸精度要求较高,实施起来较为繁琐。有研究公开了一种半导体行业铝合金中、厚板焊接方法,对于板厚小于50mm的铝合金中厚板,可采用一次由外部焊接熔透,接头形式为直面或折面。对于板厚超过50mm,采用多层对接形式,先一次焊接将底层融合,之后往上一层填充焊材,焊材与厚板形成直面或斜面,最后由外部搅拌摩擦焊焊透。然而,发明人研究发现:该专利中对于板厚小于50mm的铝合金中厚板直接一次焊透,对于薄板尚且可行,但对于30
‑
50mm的中厚板,直接一次焊透势必需要较大的轴肩,从而造成焊缝表面热输入过大,恶化焊接接头的力学性能。当板厚超过50mm时,该专利通过焊接添入的焊材实现整个厚板的连接,但专利中的焊材只填充了一层,当铝合金板过厚时,此时一次焊底层和添入焊材的厚度数值必然很大,从而焊透会造成焊接热输入偏高。有研究公开了一种改变摩擦界面的厚板铝
‑
镁异种材料搅拌摩擦焊方法,通过将铝板和镁板铣削出相匹配的对界面,并在对接面上设置铺垫层,之后搅拌头与铺垫层接触进行搅拌摩擦焊接,其中铺垫层材料为纯铝或铝合金。该方法的实施有效抑制了铝和镁在高温下形成低熔点共晶和减小板厚方向上的温度差异,提高了铝/镁厚板搅拌摩擦焊表面成形效果。然而,发明人研究发现:由于铺垫层的材料是纯铝或铝合金,而且铺垫层铺设的厚度为3
‑
4mm或冷喷对接面凹槽的厚度为0.3
‑
0.5mm,这可能会引入铺垫层材料氧化的问题,从而对焊接接头的力学性能造成一定的影响,另外铺垫层的加入使得对工件加工精度要求极高。
7.研究者们除了从降低焊接热输入思路出发提高焊接接头性能外,还对焊接材料结合面形状方面进行了探索。例如:有研究公开了一种提高搅拌摩擦焊接头机械结合强度的方法,该方法在焊接前将焊接材料制作成特殊的结构,通过增加焊接时材料的混合面积,使得搅拌摩擦焊接头内部形成了高强度的机械互锁结构,将接头的力学性能提高了30%以上。但发明人发现:该方案在异种材料连接过程中,尤其是存在高熔点材料(如铜、钢等)的时候,容易因过多大块高熔点金属进入焊核区,从而形成微孔洞缺陷,影响接头性能。
技术实现要素:
8.本发明寻求解决上述问题,提供了一种中厚板异质材料搅拌摩擦双面z型对/搭复合焊接方法和应用。具有如下优势:(1)增加异种材料接头的接触面积,使焊接接头中同时
存在机械和冶金结合,提高焊接接头的力学性能。(2)降低焊接热输入,避免出现焊缝晶粒粗大、结合界面形成较厚的金属间化合物层、以及强化相过度溶解等问题。(3)改变焊缝出现的薄弱位置,提升接头的力学性能。(4)形成对/搭复合连接接头,得到无缺陷及力学性能优异的焊缝,实现中厚板的优质搅拌摩擦焊接成形。
9.为实现上述技术目的,本发明采用如下技术方案:
10.本发明的第一个方面,提供了一种中厚板异质材料搅拌摩擦双面z型对/搭复合焊接方法,包括:
11.将待焊的两种板材分别加工出相互匹配的z型对接面,并进行焊接前的预处理;
12.将待焊的两种板材进行z型对接,并固定,形成待焊接件;
13.在所述待焊接件正面进行第一次搅拌摩擦焊接,形成第一道对/搭接焊缝并整平;
14.将待焊接件翻转180
°
,在第一道焊缝的背面z型结构对接面位置进行焊接,形成第二道对接焊缝,即得。
15.本发明的第二个方面,提供了任一上述的方法制备的焊接构件。
16.本发明的第三个方面,提供了z型结构在提高了焊接构件力学性能中的应用。
