pe管承插管热熔连接机
技术领域
1.本实用新型涉及pe管承插管热熔连接机。
背景技术:
2.pe双壁波纹管包括管体和承插部,管体和承插部分开注塑成型,其中承插部需要被切割成承插头和承插套后,再将承插头和承插套分别塑焊连接在管体两端,先前对于承插部的切割是从中间竖直切割,这样承插头或承插套与管体之间就是平面连接,这种切割连接方式虽然简单方便,但是连接强度不高。为了解决这个问题,本公司申请专利号为“cn 211941795 u、双壁波纹管螺旋热熔塑焊装置”,该塑焊装置再将波纹管放置到滚轮架上后,将卡盘与波纹管管体连接,接着第一减速电机通过链条和链轮驱动波纹管管体旋转,与此同时电动滑台驱动注塑机移动,完成对波纹管中管体与承插头或承插套的塑焊,不仅塑焊精度,而且塑焊效果好。但是为了提高承插部与管体之间的连接效果,需要将插部与管体拉开一定间隙,已让热熔塑料进入到承插部与管体之间间隙中,为了防止熔融塑料从间隙滴落,需要使用橡胶气囊对间隙进行密封,导致其实施工序包括吊装、调间隙、塞气囊封堵和塑焊,其工序较多,有待进一步简化,以进一步提高生产效率。
技术实现要素:
3.本实用新型要解决的技术问题是提供pe管承插管热熔连接机,能够精简现有pe管热熔塑焊工序,提高生产效率,降低工人劳动强度。
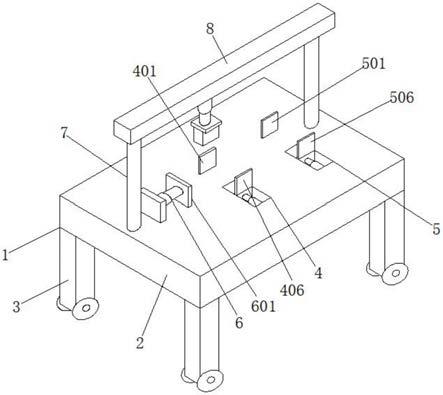
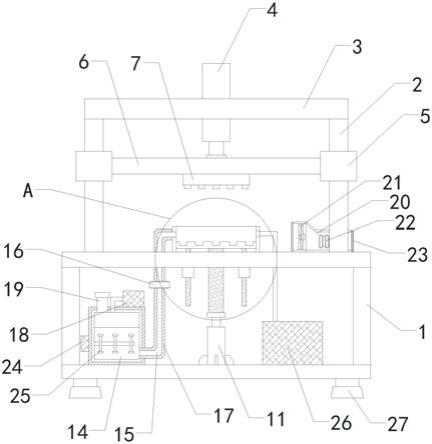
4.为了解决上述问题,本实用新型要解决的技术方案为:pe管承插管热熔连接机,包括底座,底座上设有用于支托pe管的支撑滚筒,在底座,在底座两端分别设有旋转机构,在旋转机构两侧分别设有驱动装置,在两个驱动装置上分别安装有注胶装置和开槽装置,
5.旋转机构包括安装在底座上的第一电动滑台,第一电动滑台上固定连接有第一立板,第一立板装配有卡盘,卡盘通过齿轮传动机构与旋转电机传动连接,在卡盘夹爪上固定连接有支架,各支架上均固定连接有顶板;
6.注胶装置包括固定设置在底座一侧的第二电动滑台,在第二电动滑台上安装有第三电动滑台,在第三电动滑台上安装有注塑机;
7.开槽装置包括固定设置在底座另一侧的第四电动滑台,在第四电动滑台上设有第五电动滑台,在第五电动滑台安装有第二立板,在第二立板上安装有开槽电机,在开槽电机输出轴上安装有开槽刀。
8.在第一电动滑台上设置有配重块。
9.在顶板一端设有向外弯曲段。
10.在第一电动滑台滑板、第二电动滑台滑板、第三电动滑台滑板、第四电动滑台滑板和第五电动滑台滑板上均安装有挡片,在挡片两侧设有光电开关,各光电开关均连接控制器输入端,第一电动滑台、第二电动滑台、第三电动滑台、第四电动滑台、第五电动滑台、旋转电机和开槽电机连接控制器输出端。
11.本实用新型的有益效果是:再将pe管支撑滚筒上后,由旋转机构将承插部与pe管对接,接着边使用开槽装置对承插部和pe管之间接缝进行开槽,扩大承插部和pe管之间的粘接面,然后通过注塑机向开出的槽内灌入热熔塑料,以将承插部和pe管进行粘接,这样就可以省去向pe管和承插部塞入橡胶气囊和调整pe管和承插部之间间隙工序,将热熔焊接工艺进行简化,提高了生产效率,降低工人的劳动强度。
附图说明
12.下面结合附图对本实用新型做进一步的说明:
13.图1为本实用新型的主视结构示意图,
14.图2为本实用新型的俯视结构示意图,
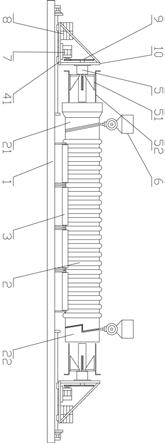
15.图3为本实用新型的侧视结构示意图,
16.图4为本实用新型的局部放大结构示意图,
17.图5为本实用新型的局部放大结构示意图,
18.图6为本实用新型各电器件的连接关系示意图。
