1.本实用新型涉及一种铸件的浇铸系统,更具体的是一种用于风电轮毂、底座的浇铸系统。
背景技术:
2.风电铸件的质量和性能要求很高,这是由于风电铸件的断面较大,壁厚不均匀且结构复杂,风电机组工作环境恶劣,维修困难,因此对风电铸件的产品质量和使用性能要求较高。生产球墨铸铁时夹渣是最常见的缺陷,多出现在铸件浇注的上平面或型芯上表面部位。夹渣缺陷严重影响铸件的力学性能,特别是韧性和屈服强度,导致承压部位出现渗漏。因此,像轮毂、底座类风电铸件生产工艺大多使用过滤网或过滤片来过滤铁水,以解决夹渣缺陷,但使用过滤网或过滤片过滤铁水会导致整个浇铸生产效率降低而且会让成本明显升高。
3.基于以上生产现状,研究轮毂、底座类风电铸件低夹渣生产工艺仍然值得本领域技术人员继续探索。
技术实现要素:
4.本实用新型的目的是要提供一种浇铸系统,用于轮毂、底座类风电铸件的生产,该浇铸系统能够在铁水充型过程中对铁水净化,去除夹渣物,达到降低铸件中夹渣物的目的。
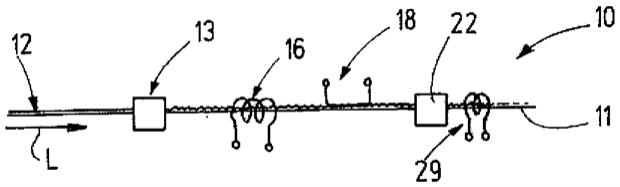
5.本实用新型解决上述问题所采用的技术方案为:一种风电铸件低夹渣生产的浇铸系统,用于向砂箱的铸件型腔内浇注铁水,砂箱包括上下互相盖合的盖箱和底箱,按照铁水的流向,该浇铸系统包括依次连接的浇口盆、盖箱直浇道、横浇道、底箱竖向浇道、底箱横向浇道、内浇道和出气结构,所述出气结构位于铸件型腔的顶部,所述内浇道设置在铸件型腔的底部,所述浇口盆用于承接铁水并对铁水第一次过滤,过滤后的铁水流入所述盖箱直浇道,所述横浇道用于对铁水第二次过滤并将铁水向所述底箱竖向浇道分流,所述底箱横向浇道将铁水自下向上送到所述内浇道,所述内浇道再将铁水自下向上通入铸件型腔。
6.优选地,所述浇口盆内设置有浇口盆闸槽,所述浇口盆闸槽内设置闸门砖,通过所述闸门砖将浇口盆隔成浇口盆入口腔和浇口盆出口腔,所述浇口盆入口腔用于承接铁水,浇口盆入口腔和浇口盆出口腔底部连通,所述浇口盆出口腔与所述盖箱直浇道连通。
7.优选地,浇口盆的出口腔比入口腔高,从而通过闸门砖挡住铁水中上浮的夹渣,入口腔比出口腔体积更大。利用闸门砖进行挡渣,铁水从闸门下方流过,渣被闸门砖挡住。
8.优选地,所述盖箱直浇道的口径上大下小而呈倒锥形,所述底箱竖向浇道的口径上大下小而呈倒锥形,防止卷气,利于挡渣。所述底箱横向浇道的口径随着铁水的流向逐渐增大而呈锥形,降低铁水速度,防止铁水产生紊流。
9.优选地,所述横浇道包括底盒和上盒,位置在上的所述上盒与位置在下的所述底盒搭接连通,所述盖箱直浇道连接所述底盒,铁水从所述底盒漫入所述上盒,所述上盒连接所述底箱竖向浇道。进一步地,所述底盒内设置底盒闸槽,所述底盒闸槽内设置闸门砖,通
过所述闸门砖将底盒隔成底盒入口腔和底盒出口腔,所述底盒出口腔和所述底盒入口腔底部连通,所述盖箱直浇道连接所述底盒入口腔,所述底盒出口腔与所述上盒搭接连通。浇注时铁水从闸门砖下方流过、夹渣被闸门挡住,铁水再向上面流动,向上流动时夹渣浮在搭接上方,铁水向下流入底箱竖向浇道。
10.优选地,所述内浇道四周为披缝,厚度为10~20mm,中间设有窝座,所述窝座的上下端分别超出所述内浇道,进行缓冲。该结构的内浇道的目的在于进铁水平稳、均匀,所述内浇道进铁水时调整铁水流动方向,便于提高充型死角区的铁水流动性,防止夹渣聚集。
11.优选地,所述出气结构包括压边帽口、边出气、出气片中的一种或多种,目的是要将铁水中的脏铁水和冷铁水溢出型腔,防止有夹渣和冷隔缺陷。
12.与现有技术相比,本实用新型的优点在于:浇口盆为闸门式,对铁水第一次去渣,减少夹渣进入浇道;盖箱直浇道为倒锥形,减少卷气;横浇道采用搭接方式,增强挡渣能力,用于实现对铁水第二次去渣;内浇道为披缝浇道,使得进铁水平稳,进铁水调整进铁方向,可提高进铁口位置的死角区铁水流动性,减少夹渣聚集;出气结构能将铸件型腔内前期的脏铁水和冷铁水溢出,提高铸件质量。
附图说明
13.图1为本实用新型实施例风电轮毂铸件低夹渣生产的浇铸系统结构示意图;
14.图2为图1所示结构的另一视角;
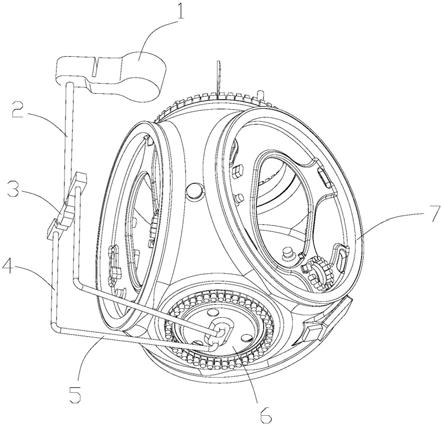
