1.本发明属于磨削加工技术领域,具体涉及一种适用于高精度密封锥面的加工装置及方法。
背景技术:
2.直升机液压系统中部分零组件具有很严的密封要求,其密封性将造成飞行过程中液压油是否出现渗漏,直接关系到飞行安全,活门组件属于这类产品中最为典型的组件,其主要的装配关系体现在零件密封接触面间尺寸精度、形位公差、粗糙度要求极为严格;典型活门类零件的结构特点为,密封接触面为带锥度角的外锥面,目前该产品加工存在的缺陷有:加工依赖车床保证,常规卡盘装夹会使机床主轴精度误差作用于零件加工过程导致尺寸超差,且受车床系统精度影响、装夹定位误差、操作工技能水平限制等,该产品尺寸精度控制一致性差,且表面光洁度不好,直接影响为装配密封试验不合格,需要反复进行修抛才能满足要求,装配组件合格率低,已成为该类产品零组件生产、装配的重要瓶颈。
技术实现要素:
3.本发明的目的:提出一种加工效率高、加工精度高、质量稳定可靠的适用于高精度密封锥面的加工装置及方法。
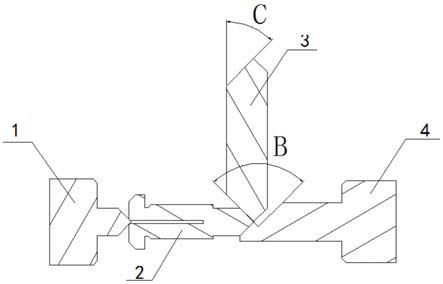
4.本发明的技术方案:提供一种适用于高精度密封锥面的加工装置,用于对待加工产品的锥面进行加工,该加工装置包括顶尖、砂轮和半反顶尖,其中所述半反顶尖具有杆部,杆部在面对待加工产品的端面上具有内锥面,该内锥面的锥角d与待加工产品的锥角a相同,杆部在靠近内锥面的部分具有切口,该切口具有砂轮对接面,砂轮的磨削边始终在该砂轮对接面中,且磨削边与轴线的夹角为锥角a的一半;所述待加工产品在非加工一端安装有顶尖,待加工一端同时顶紧在内锥面和磨削边上,所述待加工产品还具有相应的旋转机构。
5.进一步地,所述顶尖向待加工产品提供进给力。
6.进一步地,砂轮的旋转轴线与待加工产品的旋转轴线平行。
7.进一步地,所述砂轮对接面在初始状态下将所述内锥面切割为不完整形态。
8.进一步地,所述切口还具有避让面,在整个加工过程中均与砂轮存在间隙。
9.进一步地,所述避让面和砂轮对接面的夹角b与锥角a互补。
10.进一步地,所述顶尖、待加工产品和砂轮同轴。
11.本发明还提供一种适用于高精度密封锥面的加工方法,利用了上述的加工装置,该方法包括以下步骤:
12.步骤1、根据零件材料、结构特点、密封锥面角度大小、粗糙度要求,选取砂轮;
13.步骤2、根据磨床加工性能、工件材料、砂轮相关参数初步确定包括磨削加工过程砂轮转速、砂轮移动速度、工件转速、吃刀量在内的磨削参数;
14.步骤3、试磨,按上述步骤2初步确定的磨削参数,通过对与待加工产品材料相同的
样件进行试磨,根据试磨效果最终确定磨削参数;
15.步骤4、将待加工产品的待加工端插入半反顶尖的内锥面中,调整砂轮的位置使得砂轮的磨削边始终在该砂轮对接面中,将顶尖在另一端顶紧待加工产品;
16.步骤5、找正工件外圆面跳动量≤0.01mm,对待加工产品进行粗磨及精磨加工。
17.本发明的有益效果:加工装置定位简便、精确、可靠,加工产品尺寸、形位公差、表面粗糙度控制精度高,产品加工效率和质量也明显提高。
附图说明
18.当结合附图阅读时,通过参考以下对本发明示例的详细描述,将最好地理解例示性示例以及优选的使用模式、其他目的及其描述,其中:
19.图1为某待加工产品的截面示意图;
20.图2为本发明加工装置的加工状态示意图;
21.图3为半反顶尖的斜视图;
22.图4为半反顶尖的剖视图;
23.图5为实施例待加工产品的截面及参数示意图;