17.本发明的有益效果在于:
18.(1)本发明提出的一种中厚板异质材料搅拌摩擦双面z型对/搭复合焊接方法,通过双面z型对/搭复合接头形式,可采用较小的搅拌头,从而降低焊接热输入,抑制异种金属接头金属间化合物层的增厚。
19.(2)采用双面焊工艺,在小型设备上即可实现中厚板异种材料的搅拌摩擦焊接,降低成本。
20.(3)异种材料通过z型对/搭复合连接,增加了两种材料相互接触的面积,使接头既形成对接接头,又形成了搭接接头,强化了接头的机械和冶金结合,增强了接头的力学性能。
21.(4)异种材料之间通过z型结构形成对/搭复合连接,两面焊缝的薄弱区域彼此错离,避免了普通双面焊接时接头薄弱位置的重合,极大地提高了焊接构件的弯曲性能、抗拉强度等力学性能。
22.(5)本技术的操作方法简单、成本低、具有普适性,易于规模化生产。
附图说明
23.构成本发明的一部分的说明书附图用来提供对本发明的进一步理解,本发明的示意性实施例及其说明用于解释本发明,并不构成对本发明的不当限定。
24.图1为本发明实施例中双面同向搅拌摩擦焊接示意图。
25.图2为本发明实施例中双面异向搅拌摩擦焊接示意图。
26.图3为异种板材装配形成的z型结构。
27.图4为本发明中使用的搅拌头三维结构示意图。
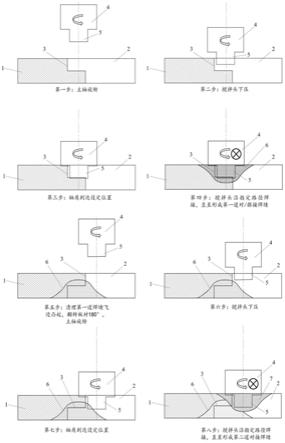
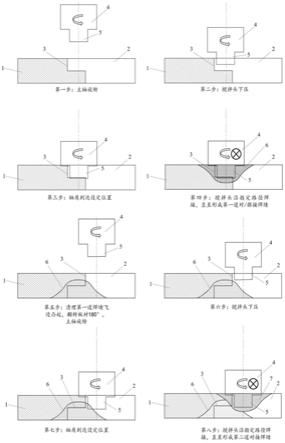
28.图5为本发明实施例中进行异种材料搅拌摩擦双面z型对/搭复合连接的流程示意图。
29.上述附图中标记分别代表:1
‑
板材;2
‑
对接板材;3
‑
z型结构;4
‑
搅拌头;5
‑
搅拌针;6
‑
第一道对/搭接焊缝;7
‑
第二道对接焊缝。
具体实施方式
30.应该指出,以下详细说明都是示例性的,旨在对本发明提供进一步的说明。除非另有指明,本发明使用的所有技术和科学术语具有与本发明所属技术领域的普通技术人员通常理解的相同含义。
31.术语解释:
32.为了叙述方便,在本发明中,“第一道对/搭接焊缝”简写为“第一道焊缝”,“第二道对接焊缝”简写为“第二道焊缝”。
33.正如前文所述,目前异种材料厚板搅拌摩擦焊接仍存在焊接热输入大、易形成连续较厚的脆硬金属间化合物层、塑性材料流动差等不足,导致接头容易形成孔洞、沟槽、微裂纹等缺陷,严重影响了焊接接头的力学性能。为此,本发明提出了一种中厚板异质材料搅拌摩擦双面z型对/搭复合焊接方法和应用,具体步骤如下:
34.步骤一,将待焊的两种板材分别铣削出相互匹配的z型对接面,使用砂纸对两种板材的表面打磨,除掉氧化膜后使用丙酮清洗板材表面的油污和杂质;
35.步骤二,使用夹具将两种板材固定在焊接工作台的垫板上,两种板材保持z型对接状态且处于同一水平面;
36.步骤三,在搅拌摩擦焊机操作界面设置好搅拌头的旋转速度ω、焊接速度v
w
、搅拌头扎入速度v
z
,搅拌头偏移量d、轴肩下压量h、搅拌头沿焊接方向运动前停留时间t、搅拌头倾斜角度θ。调整焊机的x、y、z轴,将搅拌头对准板材相应位置。
37.步骤四,启动焊机,搅棒头从焊接方向起始端的上方以旋转速度ω、逆时针方向、扎入速度v
z
、搅拌头偏移量d、倾斜角度θ扎入焊接起点,此时轴肩的下压量为h。之后搅拌头以焊接速度v