19.图中:底座1、pe管2、支撑滚筒3、卡盘5、注塑机6、旋转电机7、配重块8、齿轮传动机构9、第一立板10、第二立板11、开槽刀12、开槽电机13、挡片14、光电开关15、弯曲段16、控制器17、承插套21、承插头22、第一电动滑台41、第二电动滑台42、第三电动滑台43、第四电动滑台44、第五电动滑台45、支架51、顶板52。
具体实施方式
20.如图1到6所示,pe管承插管热熔连接机,包括底座1,底座1上设有用于支托pe管2的支撑滚筒3,在底座1,在底座1两端分别设有旋转机构,在旋转机构两侧分别设有驱动装置,在两个驱动装置上分别安装有注胶装置和开槽装置,
21.旋转机构包括安装在底座1上的第一电动滑台41,第一电动滑台41上固定连接有第一立板10,第一立板10装配有卡盘5,卡盘5通过齿轮传动机构9与旋转电机7传动连接,在卡盘5夹爪上固定连接有支架51,各支架51上均固定连接有弧形顶板52;
22.注胶装置包括固定设置在底座1一侧的第二电动滑台42,在第二电动滑台42上安装有第三电动滑台43,在第三电动滑台43上安装有注塑机6;由于pe管2接缝为螺旋形,注塑机6在注塑时,随着pe管2的旋转由第三电动滑台43驱动注塑机6横向位移;
23.开槽装置包括固定设置在底座1另一侧的第四电动滑台44,在第四电动滑台44上设有第五电动滑台45,在第五电动滑台45安装有第二立板11,在第二立板11上安装有开槽电机13,在开槽电机13输出轴上安装有v形开槽刀12。开槽刀12开槽时,由第五电动滑台45驱动开槽刀12随着pe管2的旋转横向位移,使其能够沿着承插部与pe管2之间螺旋形接缝开槽。
24.第一电动滑台41、第二电动滑台42、第三电动滑台43、第四电动滑台44和第五电动滑台45均为步进丝杠电动滑台,旋转电机7为减速电机。
25.在第一电动滑台41上设置有配重块8。配重块8防止第一电动滑台41侧翻。
26.在顶板52一端设有向外弯曲段16。弯曲段16推顶承插头和承插套管口,使其能够对pe管2进行夹紧。
27.在第一电动滑台41滑板、第二电动滑台42滑板、第三电动滑台43滑板、第四电动滑台44滑板和第五电动滑台45滑板上均安装有挡片14,在挡片14两侧设有光电开关15,各光电开关15均连接控制器输入端,第一电动滑台41、第二电动滑台42、第三电动滑台43、第四电动滑台44、第五电动滑台45、旋转电机7和开槽电机13连接控制器输出端。控制器为plc控制器,光电开关15为槽式光电开关15,每个电动滑台均由两个光电开关15对其进行左右移动位置进行限位,各个电动滑台所用电机为步进电机,由plc控制器控制步进电机,以实现将pe管2吊装到支撑滚筒3上后,对其进行自动热熔塑焊。
28.本实用新型的使用方法和工作过程为:如图1所示,先将承插头和承插套分别安装到两个旋转机构卡盘5顶板52上,而后再将pe管2放置到支撑滚筒3上,接着卡盘5驱动各块顶板52向外扩张,对承插头和承插套进行调整,然后第一电动滑台41驱动承插头和承插套与pe管2管口对接,之后卡盘5驱动各块顶板52进一步向外扩张,同时第一电动滑台41进给,消除承插头和承插套与pe管2两端管口之间间隙,同时卡盘5对pe管2进行张紧,由第二电动滑台42将注塑机6移动到承插部与pe管2接缝上方,然后第四电动滑台44驱动开槽刀12进给,对承插部与pe管2接缝进行开槽,同时旋转电机7驱动pe管2和承插部旋转、第五电动滑台45驱动卡槽刀随着pe管2的旋转而横向移动,使其能够满足对螺旋形接缝的开槽,当开出的槽转动到注塑机6浇口上方时,则注塑机6将热熔塑料灌入到切槽中,对承插部和pe管2进行塑焊连接,塑焊连接完成后,退出卡盘5、注塑机6和开槽刀12。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。