1.本发明涉及一种座垫,特别是涉及一种复合纤维座垫及其制造方法。
背景技术:
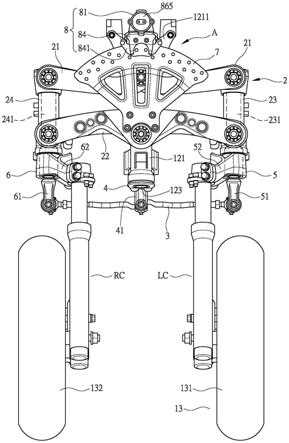
2.参阅图1,一种现有的自行车的座垫1,适用于自行车的座杆(图未示),所述座垫1包括一个供乘坐的座垫本体11、一个用于装设所述座杆的座弓单元12,及一个用于固接所述座垫本体11及所述座弓单元12的连接壳架13。所述座垫本体11具有一个填充材料112及一个包覆所述填充材料112的表布111,所述填充材料112可选自硅胶或发泡材料的其中一者。
3.随着材料技术的进步,参阅图2,另一种现有的自行车的座垫2,包括一个供乘坐的座垫本体21、一个用于装设所述座杆的座弓单元22,及一个用于固接所述座垫本体21及所述座弓单元22的连接壳架23。而所述座垫本体21以多片碳纤维布叠合并浸入树脂后加热制成。
4.然而,当所述座垫本体21欲设置于所述连接壳架23时,需额外在所述座垫本体21与所述连接壳架23间及所述连接壳架23与所述座弓单元22间使用黏合剂进行固接,使得所述座垫2在经过长期使用后,容易自所述座垫本体21与所述连接壳架23间的异质黏合处,或所述连接壳架23与所述座弓单元22间的异质黏合处断裂,进而使所述座垫本体21、所述座弓单元22及所述连接壳架23分离并损毁。
技术实现要素:
5.因此,本发明的目的,即在提供一种具有更高的耐破坏强度的复合纤维座垫及其制造方法。
6.于是,本发明复合纤维座垫,适用于自行车的座杆,所述复合纤维座垫包含座垫本体、座弓单元,及固化单元。所述固化单元包括用于包覆所述座垫本体的本体层,及用于包覆所述座弓单元的座弓层,所述本体层及所述座弓层以相同的材质一体化制成,所述座垫本体包括多片相叠的纤维布,且所述纤维布共同形成供乘坐的后座部,及自所述后座部向前延伸的前侧部;所述座弓单元用于固接于所述座杆,且包括两个位于所述座垫本体下方,并分别与所述座垫本体界定出两个横向贯通的间隙的安装杆,所述安装杆的材质与所述纤维布相同,每一安装杆各具有对应于所述后座部的后端部,及对应于所述前侧部的前端部。
7.本发明所述复合纤维座垫,所述座弓单元的前端部相连,并连接于所述前侧部,而所述后端部连接于所述后座部。
8.本发明所述复合纤维座垫,所述座垫本体及所述座弓单元的材质均为碳纤维丝。
9.本发明所述复合纤维座垫,所述纤维布中任意两片相邻的纤维布以不同的纤维排列方向相叠。
10.于是,本发明复合纤维座垫的制造方法包含下列步骤:(a)分别制备可挠性的编织束、数个纤维布、辅助模具,及内部中空的成型模具,将所述编织束弯折至概呈u形,使所述
编织束形成两安装杆,每一安装杆各具有后端部及相反于所述后端部的前端部,且所述前端部间相连接。(b)将所述编织束靠抵所述辅助模具内的近座弓面,并将所述编织束朝所述辅助模具内的近本体面方向弯折,使所述前端部及所述后端部凸出至所述近本体面。(c)将所述编织束、所述辅助模具及所述纤维布一同置入所述成型模具,所述纤维布相叠并设置于所述辅助模具的近本体面,且将所述纤维布覆盖并接触所述前端部及所述后端部。(d)再将树脂通过所述成型模具所具备的注射孔注入并使树脂填满所述成型模具内部,使所述编织束及所述纤维布浸渍树脂。(e)加热所述成型模具至温度区间,使包覆所述编织束及所述纤维布的树脂固化。(f)自所述成型模具中取出所述辅助模具与所述复合纤维座垫。(g)清除所述附着于所述复合纤维座垫上的辅助模具,取得所述复合纤维座垫的成品。
11.本发明所述复合纤维座垫的制造方法,所述步骤(c)包括步骤(c1)、步骤(c2),及步骤(c3),于所述步骤(c1)中,所述成型模具还包括上模具部及具有凹槽的下模具部,翻转所述编织束及所述辅助模具使所述编织束朝下置入所述凹槽与所述辅助模具间,再于所述步骤(c2)中,将所述纤维布相叠并朝下设置于所述近本体面并覆盖且接触所述前端部及所述后端部,接着于所述步骤(c3)中,将所述上模具部朝下扣合所述下模具部,完成合模。