w
从焊接起点匀速焊接到终点,完成第一道对/搭接焊缝。
38.步骤五,使用打磨机将第一道焊缝的飞边凸起部分打磨干净,确保第一道焊缝板材表面保持平整。之后将焊件翻转180
°
,在第一道焊缝的背面z型结构对接面位置进行第二道焊缝的焊接。根据第二道焊缝不同的起点位置分为同向焊接和异向焊接,操作步骤和步骤四一致,完成第二道对接焊缝,最后关闭电源。
39.在一些实施例中,所述板材可以为异种材料,如铝/镁、铝/铜、铝/复合材料、铝/钢、镁/钢等。板材亦可以选择同种材料,如铝、铜、镁、钛等纯金属及其合金。
40.在一些实施例中,双面焊中的第二道焊缝可以与第一道焊接方向相同或相异,而且第一焊缝和第二道焊缝的焊接参数可以不同,例如第一道焊缝和第二道焊缝可以选择不同的搅拌头尺寸、搅拌头形状、焊接速度、搅拌头转速、下压量、偏移量等。
41.在一些实施例中,z型结构可以是规则的z型结构,也可以是类似z型的其他互相匹配的形状。该接头形式需要保证两点:一是接头的形状能够使得两块板材能够顺利装配,且接合面没有明显缝隙;二是接头的形状使得第一道焊缝和第二道焊缝的中心轴线不在同一位置,且同时存在对接和搭接重叠部分。
42.在一些实施例中,通过采用z型结构,配合搅拌头位置和其他焊接参数,形成对接
‑
搭接复合接头结构。
43.在一些实施例中,异向焊接时,尽管材料前进侧或后退侧的热影响区、热机影响区出现在焊缝中心的同侧,但是由于z型结构的存在,使得第一道焊缝和第二道焊缝的中心轴线不在板材的同一位置,即两道焊缝前进侧或后退侧的薄弱位置处于板材的不同位置,从
而改善了焊接接头的力学性能。
44.在一些实施例中,除了采用分次双面焊一位,亦可以采用双机头进行同步双面焊接。
45.在一些实施例中,在焊缝中既形成两板之间的对接,同时又形成两板之间的搭接,使得接头中存在对/搭复合连接结构。
46.下面结合具体的实施例,对本发明做进一步的详细说明,应该指出,所述具体实施例是对本发明的解释而不是限定。
47.参考图1
‑
5,示例本发明提出的一种中厚板异质材料搅拌摩擦双面z型对/搭复合焊接方法和应用,包括:板材1、对接板材2、z型结构3、搅拌头4、搅拌针5、第一道对/搭接焊缝6;第二道对接焊缝7。
48.实施例1
49.待焊板材1为t2紫铜合金,对接板材2为1060铝合金,板厚均为12mm。将紫铜合金和1060铝合金加工成宽6mm,高6mm的台阶状,接头设计装配成如图3所示的z型结构3。在本实施例中,使用的搅拌头4的轴肩直径为20mm,搅拌针5呈圆柱无螺纹形状,如图4所示,直径为6mm,高为5.9mm。参考图5,具体的焊接方法包括如下步骤:
50.(1)将待焊的板材1和对接板材2分别铣削成宽6mm,高6mm的台阶状,使用砂纸将板材1和对接板材2的表面打磨,去除氧化膜后使用丙酮清洗掉板材表面的油污和杂质;
51.(2)将板材1和对接板材2装配成z型结构3,使用夹具固定两种板材并使两种板材位于同一水平面;
52.(3)在搅拌摩擦焊机操作界面设置好搅拌头的旋转速度为600r/min、焊接速度为50mm/min、搅拌头扎入速度为20mm/min,搅拌头的轴中心线偏向对接板材2边缘的距离为3mm、轴肩下压量0.1mm、搅拌头沿焊接方向运动前停留时间5s,搅拌头倾斜角度2.5
°
