用于压缩压制食物材料的旋转式压机
1.本发明涉及用于将压制食物材料如食物粉末压缩成食物片(例如,汤羹片或汤羹块)的旋转式压机,以及通过旋转式压机压缩压制食物材料如食物粉末来压制食物片如汤羹片或汤羹块的方法。
2.旋转式压机是现有技术中已广为人知的。这些压机通常包括用于向压机的进料管供应压制(例如,粉末状)材料的传送器。进料管通常竖直地布置或取向以用于将压制材料重力进料到旋转式压机的压制部分中。通常,旋转式压机在不连续的基础上进料。在压制过程中,将用于待压制片的限定量的压制材料从进料管进料到具有模腔的压制系统中,该模腔用于接收待压制成片的一定量的压制材料。进料管内的填充水平通常保持在给定的但相当大的范围内。例如,单个传感器在进料管的定义水平处测量在进料管的该位置处是否存在压制材料。当传感器未被覆盖时,检测到进料管内部的低水平的压制材料。在进行低水平检测持续一定时间的延迟之后,但在压制过程的继续期间,驱动用于将压制材料进料到进料管中的传送器的马达开启以便以固定速度运行,从而填满进料管。当传感器随后由于这种填满而被覆盖时,所述电机继续运行持续一定时间的延迟,直到其停止而压制过程继续。这导致进料管内的压制材料的填充水平在上述范围内变化。已发现,进料管的上述已知不连续进料针对平均重量为10g的片导致为0.15g的重量变化。为了避免填充水平超过传感器水平或保持低于传感器水平持续过长时间并且因此避免进料管排光或溢出,已知的是,如果在定义的时间段内未检测到填充水平的变化,则调整压制系统的速度。已经发现的是,压制系统的速度的调整导致压制片或压制块的不同硬度。汤羹片的使用者的习惯是在制备过程期间将片或块粉碎到碟中,以确保良好的分布和或加快其在烹饪水中的溶解时间。期望最小硬度以允许生产片的安全包裹。所定义的最大硬度确保了使用者不使用另外的工具或器具即可用手指弄碎片。
3.因此,本发明的目的是提供用于将压制食物材料压缩成食物片的旋转式压机以及用于压制食物片的方法,其允许相对于平均重量并且优选地相对于压制的食物材料或食物片的其他特性更准确或一致地生成食物片。
4.将通过独立的权利要求来实现该目的。从属权利要求有利地进一步研究本发明的中心思想。
5.根据本发明的第一方面,提供了用于将压制食物材料(如食物粉末)压缩成食物片的旋转式压机。
6.根据本发明,通用术语“片”涵盖从粉末或颗粒(混合物)压缩或紧凑成固体剂量的任何类型的压制材料。“固体”意指其在压缩步骤之后保持其形状;最终由粘结剂或其他添加的试剂支持。片可具有块状或盘状或任何其他期望的形状。块状片在本文中也称为“块”,例如食物块或汤羹块,因此是(食物)片的特定形式。
7.根据本发明,术语“食物”或“食物材料”涵盖任何可吃的或可食用的物质/材料。此外,术语“压制食物材料”涵盖以能够被压缩成片的可压缩形式提供的任何种类的此类“食物材料”,例如食物粉末或食物颗粒(混合物)。
8.旋转式压机包括进料系统。进料系统包括用于连续供应压制食物材料的进料器和
用于提供从进料器接收的压制食物材料的进料管。
9.根据本发明,术语“连续供应”是指不考虑可能的进料或供应速度变化,在此为压制食物材料的连续进料或供应。进料管可为(如给定技术领域中常见的)重力进料类型,即允许通过基本上竖直地布置/取向来重力进料地供应压制食物材料。
10.旋转式压机还包括压制系统。压制系统包括可围绕旋转轴线被驱动的旋转式模板。模板包括多个模腔以用于连续接收由进料管提供的一定量的压制食物材料,并且在旋转式模板的模腔相对于进料系统进行旋转移动时通过冲头在模腔内部生产食物片。
11.根据本发明,“压制系统”可例如为双冲头系统或单冲头系统。双冲头系统通常每个模腔包括两个冲头,即设置在模板的相对侧处的下冲头和上冲头,其可在沿着形成模腔的通孔的方向上相对于彼此移动以用于在朝向彼此移动时压缩压制材料。单冲头系统每个模腔包括一个冲头,例如下冲头,该下冲头相对于静反压板可移动地设置。反压板优选地与模腔的开口相对设置,冲头经由该开口进入模腔以压缩由反压板抵抗的压制材料。原则上,本发明还涵盖具有连续片生产的其他类型的压机。
