1.本实用新型涉及阀门工装夹具技术领域,更具体涉及一种适用于多种型号闸阀数控加工的旋转式工装夹具。
背景技术:
2.闸阀是一种应用广泛的阀门,在自来水、污水、石油、化工、冶金、能源等领域中作为截流和调节装置使用。在闸阀坯料加工过程中,需要利用卧式加工中心依次将闸阀坯料三个阀口位置进行钻孔、攻丝、锪面。在加工的过程中需用夹具将闸阀夹紧,防止闸阀在加工过程中产生位置的移动。
3.传统的工装夹具只是针对某一种型号的闸阀专门开发的,严重限制了机床的加工能力。需要加工另一型号的闸阀时就需要更换另一个工装夹具,不仅降低了生产效率,增加了工人工作强度,同时也增加了成本。为此,提出一种适用于多种型号闸阀数控加工的旋转式工装夹具。
技术实现要素:
4.本实用新型需要解决的技术问题是提供一种适用于多种型号闸阀数控加工的旋转式工装夹具,以解决背景技术中的问题,以实现对多种规格型号的闸阀进行夹持,提高工作效率。
5.为解决上述技术问题,本实用新型所采取的技术方案如下。
6.一种适用于多种型号闸阀数控加工的旋转式工装夹具,包括能够旋转的工作台,工作台上设置有若干组对待加工闸阀进行支撑并能够调节工位大小的工位支撑结构,工作台上还设置有用于将待加工闸阀进行压紧定位的液压压紧机构。
7.进一步优化技术方案,所述工作台的底端设置有转台底座,转台底座的内部呈中空状并设置有用于驱动工作台转动的旋转驱动机构。
8.进一步优化技术方案,所述旋转驱动机构包括设置在转台底座内部的伺服电机、与伺服电机输出轴端相连接并竖向设置的第一锥齿轮、与第一锥齿轮相啮合并水平设置的第二锥齿轮以及与第二锥齿轮相连接且转动设置在转台底座底端的竖直转轴,竖直转轴的顶端设置有第三齿轮;所述工作台的底端设置有环状凸起并伸入到转台底座内部,环状凸起的内部嵌装设置有与第三齿轮外齿面相啮合的内啮合齿轮。
9.进一步优化技术方案,所述工作台的顶端面上开设有若干对t型槽。
10.进一步优化技术方案,所述工位支撑结构设置有三组。
11.进一步优化技术方案,所述工位支撑结构包括滑动底板,滑动底板的底端设置有与t型槽相配装的t型螺母,t型螺母上螺纹连接有能够将滑动底板与t型槽锁紧定位的第一锁紧螺栓;所述滑动底板的上方对称设置有一对支撑块,两支撑块之间形成夹持工位,每一支撑块上分别设置有用于将支撑块锁紧定位在滑动底板上的第二锁紧螺栓。
12.进一步优化技术方案,所述滑动底板的顶端面上横向设置有导轨,每一支撑块的
底端面上分别开设有与导轨滑动配装的导轨槽。
13.进一步优化技术方案,所述液压压紧机构包括竖向设置在工作台上的支撑架、转动设置在支撑架上的压紧臂、固定端与工作台相铰接且活塞杆端与支撑架相铰接的液压缸以及设置在压紧臂末端的压紧块。
14.进一步优化技术方案,所述液压缸的固定端铰接设置在与工作台顶端面相固定的铰接座上。
15.由于采用了以上技术方案,本实用新型所取得技术进步如下。
16.本实用新型通过液压压紧机构将闸阀压紧在工位支撑结构上,通过工位支撑结构实现对闸阀的支撑定位,工作台能够旋转,当完成闸阀一个工法兰面加工后带动闸阀旋转,使得闸阀能够进行其他法兰面的加工,并且工位支撑结构上的工位能够进行调节,使其适应性更强,能够对多种规格型号的闸阀进行定位。
