1.本发明涉及一种轴类零件校正装置,尤其是一种为保证精密花键轴外圆柱面满足同轴度及圆跳动公差要求而设计的轴类零件校正装置。
背景技术:
2.如附图1所示,一种阶梯轴结构的精密花键轴1零件,在对其进行检修时,为了保证该精密花键轴1中第一轴段1
‑
1及第二轴段1
‑
2外圆柱面的同轴度及圆跳动公差满足相关技术要求,通常需要对该精密花键轴1进行校正。
3.针对附图1中精密花键轴1零件的校正问题,为确保零件内部金相组织的稳定,避免校正过程对零件性能造成不良影响,一般采用机械调整和退火处理相结合的方法,而在进行机械调整时,还需重点考虑对精密花键轴1零件的尺寸精度带来的影响,特别是由于在该精密花键轴1上设有如附图2中所示的凹槽1
‑
3结构,若采用常规的轴类零件校正工具,难以实现该精密花键轴1的无损伤校正作业,因此优化设计一种专用的精密花键轴校正装置势在必行。
技术实现要素:
4.本发明提供一种精密花键轴校正装置,以实现对精密花键轴的无损伤校正作业,避免校正过程对零件性能及尺寸精度带来的不良影响,达到满足精密花键轴外圆柱面同轴度及圆跳动公差要求的目的。
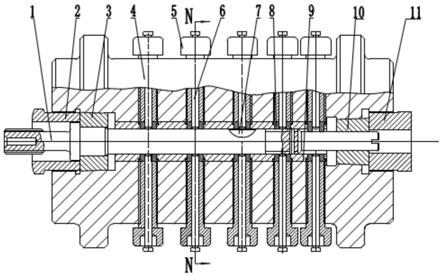
5.为实现上述目的,本发明采用如下技术方案:一种精密花键轴校正装置,包括固定座、方套筒、工件定位夹紧机构和校正执行机构;所述固定座为圆柱型套筒,套筒内孔为变截面通孔,在套筒内孔中部配装方套筒,在套筒内孔的两端配装工件定位夹紧机构,并在套筒侧壁上设置若干组与套筒内孔贯通的径向螺纹孔;所述方套筒的内孔为圆孔,在方套筒的侧壁上设有若干组与固定座侧壁上径向螺纹孔位置相对应的阶梯孔;所述校正执行机构包括校正螺栓和压套,所述校正螺栓为空心螺栓,校正螺栓安装在固定座侧壁上的径向螺纹孔中,所述压套为阶梯套管结构,安装在方套筒的阶梯孔中,压套内孔中心轴线与校正螺栓的中心轴线重合。
6.上述精密花键轴校正装置,它还设有测量杆,所述测量杆可穿过校正螺栓的中心通孔及压套的内孔,其尾端与被校正精密花键轴的第一轴段或第二轴段的外圆柱面接触。
7.上述精密花键轴校正装置,它还设有垫块,所述垫块嵌装在被校正精密花键轴的凹槽中。
8.上述精密花键轴校正装置,在所述固定座内孔两端分别设有第一内螺纹、第二内螺纹;在所述固定座的套筒内孔中,与第一内螺纹相邻的孔段为第一圆锥孔,与第二内螺纹相邻的孔段为第二圆锥孔。
9.上述精密花键轴校正装置,所述工件定位夹紧机构包括与被测量精密花键轴一端配合的第一夹紧套、第一锁紧套,还包括与被测量精密花键轴另一端配合的第二夹紧套和
第二锁紧套;所述第一夹紧套外表面为与固定座的套筒内孔中第一圆锥孔配合的圆锥面,在第一夹紧套侧壁上设有与其内孔贯通的第一豁槽;所述第二夹紧套外表面为与固定座的套筒内孔中第二圆锥孔配合的圆锥面,在第二夹紧套侧壁上设有与其内孔贯通的第二豁槽;所述第一锁紧套设有与固定座的套筒内孔中第一内螺纹配合的外螺纹;所述第二锁紧套设有与固定座的套筒内孔中第二内螺纹配合的外螺纹。
10.上述精密花键轴校正装置,在所述固定座侧壁的每一组径向螺纹孔中包括四个沿周向均匀布置的径向螺纹孔。
11.上述精密花键轴校正装置,所述固定座两端设有方形凸缘,可通过方形凸缘将固定座稳定地放置在退火炉中。