12.旋转式压机还包括用于检测进料管中的压制食物材料的填充水平的传感器装置。
13.旋转式压机还包括控制单元,该控制单元被配置为(连续地)控制进料器的进料速度(例如,经由进料器马达的速度控制)以用于基于所检测的填充水平连续供应压制食物材料,从而将填充水平保持在定义的填充水平设定点。
14.根据本发明,“保持填充水平”是最准确地瞄准的设定目标,并且优选地意指填充水平旨在尽可能好且准确地保持在期望或定义的填充水平设定点,同时可发生(轻微的)偏差,例如,由于旋转式压机本身的异常状况(例如,阻塞、密度变化)、压制系统的运行状况(例如,模腔的连续填充/进料;其在压制系统的快速运行(例如,以最大速度)时可被视为(大致)连续过程)、压制食物材料(例如,团聚物)、环境(例如,温度、湿度)等。
15.首先,根据本发明的旋转式压机允许将压制食物材料连续供应到进料管中,这继而允许更准确且可控制的填充水平。此外,(连续地)控制进料器的进料速度,以允许根据来自传感器装置的反馈(即,基于所检测的填充水平)连续地供应压制食物材料,使得填充水平最好地保持在定义的填充水平设定点。与有意允许填充水平沿着传感器检测水平附近的大范围变化的现有技术相反,本发明重点在于实际上将填充水平保持在定义的填充水平设定点;意指保持设定目标,如所提及的;也就是说,最准确地处于或略接近填充水平设定点(例如,介于5mm和50mm之间或甚至小于约旨在保持恒定的填充水平设定点,优选地介于5mm和25mm之间、优选地介于5mm和15mm之间、优选地介于5mm和10mm之间),从而避免总体填充水平的不利变化。
16.已经发现的是,进料管内的压制食物材料的填充水平对待压制的最终产品(即食物片)具有显著影响。这是因为高填充水平可导致进料管内的压制食物材料由于进料管通过重力进料提供材料而被更多地压缩,如同过低的填充水平导致压制食物材料不被充分压缩—例如,具有过低密度—这继而导致进料到压制系统的压制食物材料的显著变化,并且从而导致被压制的食物片的多种食物片特性(如重量和硬度)。通过最准确地将填充水平恒定保持在定义的填充水平设定点,可使这种变化最小化。
17.此外,与其中控制压制速度以允许进料管填充水平的变化或调整的通常已知的压制过程不同,本发明旨在控制将由控制单元控制的进料器的进料速度,从而将填充水平保
持在定义的填充水平设定点。因此,将填充水平(尽可能恒定)保持在定义的填充水平设定点的目标通过不与压制过程直接相关的手段(如压制速度)来实现。这可允许任何与压制系统相关的参数(如压制速度)独立于进料系统进行控制(如进行调整),使得以最准确的方式从进料系统接收压制食物材料的压制系统可以例如以恒定速度运行,如以全速或任何其他期望速度运行。
18.已经发现的是,本发明允许生产具有最小化的重量变化(例如,每10g食物片的最大重量变化为0.05g)的食物片,这意味着与常规压制系统相比,重量变化减少约66%(0.05g相对0.15g)。这也减小了压制食物原料的变化,继而增加了经济效率。
19.如上文已指出的那样,控制单元(或另一个控制单元)还可被配置为独立于压制系统的速度来控制进料速度。这意味着可将压制系统的速度设定为任何期望速度以允许片的期望压制结果,而不考虑压制速度和压制速度控制,进料速度仅基于(即,仅取决于)实际填充水平检测来控制,从而将填充水平保持在定义的填充水平设定点。因此,即使实际填充水平也可能取决于压制速度,进料速度的控制也仅取决于所检测的填充水平,因此也考虑了可能影响实际填充水平的任何其他因素,如温度、湿度、堵塞、压制材料等。如已经提及的,由于一方面压制系统的速度和另一方面进料器的进料速度是可独立控制的,因此所需的压制食物材料可由进料系统以最准确的方式提供,而可控制压制系统以获得期望的食物片特性或仅让压制系统以最大速度或任何其他期望速度运行。因此,准确提供压制食物材料允许期望/最大输出,同时使重量变化最小化。压制食物材料的有限重量变化也会影响食物片的其他特性,如使用的压制食物原料的平均硬度和平均量。还已发现,如现有技术中应用的用于控制填充水平的压制速度的变化导致食物片的硬度的变化,这可导致食物片不可用于预期目的(例如,汤羹块)或整个过程的更无计划的停顿,还包括食物片的包裹(例如,食物块)。由于可独立于进料速度并因此独立于填充水平来控制(例如,调整)压制系统特性,因此可避免由这些压制系统特性的变化所产生的不利影响。例如,在以632片/分钟的速度压制swiss maggi汤羹的组合物的情况下,这些片的平均硬度为163n,并且以500片/分钟的减小的压制速度下,这些片的平均硬度为276n。