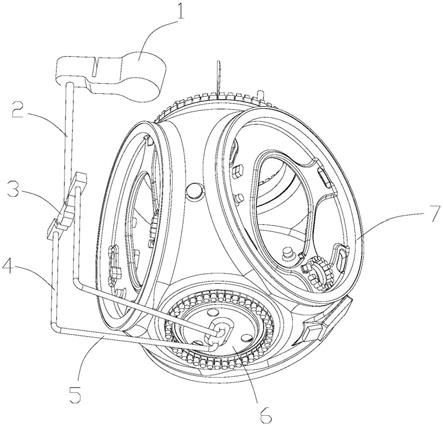
15.图3为本实用新型实施例风电底座铸件低夹渣生产的浇铸系统结构示意图;
16.图4图3所示结构的另一视角;
17.图5为本实用新型实施例中浇口盆的结构示意图;
18.图6为本实用新型实施例中横浇道的结构示意图;
19.图7为本实用新型实施例中轮毂内浇道的正视图;
20.图8为本实用新型实施例中轮毂内浇道的剖视图;
21.图9位本实用新型实施例中轮毂内浇道的立体图;
22.图10为本实用新型实施例中底座内浇道的正视图;
23.图11为本实用新型实施例中底座内浇道的剖视图;
24.图12位本实用新型实施例中底座内浇道的立体图;
25.图中:浇口盆1、盖箱直浇道2、横浇道3、底箱竖向浇道4、底箱横向浇道5、内浇道6、轮毂7、边出气8、出气片9、底座11、压边冒口12、浇口盆闸槽101、浇口盆入口腔102、浇口盆出口腔103、底盒301、上盒302、底盒闸槽303、底盒入口腔304、底盒出口腔305。
具体实施方式
26.以下结合附图对本实用新型作进一步详细描述,所述实施例是示例性的,旨在用于解释本实用新型,而不能理解为对本实用新型的限制。本实施例中的文字描述是与附图对应的,涉及方位的描述也是基于附图的描述,不应理解为是对本实用新型保护范围的限制。
27.实施例1
28.本实施例涉及一种风电轮毂低夹渣生产的浇铸系统,用于向砂箱的铸件型腔内浇
注铁水,砂箱包括上下互相盖合的盖箱和底箱,按照铁水的流向,该浇铸系统包括依次连接的浇口盆1、盖箱直浇道2、横浇道3、底箱竖向浇道4、底箱横向浇道5、内浇道6和出气结构,出气结构包括边出气8、出气片9,出气结构位于铸件型腔的顶部。
29.浇口盆1内设置有浇口盆闸槽101,浇口盆闸槽101内设置闸门砖,通过闸门砖将浇口盆1隔成浇口盆入口腔102和浇口盆出口腔103,浇口盆入口腔102用于承接铁水,浇口盆入口腔102和浇口盆出口腔103底部连通,浇口盆出口腔103与盖箱直浇道2连通。浇口盆入口腔102比浇口盆出口腔103高,浇口盆入口腔102比浇口盆出口腔103体积更大。浇口盆1用于承接铁水并对铁水第一次过滤,铁水从浇口盆出口腔103流入盖箱直浇道2。
30.横浇道3包括底盒301和两个上盒302,位置在上的上盒302与位置在下的底盒301搭接连通,铁水再从底盒301向上漫入上盒302。底盒301内设置两个底盒闸槽303,底盒闸槽303内设置闸门砖,通过闸门砖将底盒301隔成底盒入口腔304和两个底盒出口腔305,两个底盒出口腔305位于底盒入口腔304两侧并分别和底盒入口腔304底部连通,盖箱直浇道2连接底盒入口腔304用于向底入口腔304注铁,经闸门砖下方溢入两侧的底盒出口腔305,闸门砖挡住铁水中的浮渣,铁水再从底盒出口腔305向上漫入与之搭接的上盒302中,上盒302底部再与底箱竖向浇道4连通,铁水中的浮渣留在上盒302的上部。前述横浇道3为搭接结构,浇注时铁水从闸门砖下方流过、夹渣被闸门砖挡住,铁水再向上面流动,向上流动时夹渣浮在搭接上方,铁水向下流入底箱竖向浇道4。
31.底箱横向浇道5将铁水自下向上送到所述内浇道6,内浇道6再将铁水自下向上通入铸件型腔。
32.盖箱直浇道2的口径上大下小而呈倒锥形,防止卷气,利于挡渣。底箱竖向浇道与盖箱直浇道2一样,为口径上大下小而呈倒锥形。底箱横向浇道5的口径随着铁水的流向逐渐增大而呈锥形,将铁水引到内浇道6,铁水是自下而上进入内浇道6的,内浇道6设置在铸件型腔的底部,内浇道6为圆盘状,四周为披缝601,披缝601厚度为15mm
‑
25mm。中间设有窝座602,窝座602的上下端分别超出内浇道6,用于铁水缓流。
33.实施例2
34.如图3
‑
4,本实施例涉及风电底座的低夹渣生产的浇铸系统,与实施例1风电轮毂的浇铸系统相似,不同的是本实施例中出气结构是由压边冒口12和出气片9组成。底座适用的内浇道6为船型。
35.除上述实施例外,本实用新型还包括有其他实施方式,凡采用等同变换或者等效替换方式形成的技术方案,均应落入本实用新型权利要求的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。