12.本发明为一种精密花键轴校正装置,它可通过固定座的套筒内孔、径向螺纹孔及压套与校正螺栓配合实现方套筒的定位和装配,将待校正的精密花键轴置于方套筒内孔后,再通过工件定位夹紧机构将工件两端夹紧固定,然后通过测量杆与测量仪器配合对校正点尺寸进行测量,针对测量结构调整校正螺栓的旋入深度,校正螺栓向待校正的精密花键轴施加压力,使其产生塑性变形,再通过测量杆与测量仪器配合对校正点尺寸进行测量并确定达到标准要求后,将精密花键轴校正装置放入退火炉中进行热处理,以此保证被校正后的精密花键轴外圆柱面的同轴度及圆跳动公差处于稳定状态。由此可见,通过本发明实现了对精密花键轴的无损伤校正作业,避免了校正过程对零件性能及尺寸精度带来的不良影响,从而保证了精密花键轴工件的检修质量。
附图说明
13.图1是精密花键轴结构及其外圆柱面同轴度及圆跳动公差要求示意图;图2是图1中m
‑
m剖面结构示意图;图3是本发明结构及其与精密花键轴配合关系示意图;图4是图3中n
‑
n剖面结构示意图;图5是第一夹紧套的剖面结构示意图;图6是图5的侧视图;图7是固定座剖面结构示意图;图8是图7的侧视图;图9是方套筒剖面结构示意图;图10是图9中i
‑
i剖面结构示意图;图11是第二夹紧套的剖面结构示意图;图12是图11的侧视图。
14.图中各标号清单为:1、精密花键轴,1
‑
1、第一轴段,1
‑
2、第二轴段,1
‑
3、凹槽;2、第一锁紧套;3、第一夹紧套,3
‑
1、第一豁槽;4、固定座,4
‑
1、套筒内孔,4
‑1‑
1、第一内螺纹,4
‑1‑
2、第一圆锥孔,4
‑1‑
3、第二内螺纹,4
‑1‑
4、第二圆锥孔,4
‑
2、径向螺纹孔,4
‑
3、方形凸缘;5、校正螺栓;
6、测量杆;7、垫块;8、压套;9、方套筒,9
‑
1、阶梯孔;10、第二夹紧套,10
‑
1、第二豁槽;11、第二锁紧套。
具体实施方式
15.下面结合附图及具体实施例对本发明作进一步说明。
16.参看图 1、图2,一种阶梯轴结构的精密花键轴1零件,按照有关技术要求,在对该在对其进行检修时,需保证该精密花键轴1中第一轴段1
‑
1及第二轴段1
‑
2外圆柱面的同轴度及圆跳动公差,另外在该精密花键轴1上还设有如附图2中所示的凹槽1
‑
3结构。检修过程中为保证精密花键轴1中第一轴段1
‑
1及第二轴段1
‑
2外圆柱面的同轴度及圆跳动公差,需要对精密花键轴1零件进行校正。校正作业一般采用机械调整和退火处理相结合的方法,而在进行机械调整时,需重点考虑对精密花键轴1零件的尺寸精度带来的影响。
17.参看图3、图4,本发明提供一种适于图1所示的精密花键轴1的校正装置,它包括固定座4、方套筒9、工件定位夹紧机构、校正执行机构和测量杆6;所述固定座4为圆柱型套筒,方套筒9套装在固定座4的套筒内孔4
‑
1中,被校正的精密花键轴1套装在方套筒9中,并在被校正精密花键轴1的凹槽1
‑
3中嵌装垫块7,在固定座4套筒内孔4
‑
1的两端配装工件定位夹紧机构;所述校正执行机构包括校正螺栓5和压套8,所述校正螺栓5为空心螺栓,与固定座4侧壁配装,所述压套8与方套筒9侧壁配装,压套8与校正螺栓5位置相对应,压套8内孔的中心轴线与校正螺栓5的中心轴线重合;所述测量杆6可穿过校正螺栓5的中心通孔及压套8的内孔,其尾端与被校正精密花键轴1的第一轴段1
‑
1或第二轴段1
‑
2的外圆柱面接触。
18.参看图7、图8,本发明所述的精密花键轴校正装置,其固定座4两端设有方形凸缘4
‑