20.旋转式压机还可包括压制控制单元,该压制控制单元被配置为独立于进料速度和所检测的填充水平来控制压制系统的速度。这一方面允许最大程度地优化填充水平控制,并且另一方面允许最大程度地优化压制生产控制,从而使食物片具有最小化的重量变化以及其他食物片特性(如硬度)的最小化的变化。(进料速度或进料器)控制单元可包括压制控制单元。另选地,压制控制单元和(进料器)控制单元也可相对于彼此独立地设置,其中“独立地”可简单地涉及控制动作,但也可涉及物理上独立的布局。
21.控制单元还可被配置为:在不考虑压制系统的速度的情况下,如果(或一旦,或当)传感器装置检测到填充水平对应于填充水平设定点,则将进料速度保持恒定,优选地保持在定义的设定点速度。这应当允许以容易且有效的方式将填充水平保持在定义的填充水平设定点;这优选地基于可允许最节省能量的操作的定义设定点速度。由于这是不考虑压制系统的速度而进行的,因此再次可单独地控制进料和压制,并且从而允许最准确地生产具有最小重量变化并优选地具有其他食物片特性的压制食物片。
22.控制单元还可被配置为:在不考虑压制系统的速度的情况下,如果传感器装置检测到填充水平低于填充水平设定点,则将进料速度优选地增加至(定义的)第一速度,并且
如果传感器装置检测到填充水平高于填充水平设定点,则将进料速度优选地减少至(定义的)第二速度。这应当允许最准确地控制要在定义的填充水平设定点最佳地保持恒定的填充水平,这是由于控制单元在填充水平可能发生变化时快速反应,从而以最准确的方式并且优选地基于定义的第一速度和第二速度来控制进料速度,因此还导致对整个压制过程的最有效控制。
23.传感器装置包括具有至少三个并且更优选地至少五个数字传感器的传感器组。更多的数字传感器允许进料器进行更多的进料速度控制步骤。安装的数字传感器越多,进料速度控制就可越平滑且越准确地进行,从而使整个控制过程更平滑且更准确。具有至少三个数字传感器的该传感器组包括用于检测处于填充水平设定点的填充水平的第一数字传感器、用于检测处于高于填充水平设定点的定义填充水平上限的填充水平的第二数字传感器,以及用于检测处于低于填充水平设定点的定义填充水平下限的第三数字传感器。虽然使用一个单数字传感器导致整个传感器装置的经济布局,但使用至少三个数字传感器导致更准确地测量填充水平,并且还可提供安全措施以避免填充水平超过或下降到低于预定(异常)填充水平,该超过或下降会导致压制食物片例如与所需平均特性(如重量和硬度)的偏离。因此,控制单元还可被配置为如果超过填充水平上限(例如,如此或持续预定时间)和/或填充水平下限被底切(例如,如此或持续预定时间),则检测异常状况。作为这种异常状况检测的结果,旋转式压机可例如输出对应的信号并且/或者被停止。
24.传感器装置可优选地包括中间数字传感器,这些中间数字传感器用于检测介于填充水平设定点与填充水平上限和/或下限之间的填充水平。这应当允许更准确地控制填充水平。例如,达到由中间数字传感器检测的相应中间填充水平可导致设定进料器的中间进料速度,该中间进料速度可优选地介于恒定进料速度(例如,定义的设定点速度)与当第二或第三数字传感器检测到进料管的填充水平上限或下限时的相应进料速度之间;目的是使填充水平回到定义的填充水平设定点。因此,第一速度和/或第二速度可根据由相应数字传感器测量的填充水平而变化。