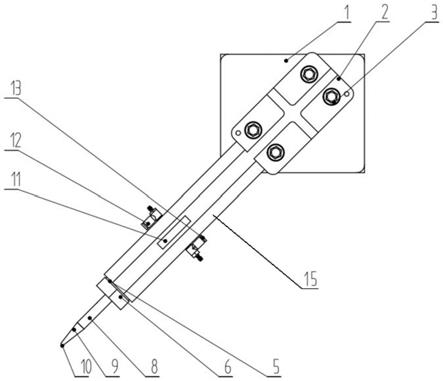
24.图6为实施例加工装置的加工状态示意图。
25.其中,1
‑
顶尖,2
‑
待加工产品,3
‑
砂轮,4
‑
半反顶尖,5
‑
内锥面,6
‑
避让面,7
‑
砂轮对接面
具体实施方式
26.将参照附图更充分地描述所公开的示例,在附图中示出了所公开示例中的一些(但并非全部)。事实上,可描述许多不同的示例并且这些示例不应该被解释为限于本文中阐述的示例。相反,描述这些示例,使得本公开将是彻底和完全的,并且将把本公开的范围充分传达给本领域的技术人员。
27.参见图1,加工工件材料为gcr15,硬度hrc54~58,工件光杆段为ra0.32;锥角为90
°
,磨削锥面与工件光杆部分跳动量不大于0.015,锥面ra0.32。
28.参见图2,使用加工装置对顶装夹加工工件,找正工件光杆段跳动量不大于0.01,通过设置在工件适当位置上的旋转机构带动工件旋转,且通过顶尖1的作用使得工件沿轴向方向进行运动,然后调整砂轮3磨削工件锥面。
29.参见图3,利用半反顶尖对工件锥面进行顶紧,且半反顶尖上具有与工件锥面的锥角相同的结构特性,并且半反顶尖上设有开口部分,用于磨削工件过程中的磨削边和砂轮避让面。
30.一种适用于高精度密封锥面加工方法其步骤如下:
31.步骤1、根据零件材料(gcr15,热处理hrc54~58)、结构特点(如附图)、密封锥面角度大小(90
°
)、粗糙度要求(ra0.32μm),选取的磨削砂轮为白刚玉,并采用45
°
修磨砂轮,砂轮粒度为180#。
32.步骤2、根据磨床加工性能、工件材料、砂轮等相关参数初步确定磨削加工过程砂轮转速、砂轮移动速度、工件转速、吃刀量等磨削参数:砂轮转速:7000
‑
7500r/min,砂轮移动速度:25
‑
35mm/s,工件转速200
‑
250r/min,吃刀量:粗加工0.01~0.03mm,精加工:0.005
~0.01mm。
33.步骤3、试磨,按上述步骤2初步确定的磨削参数,通过对预备好的试加工材料(与工件材料保持一致)进行试磨,根据试磨效果最终确定磨削加工过程主砂轮转速:7200r/min,砂轮移动速度:32mm/s,工件转速220/min,吃刀量:粗加工0.015mm,精加工:0.005mm。
34.步骤4、装夹加工工件,使用60
°
硬质合金顶尖和90
°
碳钢半反顶尖对顶装夹工件,找正工件外圆面跳动量≤0.01mm,按上述步骤3确定的磨削参数,完成工件粗磨及精磨加工。
35.本文中公开的系统、装置和方法的不同示例包括各种部件、特征和功能。应当理解,本文中公开的系统、装置和方法的各种示例可包括任何组合方式或任何子组合方式的本文中公开的系统、装置和方法的其他示例中的任一个的部件、特征和功能中的任一个,并且所有这些可能性旨在落入本发明的范围内。
36.已出于例示和描述的目的展示了对不同有利布置的描述,但是该描述并不旨在是排他性的或限于所公开形式的示例。许多修改形式和变化形式对于本领域的普通技术人员而言将是显而易见的。另外,不同的有利示例可描述与其他有利示例相比不同的优点。选择和描述所选择的一个示例或多个示例,以便最佳地说明示例的原理、实际应用,并且使本领域的普通技术人员能够理解本公开有进行了适于所料想特定使用的各种修改的各种示例。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。