3,可通过方形凸缘4
‑
3将固定座4稳定地放置在退火炉中,所述固定座4的套筒内孔4
‑
1为变截面通孔,并在套筒侧壁上设置若干组与套筒内孔4
‑
1贯通的径向螺纹孔4
‑
2,其中每一组径向螺纹孔4
‑
2中包括四个沿周向均匀布置的径向螺纹孔,在每一个径向螺纹孔4
‑
2中配装一个校正螺栓5。
19.参看图9、图10,本发明所述的精密花键轴校正装置,其方套筒9的内孔为圆孔,在方套筒9的侧壁上设有若干组与固定座4侧壁上径向螺纹孔4
‑
2位置相对应的阶梯孔9
‑
1,在每一个阶梯孔9
‑
1中安装一个压套8。
20.参看图5、图6、图11、图12,本发明所述的精密花键轴校正装置,所述工件定位夹紧机构包括与被测量精密花键轴1一端配合的第一夹紧套3、第一锁紧套2,还包括与被测量精密花键轴1另一端配合的第二夹紧套10和第二锁紧套11;所述第一夹紧套3外表面为与固定座4的套筒内孔4
‑
1中第一圆锥孔4
‑1‑
2配合的圆锥面,在第一夹紧套3侧壁上设有与其内孔贯通的第一豁槽3
‑
1;所述第二夹紧套10外表面为与固定座4的套筒内孔4
‑
1中第二圆锥孔4
‑1‑
4配合的圆锥面,在第二夹紧套10侧壁上设有与其内孔贯通的第二豁槽10
‑
1;所述第一锁紧套2设有与固定座4的套筒内孔4
‑
1中第一内螺纹4
‑1‑
1配合的外螺纹;所述第二锁紧套11设有与固定座4的套筒内孔4
‑
1中第二内螺纹4
‑1‑
3配合的外螺纹。
21.参看图1至图12,本发明提供一种精密花键轴校正装置,采用该校正装置进行精密花键轴1工件校正时,其操作步骤如下:首先,压套8与方套筒9装配后,将方套筒9置于固定座的套筒内孔4
‑
1中,再将校正螺栓5装配在固定座4的径向螺纹孔4
‑
2中,通过压套8与校正螺栓5配合实现方套筒9的定位和装配;在固定座4的套筒内孔4
‑
1两端分别装配第一夹紧套3、第一锁紧套2和第二夹紧套10、第二锁紧套11;在将待校正的精密花键轴1置于方套筒9的内孔中,旋拧第一锁紧套2和第二锁紧套11,在第一锁紧套2和第二锁紧套11轴向压力作用下,第一夹紧套3和第二夹紧套10外圆锥面分别沿固定座4两端的第一圆锥孔4
‑1‑
2、第二圆锥孔4
‑1‑
4的孔壁向内侧移动,同时第一夹紧套3的第一豁槽3
‑
1、第二夹紧套10的第二豁槽10
‑
1趋于闭合,驱动第一夹紧套3和第二夹紧套11向内收缩将精密花键轴1两端夹紧固定;利用测量杆6分别对工件上与每一个校正螺栓5的对应点进行测量,并将测量结果与标准值进行比对;旋松第二锁紧套11,针对测量结果不符合要求的测量点,调整校正螺栓5的旋入深度,通过校正螺栓5向待校正的精密花键轴1施加压力,使其产生塑性变形;重复测量杆6的测量及对校正螺栓5旋入深度调整的过程,直到所有测量点的测量结果均达到标准要求后(优选地,测量结果略小于设定的标准公差数值,保证在拆除校正螺栓5后,被校正的精密花键轴1外圆柱面同轴度及圆跳动公差满足技术要求),旋紧第二锁紧套11,通过工件定位夹紧机构将工件两端夹紧固定;将精密花键轴及校正装置放入退火炉中进行热处理(针对洛氏硬度hrc=30~35的精密花键轴,其退火温度为470
º
c;针对洛氏硬度hrc=35~37的精密花键轴,其退火温度为510
º
c)。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。