25.控制单元还可被配置为:在不考虑压制系统的速度的情况下,如果传感器装置并且优选地至少第三数字传感器检测到填充水平减少,优选地下降至低于填充水平下限,则将进料速度优选地增加至高于第一速度的(定义的)第三速度;并且如果传感器装置并且优选地至少第二数字传感器检测到填充水平增加,优选地超过填充水平上限,则将进料速度优选地减少至低于第二速度的(定义的)第四速度。这应允许压制系统在检测到“异常状况”的情况下快速作出反应以使旋转式压机快速回到正常状况,即如果不能由给定状况保持,则使填充水平回到定义的填充水平设定点。当然,如果这些措施可能不会导致填充水平回到填充水平设定点(例如,在预定时间内),则可执行“异常规程”,该规程可以是对应信号的输出和/或停止旋转式压机。
26.填充水平上限和填充水平下限优选地限定填充水平检测范围,即离散检测范围。该检测范围优选地在进料器和压制系统之间延伸的检测长度上延伸(即,通常在竖直方向/延伸上或沿竖直方向/延伸),该检测长度介于20mm和100mm之间、优选地介于25mm和40mm之间、更优选地为约35mm。然而,本发明并不限于填充水平检测范围的特定长度,而是这取决于所需填充水平、进料管的长度以及进料管和整个系统的尺寸的给定情况,以及总体旋转式压机特性如压制速度和所使用的压制食物材料等。
27.所述传感器组中的相邻传感器可沿在进料器和压制系统之间延伸的进料方向彼此远离一定距离,该距离在介于10mm和40mm之间、优选地介于15mm和30mm之间的范围内,更优选地为约18mm。事实上,本发明不限于传感器之间的特定距离或离散的感测水平,而是可取决于旋转式压机的给定情况根据需要设定距离。传感器之间的距离可基于所需的控制精度来定义。传感器相距的距离越远,控制将越不精确。已经发现的是,18mm的距离导致足够精确的测量,而该距离当然可根据需要更小或更大。当然,该距离受进料管的总长度的限制。
28.该传感器组中的多个或所有传感器可联合地设置在共同支撑件上或附接到该共同支撑件。这允许更容易地处理和更准确地安装多个传感器。
29.传感器装置可被配置为使得填充水平设定点可相对于进料管移动以增加或减少填充水平设定点。所述移动可由能够相对于进料管移动的传感器装置,优选地支撑件,提供,即优选地沿着竖直方向移动。控制单元还可被配置为将该传感器组中的任一传感器选择为第一数字传感器,并且因此选择为用于检测填充水平设定点的传感器。然后相应地明显限定该传感器周围的其他传感器,即选定的第一数字传感器上方的传感器中的一者被定义为第二数字传感器,而选定的第一数字传感器下方的传感器中的一者被定义为第三数字传感器。当然,所提及的传感器之间的传感器可被选择为如上文所定义的中间数字传感器。填充水平设定点的改变可允许取决于用于获得定义压制食物片的给定需要来适配传感器装置。选择不同的数字传感器作为第一数字传感器和对应的其他数字传感器可允许简单地基于控制设置容易地适配填充水平设定点。另一方面,传感器装置的物理移动允许更准确地调整填充水平设定点,因为传感器可优选地沿进料长度定位在任何期望水平。当然,每个数字传感器可独立于其他传感器物理地移动,这将甚至更增加调整检测范围的准确性。
30.进料管可具有在进料器和压制系统之间延伸(优选地在竖直方向上)的进料长度,该进料长度介于50mm和4000mm之间、优选地介于100mm和2000mm之间、优选地介于200mm和1500mm之间、更优选地介于500mm和1000mm之间,并且最优选地为约700mm。当然,本发明不限于特定的进料长度,然而,该进料长度优选地取决于压制过程的给定要求。
31.模腔围绕旋转轴线布置并且优选地围绕旋转轴线均匀分布,优选地以相同的半径均匀分布。这允许最准确和快速的压制过程。当在冲头的压制方向上观察时,模腔可具有用于压制块状食物片如汤羹块的多边形横截面,例如矩形或正方形。当然,模腔也可具有另一个横截面,如圆形或椭圆形。