17.1、本实用新型一个工装夹具能够适用于多种大小的闸阀,使得一台卧式加工中心能够快速的进行调整,加工另一大小的闸阀,极大地提高了工作效率。
18.2、本实用新型操作简单,易于上手,只需调整滑动底板和支撑块的位置就能适用于另一大小的阀门。
19.3、本实用新型结构简单,易于装配,可靠性高,成本低。
附图说明
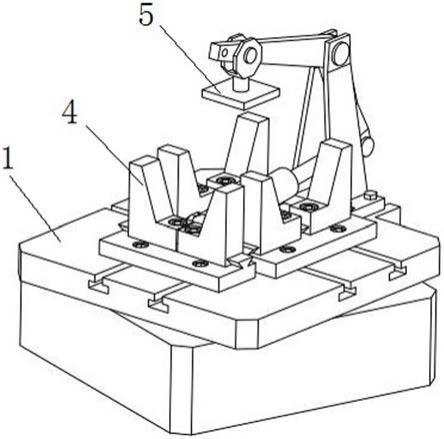
20.图1为本实用新型的结构示意图;
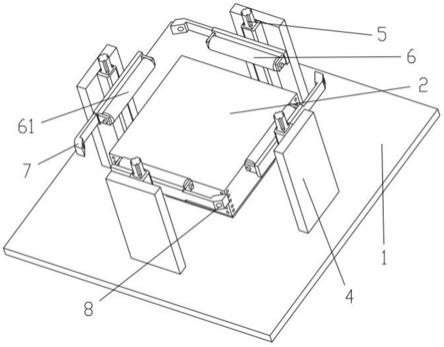
21.图2为本实用新型对闸阀进行定位时的结构示意图;
22.图3为本实用新型工作台与转台底座之间的连接结构示意图;
23.图4为本实用新型图3的部分剖开图;
24.图5为本实用新型工位支撑结构与工作台之间的连接结构示意图;
25.图6为本实用新型液压压紧机构与工作台之间的连接结构示意图;
26.图7为本实用新型t型螺母与第一锁紧螺栓的连接结构示意图。
27.其中:1、工作台,11、t型槽,2、转台底座,3、旋转驱动机构,31、伺服电机,32、第一锥齿轮,33、第二锥齿轮,34、第三齿轮,35、内啮合齿轮,36、竖直转轴,4、工位支撑结构,41、滑动底板,42、支撑块,43、t型螺母,44、第一锁紧螺栓,45、第二锁紧螺栓,5、液压压紧机构,51、液压缸,52、支撑架,53、压紧臂,54、压紧块,55、铰接座。
具体实施方式
28.下面将结合附图和具体实施例对本实用新型进行进一步详细说明。
29.一种适用于多种型号闸阀数控加工的旋转式工装夹具,结合图1至图7所示,包括工作台1、工位支撑结构4和液压压紧机构5。
30.工作台1能够旋转。工作台1的底端设置有转台底座2,转台底座2的内部呈中空状并设置有旋转驱动机构3,旋转驱动机构3用于驱动工作台1转动。
31.旋转驱动机构3包括伺服电机31和齿轮传动机构。伺服电机31设置在转台底座2内部。齿轮传动机构第一锥齿轮32、第二锥齿轮33、竖直转轴36、第三齿轮34和内啮合齿轮35。
32.第一锥齿轮32与伺服电机31输出轴端相连接并竖向设置。第二锥齿轮33与第一锥
齿轮32相啮合并水平设置。竖直转轴36与第二锥齿轮33相连接,且转动设置在转台底座2底端,具体地,竖直转轴36通过轴承转动设置在转台底座2的底端,竖直转轴36的顶端设置有第三齿轮34。
33.转台底座2的顶端中部开设有定位圆孔,工作台1的底端设置有环状凸起并伸入到转台底座2内部,环状凸起的内部嵌装设置有与第三齿轮34外齿面相啮合的内啮合齿轮35,内啮合齿轮35转动时能够带动工作台转动。因此当伺服电机31运作时能够驱动第一锥齿轮32、第二锥齿轮33、竖直转轴36、第三齿轮34、内啮合齿轮35和工作台1转动。
34.工作台1上设置有若干组工位支撑结构4,工位支撑结构4对待加工闸阀进行支撑,并能够调节工位大小。工位支撑结构4可沿着t型槽调整其固定位置,以达到位置调整的作用。
35.工作台1的顶端面上开设有若干对t型槽11,本实用新型中工作台1的顶端面上开设有三对t型槽,分别为第一t型槽、第二t型槽和第三t型槽,第二t型槽和第三t型槽分别与第一t型槽相垂直。t型槽起到对工位支撑结构4、液压压紧机构5固定、位置调整的作用。