和搅拌头沿逆时针方向旋转,调整焊机的x、y、z轴,将搅拌头对准板材相应位置;
53.(4)启动焊机,搅棒头从焊接方向起始端的上方以旋转速度600r/min、扎入速度20mm/min、搅拌头偏移量3mm、倾斜角度2.5
°
和逆时针方向旋转扎入焊接起点,此时轴肩的下压量为0.1mm。之后搅拌头以焊接速度50mm/min从焊接起点匀速焊接到终点,完成第一道对/搭接焊缝6;
54.(5)使用打磨机将第一道焊缝的飞边凸起部分打磨干净,确保第一道焊缝板材表面保持平整。之后将焊件翻转180
°
,在第一道焊缝的背面z型结构对接面位置进行同向焊接,焊接参数和(4)相同,焊接结束得到第二道对接焊缝7,至此,焊接过程全部完成,关闭焊接电源。
55.实施例2
56.待焊板材1为t2紫铜合金,对接板材2为1060铝合金,板厚均为30mm。将紫铜合金和1060铝合金加工成宽13mm,高15mm的台阶状,接头设计装配成如图3所示的z型结构3。在本实施例中,使用的搅拌头4的轴肩直径为30mm,搅拌针5呈圆柱无螺纹形状,如图4所示,直径为16mm,高为14.9mm。参考图5,具体的焊接方法包括如下步骤:
57.(1)将待焊的板材1和对接板材2分别铣削成宽13mm,高15mm的台阶状,使用砂纸将板材1和对接板材2的表面打磨,去除氧化膜后使用丙酮清洗掉板材表面的油污和杂质;
58.(2)将板材1和对接板材2装配成z型结构3,使用夹具固定两种板材并使两种板材
位于同一水平面;
59.(3)在搅拌摩擦焊机操作界面设置好搅拌头的旋转速度为600r/min、焊接速度为30mm/min、搅拌头扎入速度为20mm/min,搅拌头的轴中心线偏向对接板材2距离为6mm、轴肩下压量0.2mm、搅拌头沿焊接方向运动前停留时间5s,搅拌头倾斜角度2.5
°
和搅拌头沿逆时针方向旋转,调整焊机的x、y、z轴,将搅拌头对准板材相应位置;
60.(4)第一道焊缝的制备方法同实施例1,启动焊机,得到第一道对/搭接焊缝6;
61.(5)使用打磨机将第一道焊缝的飞边凸起部分打磨干净,确保第一道焊缝板材表面保持平整。之后将焊件翻转180
°
,在第一道焊缝的背面z型结构对接面位置进行异向焊接,其他焊接参数和步骤(3)相同,焊接结束得到第二道对接焊缝7,至此,焊接过程全部完成,关闭焊接电源。
62.实施例3
63.待焊板材1为tc4钛合金,对接板材2为2024铝合金,板厚均为20mm。将待焊母材1和对接母材2加工成宽12mm,高10mm的台阶状,接头设计装配成如图3所示的z型结构3。在本实施例中,使用的搅拌头4的轴肩直径为24mm,搅拌针5呈圆柱带螺纹形状,如图4所示,直径为12mm,高为9.9mm。参考图5,具体的焊接方法包括如下步骤:
64.(1)将待焊的板材1和对接板材2分别铣削成宽12mm,高10mm的台阶状,使用砂纸将板材1和对接板材2的表面打磨,去除氧化膜后使用丙酮清洗掉板材表面的油污和杂质;
65.(2)将板材1和对接板材2装配成z型结构3,使用夹具固定两种板材并使两种板材位于同一水平面;
66.(3)在搅拌摩擦焊机操作界面设置好搅拌头的旋转速度为700r/min、焊接速度为60mm/min、搅拌头扎入速度为20mm/min,搅拌头的轴中心线偏向对接板材2边缘的距离为5mm、轴肩下压量0.1mm、搅拌头沿焊接方向运动前停留时间5s,搅拌头倾斜角度2.5