12.本发明所述复合纤维座垫的制造方法,还包含位于所述步骤(a)及所述步骤(b)间的步骤(h),于所述步骤(h)中,将所述前端部剪断分离,且将所述前端部及所述后端部剪成条状。
13.本发明所述复合纤维座垫的制造方法,所述步骤(a)中的所述辅助模具为蜡模。
14.本发明所述复合纤维座垫的制造方法,所述步骤(c)中,将所述编织束、所述辅助模具及所述纤维布一同置入所述成型模具,所述纤维布中任意两片相邻的纤维布以不同的纤维排列方向相叠,并将所述纤维布设置于所述辅助模具的所述近本体面,且以所述纤维布覆盖并接触所述前端部及所述后端部。
15.本发明的有益效果在于:通过所述辅助模具使所述编织束弯折至对应所述辅助模具的形状,再利用所述纤维布相叠并覆盖所述辅助模具的另一面,使所述纤维布及所述编织束外观接近座垫的雏形,并将所述编织束、所述辅助模具及所述纤维布一同扣抵入所述成型模具,且注入树脂并予以加热,使所述编织束及所述纤维布浸渍树脂且因加热而固化,以简要的步骤制得一个具有高耐破坏强度的复合纤维座垫。
附图说明
16.本发明的其他的特征及功效,将于参照附图的实施方式中清楚地呈现,其中:
17.图1是一种现有的自行车的座垫的立体分解图;
18.图2是另一种现有的自行车的座垫的立体分解图;
19.图3是本发明复合纤维座垫的一个实施例的一个座垫本体及一个座弓单元的立体分解图;
20.图4是所述实施例的立体图;
21.图5是沿图4的v-v线所取得的剖视图;
22.图6是所述实施例的制造方法的流程图;
23.图7是说明在所述制造方法中,所述编织束及所述辅助模具翻转前的相对位置关系的立体分解示意图;
24.图8是说明在所述制造方法中,翻转所述编织束、所述辅助模具及所述纤维布后,与所述成型模具的相对位置关系的立体分解示意图;及
25.图9是一个类似图8的立体分解示意图,说明在所述制造方法中,所述编织束、所述辅助模具及所述纤维布置入所述下模具部的状态。
具体实施方式
26.参阅图3、图4及图5,本发明复合纤维座垫3的一个实施例,适用于自行车的座杆(图未示),所述实施例包含一个座垫本体4、一个用于固接至所述座杆的座弓单元5,及一个包覆所述座垫本体4及所述座弓单元5的固化单元6。
27.所述座垫本体4包括四片材质为碳纤维丝(12k)的纤维布41,所述纤维布41中任意两片相邻者以不同的纤维排列方向相叠,且所述纤维布41共同形成一个供乘坐的后座部411及一个自所述后座部411向前延伸的前侧部412。应当注意的是,所述纤维布41的材质也可为玻璃纤维或极细的金属线,而且所述纤维布41也可以多片的方式叠加,但在本实施例中,所述纤维布41的数量仍以四片较佳。
28.所述座弓单元5包括两个位于所述座垫本体4下方并分别与所述座垫本体4界定出两个横向贯通的间隙513的安装杆51,每一个安装杆51各具有一个对应于所述后座部411的后端部511及一个对应于所述前侧部412的前端部512,而所述前端部512间相连接,且连接至所述前侧部412,而所述后端部511也连接至所述后座部411。
29.所述固化单元6包括一个包覆所述座垫本体4的本体层61及一个包覆所述座弓单元5的座弓层62,所述本体层61及所述座弓层62以相同的材质一体化制成。
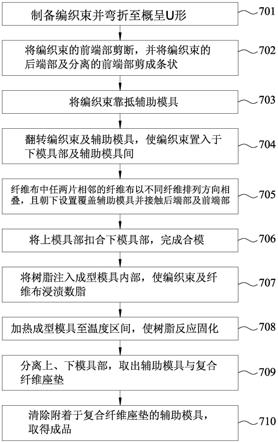
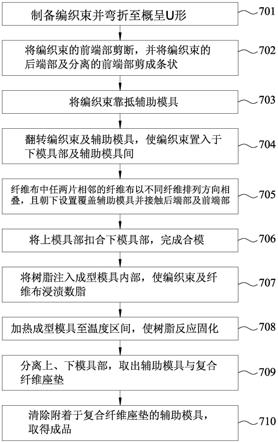
30.参阅图6,配合图7-图9,所述实施例的制作方法包含步骤701~步骤710:
31.步骤701,分别制备一个具可挠性且由碳纤维丝(48k)及碳纤维丝(3k)混编而成的编织束50、一个辅助模具91、四片材质为碳纤维丝(12k)的纤维布41,及一个内部中空的成型模具92,将所述编织束50弯折至概呈u型,使所述编织束50形成两个安装杆51,每一个安装杆51各具有一个后端部511及一个相反于所述后端部511的前端部512,且所述前端部512为一体化连接。值得一提的是,所述编织束50的材质也可为玻璃纤维、极细的金属丝线,或金属丝线与玻璃纤维的复合混编材料。
32.步骤702,将所述编织束50的前端部512剪断分离,并将所述编织束50的后端部511及分离的前端部512皆剪成条状,同时,剪去多余的碳纤维丝,让树脂得以完整包覆并浸渍碳纤维丝,避免局部碳纤维丝的密度过高造成注胶不良,在本实施例中,将所述后端部511及所述前端部512各剪去八条碳纤维丝。
33.步骤703,参阅图7,在本实施例中,所述辅助模具91为蜡制品,且包括一个近座弓面911及一个相反于所述近座弓面911的近本体面912,将所述编织束50靠抵所述辅助模具91的近座弓面911,并朝所述近本体面912方向弯折使所述后端部511及所述前端部512凸出至所述近本体面912。
34.步骤704,参阅图8,所述成型模具92包括一个上模具部921、一个具有一个凹槽924的下模具部922,及一个连通所述凹槽924的注射孔923,翻转所述编织束50及所述辅助模具91使所述编织束50朝下置入所述凹槽924与所述辅助模具91间。
35.步骤705,将所述纤维布41以不同纤维排列方向相叠并朝下设置于所述近本体面
912,且覆盖并接触所述后端部511及所述前端部512。在本实施例中,所述纤维布41的数量也可为多个,但数量以四片为佳。值得一提的是,所述纤维布41的材质也可为玻璃纤维或极细的金属线。
36.步骤706,参阅图9,将所述上模具部921朝下扣合所述下模具部922,完成合模。
37.步骤707,将树脂通过所述注射孔923注入并使树脂填满所述成型模具92内部,使所述编织束50及所述纤维布41浸渍树脂。
38.步骤708,加热所述成型模具92至一个温度区间,使包覆所述编织束50及所述纤维布41的树脂固化,在本实施例中,所述温度区间介于80℃至140℃间,加热至所述温度区间便可使树脂逐渐固化。
39.步骤709,分离所述上模具部921与所述下模具部922,并自所述下模具部922的凹槽924,取出所述辅助模具91与所述复合纤维座垫3。
40.步骤710,对于取出的所述辅助模具91与所述复合纤维座垫3,清除附着于所述复合纤维座垫3的所述辅助模具91,取得所述复合纤维座垫3的成品。在本实施例中,所述辅助模具91为蜡制品,可通过加热方式熔化所述辅助模具91,并刮除附着于所述复合纤维座垫3的残蜡,取得所述复合纤维座垫3的成品。值得一提的是,所述辅助模具91也可由塑料材料,例如:发泡聚苯乙烯(eps)、发泡聚丙烯(epp)、发泡聚苯乙烯聚乙烯聚合物(epo)等发泡类型材料制成,或者由低熔点合金(fusible alloy)的复合材料制成,以上述材料所制得的辅助模具91可直接以工具切割并清除,依此方式取得复合纤维座垫3的成品。
41.综上所述,本发明复合纤维座垫3及其制造方法,通过所述辅助模具91使所述编织束50弯折至对应所述辅助模具91的形状,再利用所述纤维布41相叠并覆盖所述辅助模具91的另一面,使所述纤维布41及所述编织束50外观接近座垫的雏形,并将所述编织束50、所述辅助模具91及所述纤维布41一同扣抵入所述成型模具92,且注入树脂并予以加热,使所述编织束50及所述纤维布41浸渍树脂且因加热而固化,以简要的步骤制得一个具有高耐破坏强度的复合纤维座垫3,所以能确实达成本发明的目的。
42.以上所述者,仅为本发明的实施例而已,当不能以此限定本发明实施的范围,即凡依本发明权利要求书及说明书内容所作的简单的等效变化与修饰,皆仍属本发明的范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。