36.工位支撑结构4设置有三组,三个工位支撑结构分别起到对闸阀端面法兰和中口法兰的支撑。工位支撑结构4包括滑动底板41、t型螺母43、第一锁紧螺栓44、支撑块42和第二锁紧螺栓45。
37.滑动底板41的底端设置有与t型槽11相配装的t型螺母43,t型螺母43上螺纹连接有第一锁紧螺栓44,第一锁紧螺栓44采用内六角螺栓。第一锁紧螺栓44能够将滑动底板41与t型槽锁紧定位。
38.当锁紧第一锁紧螺栓44时,第一锁紧螺栓44与t型槽11底端面相接触,实现对滑动底板41的锁紧,防止在闸阀定位时发生移动的情况。当松开第一锁紧螺栓44时,滑动底板41能够沿着t型槽运动。
39.滑动底板41的上方对称设置有一对支撑块42,两支撑块42之间形成夹持工位,夹持工位呈倒梯形设置。
40.每一支撑块42上分别设置有用于将支撑块42锁紧定位在滑动底板41上的第二锁紧螺栓45,第二锁紧螺栓45采用内六角螺栓。当拧紧第二锁紧螺栓45时,可实现支撑块42的锁紧定位。
41.滑动底板41的顶端面上横向设置有导轨,每一支撑块42的底端面上分别开设有与导轨滑动配装的导轨槽,当第二锁紧螺栓45松开时,支撑块42能够沿着导轨方向滑动。
42.工作台1上还设置有用于将待加工闸阀进行压紧定位的液压压紧机构5。液压压紧机构5包括支撑架52、压紧臂53、液压缸51以及压紧块54。
43.支撑架52呈三角状,竖向设置在工作台1上。支撑架52的底端通过螺栓和t型螺母固定在工作台的t型槽内。
44.压紧臂53转动设置在支撑架52上,压紧臂53包括两个之间呈钝角设置的连接臂,两连接臂的中部设置有转轴,压紧臂53通过转轴转动设置在支撑架52上。
45.液压缸51的固定端与工作台1相铰接且活塞杆端与支撑架52相铰接,液压缸51的固定端铰接设置在铰接座55上,铰接座55与工作台1顶端面相固定。通过液压系统为液压缸输出能源,通过调整液压系统的压力达到对闸阀夹紧的目的。
46.压紧块54设置在压紧臂53末端,能够与闸阀的顶端相接触。工作时,液压缸活塞杆
伸出,带动压紧臂和压紧块压紧闸阀。
47.本实用新型的工作过程如下。
48.在闸阀进行法兰面钻孔、攻丝、锪面加工时,某一大小的闸阀放在工装夹具的支撑块42上,三个支撑位支撑着闸阀。位置确定好后,液压缸51活塞杆伸出,活塞杆带动着压紧臂53运动,压紧臂53带动压紧块54向下运动,压紧闸阀。卧式加工中心对一个法兰面进行加工,加工完一个法兰面后,工作台1在底部伺服电机的带动下通过齿轮传动带动工作台1转动。转动某一角度后,卧式加工中心对另外一个法兰面进行加工,依次完成三个法兰面的加工。
49.当加工另一大小闸阀时,需要对工位大小调节模块三个支撑位分别进行调整。首先拧松滑动底板41上的内六角螺母和t型螺母,沿着工作台的t型槽移动每个支撑位,然后固定三个支撑位,以适应闸阀总体大小。接着拧松支撑块,使支撑位能适合所需要加工的阀门法兰大小,能够支撑三个法兰。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。