32.进料系统优选地包括用于将压制食物材料倾倒至进料器的料斗。此外,进料系统还可包括筛,其优选地设置在进料器和进料管之间以筛分所供应的压制食物材料。可以可移动(例如,可旋转)或固定的方式设置筛。优选地可拆卸地设置筛。进料系统还可包括压制进料器,该压制进料器用于将由进料管提供的压制食物材料分配到模腔。压制进料器可以是优选地具有至少一个或多个进料推进器的进料底板,其用于将由进料管提供的压制食物材料分配到模腔。压制进料器可设置在进料管(例如,优选地在进料管的(底部)出口)和旋转式模板的模腔之间,以便在旋转式模板的模腔相对于进料系统进行旋转移动时允许穿过进料管对模腔的定义进料。进料器可包括螺杆进料器或振动进料器或筛网传送器或任何其他类型的(材料)进料器/传送器。此外,可提供马达(如电动马达)以使进料器以优选地由控制单元控制的定义进料速度运行。马达可以期望速度和/或以启动/停止模式运行;优选地
通过频率驱动。
33.压制系统还可包括用于将压制力施加到冲头上的压制站;即在双冲头系统中的两个相对(组)冲头上或在单冲头系统中的单个(组)冲头上。此外,压制系统还可包括片排出站,该片排出站用于例如通过弹出器单元排出压缩食物片(优选地以汤羹块的形式)。
34.根据本发明的第二方面,提供了一种用于通过旋转式压机压缩压制食物材料如食物粉末来压制食物片如汤羹块的方法,该方法包括以下步骤:
35.a)通过进料器将压制食物材料连续供应到旋转式压机的进料系统的进料管,其中进料管中的压制食物材料的填充水平由传感器装置检测,
36.b)当压制系统的旋转式模板可围绕旋转轴线被驱动以相对于进料系统进行旋转移动时,将由进料管提供的一定量的压制食物材料连续接收在该旋转式模板的多个模腔中,以及
37.c)在旋转式模板进行旋转移动时,通过冲头在模腔内部生产食物片,
38.其中在将压制食物材料连续供应到进料管时,基于所检测的填充水平来控制进料器的进料速度,从而将填充水平保持在定义的填充水平设定点。
39.根据本发明的方法允许获得如上文已经定义的旋转式压机的优点,并且因此允许最准确且节省资源和经济有效的方法;即压制过程的执行。
40.方法还可包括以下步骤:在不考虑压制系统的速度的情况下,如果(或一旦,或当)传感器装置检测到填充水平对应于填充水平设定点时,将进料速度保持恒定,优选地保持在定义的设定点速度。此外,方法还可包括以下步骤:在不考虑压制系统的速度的情况下,如果传感器装置检测到填充水平低于填充水平设定点,则将进料速度优选地增加至(定义的)第一速度;以及在不考虑压制系统的速度的情况下,如果传感器装置检测到填充水平高于填充水平设定点,则将进料速度优选地减少至(定义的)第二速度。
41.传感器装置还可包括具有至少三个数字传感器的传感器组,该至少三个传感器组包括用于检测处于填充水平设定点的填充水平的第一数字传感器、用于检测处于高于填充水平设定点的定义填充水平上限的填充水平的至少一个第二数字传感器,以及用于检测处于低于填充水平设定点的定义填充水平下限的至少一个第三数字传感器。基于此,方法还可包括以下步骤:在不考虑压制系统的速度的情况下,如果传感器装置,优选地至少第三数字传感器,检测到填充水平减少,优选地下降至低于填充水平下限,则将进料速度优选地增加至高于第一速度的(定义的)第三速度;以及在不考虑压制系统的速度的情况下,如果传感器装置,优选地至少第二数字传感器,检测到填充水平增加,优选地超过填充水平上限,则将进料速度优选地减少至低于第二速度的(定义的)第四速度。
42.结合附图,在阅读本发明的实施方案的以下详细描述时,本发明的其他特征、优点和目的对于技术人员而言将变得显而易见。
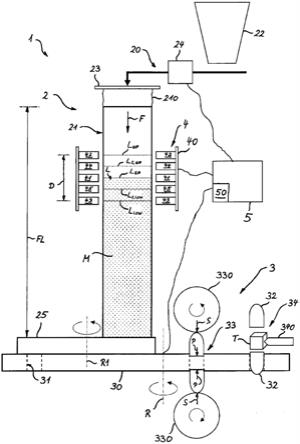
43.唯一的图1示出了根据本发明的用于将压制食物材料m(如食物粉末)压缩成食物片t的旋转式压机1的简化示意图。
44.旋转式压机1包括进料系统2,该进料系统用于将压制食物材料m进料至旋转式压机1的压制系统3,下文将更详细地描述。进料系统2包括用于连续供应压制食物材料的进料器20。进料系统2还包括用于提供从进料器2o接收的压制食物材料m的进料管21。进料管21可具有重力进料供应类型,并且因此基本上竖直地延伸或基本上竖直地布置/取向。进料管