°
和搅拌头沿逆时针方向旋转,调整焊机的x、y、z轴,将搅拌头对准板材相应位置;
67.(4)启动焊机,搅棒头从焊接方向起始端的上方以旋转速度700r/min、扎入速度20mm/min、搅拌头偏移量5mm、倾斜角度2.5
°
和逆时针方向旋转扎入焊接起点,此时轴肩的下压量为0.1mm。之后搅拌头以焊接速度60mm/min从焊接起点匀速焊接到终点,完成第一道搭接焊缝6;
68.(5)使用打磨机将第一道焊缝的飞边凸起部分打磨干净,确保第一道焊缝板材表面保持平整。之后将焊件翻转180
°
,在第一道焊缝的背面z型结构对接面位置进行同向焊接,焊接参数和步骤(4)相同,焊接结束得到第二道对接焊缝7,至此,焊接过程全部完成,关闭焊接电源。
69.实施例4
70.待焊板材1为不锈钢,对接板材2为6061铝合金,板厚均为10mm。将待焊母材1加工成宽5mm,高3mm,的台阶状,待焊母材2加工成宽5mm,高7mm的台阶状,接头设计装配成如图3所示的z型结构3。在本实施例中,第一道焊缝使用的搅拌头4的轴肩直径为15mm,搅拌针5呈圆锥带螺纹形状,搅拌针根部直径为6mm,端部直径为4mm,高为3.0mm;第二道焊缝使用的搅拌头的轴肩直接为20mm,搅拌针为圆柱带螺纹形状,搅拌针直径为8mm,针长为8mm。参考图5,具体的焊接方法包括如下步骤:(1)将待焊的板材1和对接板材2分别按要求尺寸铣削成相应的台阶状,使用砂纸将板材1和对接板材2的表面打磨,去除氧化膜后使用丙酮清洗掉
板材表面的油污和杂质;
71.(2)将板材1和对接板材2装配成z型结构3,使用夹具固定两种板材并使两种板材位于同一水平面;
72.(3)在搅拌摩擦焊机操作界面设置好搅拌头的旋转速度为700r/min、焊接速度为120mm/min、搅拌头扎入速度为30mm/min,搅拌头的轴中心线偏向对接板材2边缘的距离为2.5mm、轴肩下压量0.1mm、搅拌头沿焊接方向运动前停留时间10s,搅拌头倾斜角度2.5
°
和搅拌头沿逆时针方向旋转,调整焊机的x、y、z轴,将搅拌头对准板材相应位置;
73.(4)采用第一道焊缝所对应的搅拌头,设置相应的焊接参数,启动焊机,得到第一道对/搭接焊缝6;
74.(5)使用打磨机将第一道焊缝的飞边凸起部分打磨干净,确保第一道焊缝板材表面保持平整。之后将焊件翻转180
°
,在第一道焊缝的背面z型结构对接面位置进行异向焊接,更换为第二道焊缝所用的搅拌头(此时,搅拌针向板2偏移4mm,下压0.1mm),并设定相应的其他焊接参数实施焊接,焊接结束得到第二道对接焊缝7,至此,焊接过程全部完成,关闭焊接电源。
75.另外,本发明还被应用到其他异种材料的焊接与连接,例如铝/镁、铝/钢、铝/复合材料、镁/钢等其他异种材料的焊接;也可以应用于同种材料的焊接与连接,例如铝、铜、镁、钛等纯金属及其合金。
76.最后应该说明的是,以上所述仅为本发明的优选实施例而已,并不用于限制本发明,尽管参照前述实施例对本发明进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述实施例所记载的技术方案进行修改,或者对其中部分进行等同替换。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。