21可具有在进料器20和压制系统3之间延伸的进料长度fl,该进料长度介于50mm和4000mm之间、优选地介于100mm和2000mm之间、优选地介于200mm和1500mm之间、更优选地介于500mm和1000mm之间,并且最优选地为约700mm。与旋转式压机的所有其他元件一样,进料管21可由食品级材料制成,例如食品级塑料(例如,聚偏二氟乙烯(pvdf))。进料管21振动或搅拌。这确保没有压制食物材料m粘附到壁。
45.进料系统2还可包括用于将压制食物材料m倾倒至进料器20的料斗22。此外,筛23(如旋转式筛或固定筛)可优选地设置在进料器20与进料管21之间以筛分所供应的压制食物材料m。该筛23或附加筛也可设置在压制食物材料的进料通道内的任何其他期望位置处。进料管21可为刚性或柔性的管、管道或软管等。进料管21可包括柔性连接部分210以将进料管21连接到进料器20或筛23。
46.进料器20可包括螺杆进料器或振动进料器或任何其他种类的进料器或传送器。此外,进料器20可包括马达24,如电动马达,以使进料器20以定义进料速度运行,该定义进料速度优选地由旋转式压机1的控制单元5控制,这将在下文更详细地描述。
47.旋转式压机1还包括压制系统3。压制系统3包括可围绕旋转轴线r被驱动的旋转式模板30。模板30包括多个模腔31(即体积填充模具或小块;在图1中,为了清楚起见,仅示意性地示出了三个模腔31),以用于连续接收由进料管21提供的一定量的压制食物材料m,并且在旋转式模板30的模腔31围绕旋转轴线r并相对于进料系统2进行旋转移动时通过冲头32在模腔31内部生产食物片t。在图1中,为了清楚起见,仅示出了两对冲头32,而通常每个模腔31设置有一对冲头32,这对冲头通常分别被引导在围绕旋转轴线r延伸的引导凹槽内,以使冲头朝向和远离模腔31或相对于彼此移动。图1示出了双冲头系统,而本技术不限于此类压制系统3。例如,压制系统3也可以是每个模腔仅具有一个冲头的单冲头系统。该组单冲头然后设置在模板的一侧上。形成模腔的通孔的与单个冲头相对的侧面由静反压板(例如,模腔的封闭底部)封闭,以在单个冲头移动到模腔中/内部并朝向反压板移动以用于压缩压制材料时抵消单个冲头的压制力。
48.还可提供压制进料器(或材料分配器)25以用于将进料管21提供的压制食物材料m分配到模腔31。因此,压制进料器25可以是进料底板,该进料底板优选地具有至少一个进料推进器(未示出,但在旋转式压机的技术领域中是公知的),其优选地可围绕旋转轴线r1旋转以用于将由进料管21提供的压制食物材料m分配到模腔31。压制进料器25优选地设置在进料管21(例如,优选进料管的(底部)出口)和旋转式模板30的模腔31之间,以便在旋转式模板30的模腔31围绕旋转轴线r并相对于进料系统2进行旋转移动时允许穿过进料管21对模腔31的定义进料。
49.压制系统3可包括用于将压制力s施加到冲头32上的压制站33。因此,可提供压缩辊330,通过该压缩辊将专用压制力s施加到冲头32上以将对应压制力施加在压制食物材料m上,从而产生食物片t。此外,压制系统3还可包括用于排出压缩食物片t(优选地以汤羹块的形式)的片排出站34。因此,可提供弹出器单元340以弹出所生产的食物片t。
50.模腔31优选地围绕旋转轴线r布置并且更优选地围绕该旋转轴线r均匀分布。在一个优选实施方案中,当在冲头32的压制方向p上观察时,模腔31具有用于压制块状食物片t如汤羹块的多边形横截面,例如,矩形或正方形。
51.旋转式压机1还包括用于检测进料管21中的压制食物材料m的填充水平l的传感器
装置4。传感器装置4包括具有至少三个并且优选地至少五个数字传感器41
‑
45的传感器组。所述传感器41
‑
45的组中的相邻传感器可沿在进料器20和压制系统3之间延伸的进料方向f彼此远离一定距离,该距离在介于10mm和40mm之间、优选地介于15mm和30mm之间的范围内,更优选地为约18mm。所述传感器组中的多个或所有传感器41
‑
45可联合地设置在共同支撑件40上或附接到该共同支撑件,该共同支撑件优选地可沿着进料管移动和/或可拆卸地设置。
52.例如,数字传感器41
‑
45是led红外传感器,其优选地能够通过不透明材料(例如,塑料)测量;该不透明材料即优选地制成进料管21的材料。数字传感器41
‑
45可分别由一个发射器和一个接收器组成,该发射器和接收器优选地在进料管21的相对侧上设置在相同水平,如图1所示,以执行对进料管21内部的压制食物材料m的检测。一个数字传感器41
‑
45的发射器和接收器可被设置在或附接到相同的传感器支撑件并且优选地共同支撑件40上。数字传感器可优选地被供给24v dc。因此,传感器输出可为0v或24v。正如此类传感器41
‑
45的示例,其是指基恩士(keyence)的特定型号px
‑
h72,其可连接至基恩士的放大器px
‑
10cp。当然,可使用优选地具有相同功能的任何其他(类型的)传感器。
53.旋转式压机1还包括控制单元5,该控制单元被配置为控制进料器20的进料速度(例如,上文提及的马达24的马达速度)以用于基于所检测的填充水平l连续地供应压制食物材料m,从而将填充水平l保持在定义的填充水平设定点l
sp
。在优选实施方案中,控制单元5可被配置为独立于压制系统3的速度来控制进料速度。控制单元5可以是可编程的,例如通过特定算法,以允许对进料速度进行定义控制。
54.旋转式压机1还可包括压制控制单元50,该压制控制单元被配置为独立于进料速度和所检测的填充水平l来控制压制系统3的速度。控制单元5可包括压制控制单元50,如图1示意性地所示。然而,压制控制单元50也可相对于控制单元5独立地设置。
55.控制单元5可被配置为:在不考虑压制系统3的速度的情况下,如果(或一旦,或当)传感器装置4检测到填充水平l对应于填充水平设定点l
sp
,则将进料速度保持恒定,优选地保持在定义的设定点速度。
56.控制单元5还可被配置为:在不考虑压制系统3的速度的情况下,如果传感器装置4检测到填充水平l低于填充水平设定点l
sp
,则将进料速度优选地增加至(定义的)第一速度,并且如果传感器装置4检测到填充水平l高于填充水平设定点l
sp
,则将进料速度优选地减少至(定义的)第二速度。
57.如上文已经提及的,传感器装置4可包括具有至少三个数字传感器41
‑
45的传感器组。该传感器41
‑
45的组可包括用于检测处于填充水平设定点l
sp
的填充水平l的第一数字传感器41、用于检测处于高于填充水平设定点l
sp
的定义填充水平上限l
up
的填充水平l的第二数字传感器42,以及用于检测处于低于填充水平设定点l
sp
的定义填充水平下限l
low
的第三数字传感器43。传感器装置4优选地还包括中间数字传感器44、45,这些中间数字传感器用于检测介于填充水平设定点l
sp
与填充水平上限和/或下限l
up
、l
low
之间的填充水平l
i,up
、l
i,low
。例如,达到由中间数字传感器44、45检测的相应中间填充水平l
i,up
、l
i,low
可导致设定进料器20的中间进料速度,该中间进料速度可优选地介于恒定进料速度(例如,定义的设定点速度)与当第二或第三数字传感器42、43检测到进料管21内的填充水平上限或下限l
up
、l
low
时的相应进料速度之间。因此,第一速度和/或第二速度可根据由相应数字传感器41
‑
45
测量的填充水平l而变化。
58.控制单元5也可被配置为:在不考虑压制系统3的速度的情况下,如果传感器装置4,优选地至少第三数字传感器43,检测到填充水平l减少,优选地下降至低于填充水平下限l
low
,则将进料速度优选地增加至高于第一速度的(定义的)第三速度;并且如果传感器装置4,优选地至少第二数字传感器42,检测到填充水平l增加,优选地超过填充水平上限l
up
,则将进料速度优选地减少至低于第二速度的(定义的)第四速度。
59.填充水平上限l
up
和填充水平下限l
low
限定填充水平检测范围d,该填充水平检测范围d优选地在进料器20和压制系统3之间延伸的检测长度上延伸,该检测长度介于20mm和100mm之间、优选地介于25mm和40mm之间,并且更优选地为约35mm。由于使用数字传感器41
‑
45,检测范围是“离散的检测范围”。
60.在优选实施方案中,传感器装置4被配置为使得填充水平设定点l
sp
可相对于进料管21移动以增加或减少填充水平设定点l
sp
。填充水平设定点l
sp
的此类调整或移动可以不同方式来实现。例如,所述移动可由能够相对于进料管21移动的传感器装置4,优选地支撑件40,提供,;此处,在垂直方向上,即沿进料管21或其纵向延伸或其进料长度fl或进料方向f。控制单元5也有可能被配置为选择传感器41
‑
45中的任一者作为第一数字传感器。在这种情况下,对应的其他数字传感器分别被定义为第二数字传感器、第三数字传感器和/或中间数字传感器(如果有的话)。
61.在下文中,详细描述了通过旋转式压机1(例如,根据本发明的旋转式压机1)压缩压制食物材料m(如食物粉末)来压制食物片t(如汤羹块)的方法。
62.在第一步骤中,由进料器20将压制食物材料m连续供应至旋转式压机1的进料系统2的进料管21。在压制食物材料m的连续供应期间,传感器装置4检测进料管21中的压制食物材料m的填充水平l。
63.在第二步骤中,当压制系统3的旋转式模板30可围绕旋转轴线r被驱动以相对于进料系统2进行旋转移动时,将由进料管21提供的一定量的压制食物材料m连续接收在旋转式模板30的多个模腔31中。
64.在第三步骤中,在旋转式模板30围绕旋转轴线r进行旋转移动时,优选地在压制站33中,通过冲头32在模腔31内部生产食物片t。在生产之后,可在排出站34中优选地通过用于弹出所生产的食物片t的弹出器单元340弹出食物片t。
65.在将压制食物材料m连续供应到进料管21时,基于所检测的填充水平l来控制进料器20的进料速度,从而将填充水平l保持在定义的填充水平设定点l
sp
。
66.方法还可包括以下步骤:在不考虑压制系统3的速度的情况下,如果(或一旦,或当)传感器装置4检测到填充水平l对应于填充水平设定点l
sp
时,将进料速度保持恒定,优选地保持在定义的设定点速度。
67.方法还可包括以下步骤:在不考虑压制系统3的速度的情况下,如果传感器装置4检测到填充水平l低于填充水平设定点l
sp
,则将进料速度优选地增加至(定义的)第一速度;以及在不考虑压制系统3的速度的情况下,如果传感器装置4检测到填充水平l高于填充水平设定点l
sp
,则将进料速度优选地减少至(定义的)第二速度。
68.在传感器装置4包括具有至少三个数字传感器41
‑
45的该传感器组的情况下,方法包括以下步骤:在不考虑压制系统3的速度的情况下,如果传感器装置4,优选地至少第三数
字传感器43,检测到填充水平l减少,优选地下降至低于填充水平下限l
low
,则将进料速度优选地增加至高于第一速度的(定义的)第三速度;以及在不考虑压制系统3的速度的情况下,如果传感器装置4,优选地至少第二数字传感器42,检测到填充水平l增加,优选地超过填充水平上限l
up
,则将进料速度优选地减少至低于第二速度的(定义的)第四速度。
69.已经测试了不同种类的传感器,并且led红外传感器最准确地检测食物材料的填充水平。对于食物材料,电容传感器不如led红外传感器精确。在不同的食物材料内,介电常数改变,从而影响传感器检测材料的良好程度。为了获得更好的测量,传感器需要具有更大的尺寸以发送和接收对应的信号。这些大电容传感器在技术上更难实现为led红外传感器。由于粘性食物材料,桨叶传感器的使用对于该应用也是不可能的。食物材料粘附到传感器,从而产生假检测信号。甚至雷达传感器也不精确,因为雷达传感器正在检测食物材料的粉尘。
70.下表示出了10g食物片的相对重量变化。
71.传感器类型10g食物片的重量变化无传感器0.15g2红外数字传感器0.08g3红外数字传感器0.05g5红外数字传感器0.03g电容式传感器0.12g桨叶传感器不适用在较长时间之后由于传感器处食物材料的粘性雷达传感器0.10g
72.只要由所附权利要求书所涵盖,本发明不受本文以上所述的实施方案的限制。上文所述的实施方案的所有特征可以任何可能的方式组合并且可以可互换地提供,只要被由所附权利要求限定的保护范围所涵盖即可。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。