1.本发明涉及串联冲压生产线。特别是涉及将进行冲孔加工的两台冲压设备串联排列而成的串联冲压生产线。
背景技术:
2.在专利文献1中公开了层叠铁芯冲切装置,将转子冲切冲压设备和定子冲切冲压设备串联排列。在该装置中,通过将两台冲压设备的曲轴彼此直接连结,从而使冲压设备同步运转。
3.因此,不需要在双方的冲压设备之间设置用于吸收停止定时、动作速度之差的蓄能器。另外,专利文献1还公开了在模具更换时调节冲压设备之间的卷材长度使其与模具间距匹配的中间缓冲弯部。
4.在专利文献2的第0009段中公开了将通过矫直机供送的卷材以规定速度间歇地供送的自动传送装置以及以前后夹着自动传送装置的方式配置了两台冲压设备的冲切用冲压设备的串联生产线。并且,还公开了为了调节模具间距、传送中心而以能够前后(卷材的宽度方向)或者左右(卷材的传送方向)调节冲压设备的位置的方式设置冲压设备的技术。
5.在专利文献3中公开了在使拉深、调平、刺穿、剪切等各工序分别在一台冲压设备进行的串联冲压生产线中,设置用于调节冲压设备之间的间隔的冲压机间距调节装置。
6.现有技术文献
7.专利文献
8.专利文献1:日本特开平2011
‑
205836号公报
9.专利文献2:日本特开平9
‑
108898号公报
10.专利文献3:日本特开2009
‑
233673号公报
技术实现要素:
11.在专利文献1的串联冲压生产线中,为了调节冲压设备间的材料长度而设置中间缓冲弯部,所以材料的输送路径弯曲较大。另外,由于对各个冲压设备设置各两台、共计四台的传送装置(送料器51~54),所以装置整体变大型,生产线长度延长。因此,材料的输送质量也较大。
12.在专利文献2的串联冲压生产线中,针对两台冲压设备仅一台传送装置(自动传送装置30),还不需要中间缓冲弯部,所以能够缩短生产线长度。但是,需要使两台冲压设备和传送装置的动作定时一致,不能应对高速运转。专利文献3的串联冲压生产线在各一台的冲压设备进行拉深加工、冲孔加工等各个加工工序,所以难以高速运转。
13.本发明的课题是提供一种串联冲压生产线,能够缩短生产线长度,在模具更换时能够容易调节冲压的卷材长度。
14.本发明的串联冲压生产线10的特征在于具备:第一冲压设备11,对间歇地传送过来的卷材w实施冲孔加工;第二冲压设备12,对从第一冲压设备11送出的卷材w与第一冲压
设备11同步地进一步实施冲孔加工;以及中间传送装置50,设置在第一冲压设备11与第二冲压设备12之间,将从第一冲压设备11送出的卷材w向第二冲压设备12传送,所述中间传送装置50具有:第一及第二传送线路引导器52、53,配置在所述中间传送装置50的生产线传送方向上的上游侧和下游侧两处,将卷材w支承在传送线路高度;上下一对传送辊51(51a、51b),配置在所述第一传送线路引导器52与第二传送线路引导器53之间,以在传送卷材w时使卷材w在相对于传送线路高度h向上下方向偏移的迂回路径中通过的方式引导卷材;以及释放机构(升降机构55),在传送结束后,以在卷材w相对于模具40被定位之前使卷材w处于自由状态的方式将所述传送辊51(51a、51b)释放。在此,上述的生产线的传送方向是指,串联冲压生产线中卷材从上游侧向下游侧传送的方向。
15.在这样的串联冲压生产线10中,优选的是,所述第一冲压设备11和第二冲压设备12的曲轴17、17以同步旋转的方式连结。优选的是,无论哪种情况下都具备冲压机间隔调节机构13,调节所述第一冲压设备11与第二冲压设备12之间的生产线传送方向上的间隔。
16.在这样的串联冲压生产线10中,所述冲压机间隔调节机构13具备:支承装置21,将所述第一冲压设备11和所述第二冲压设备12中的任一方或者双方的框架16支承为沿生产线的传送方向移动自如;电机驱动的伸缩驱动机构25,连结双方框架16彼此;传感器26,检测在第一冲压设备11中设置的模具40(40a、40b)与在第二冲压设备12中设置的模具40(40a、40b)之间的间隔;以及控制装置c,驱动所述伸缩驱动机构25,以使传感器26的检测值与对每个模具40预先设定的距离一致。
17.本发明的串联冲压生产线10的第二方式的特征在于具备:第一冲压设备11,对间歇地传送过来的卷材w实施冲孔加工;第二冲压设备12,对从第一冲压设备11送出的卷材w与第一冲压设备11同步地进一步实施冲孔加工;以及冲压机间隔调节机构13,调节第一冲压设备11与第二冲压设备12之间的生产线传送方向上的间隔,所述第一冲压设备11和第二冲压设备12的曲轴17彼此通过允许轴向的移动的联轴器28同步旋转地连结。
18.在这样的串联冲压生产线10中,所述冲压机间隔调节机构13具备:支承装置21,将所述第一冲压设备11和所述第二冲压设备12中的任一方或者双方的框架16支承为沿生产线的传送方向移动自如;电机驱动的伸缩驱动机构25,连结双方框架16彼此;传感器26,检测在第一冲压设备11中设置的模具40(40a、40b)与在第二冲压设备12中设置的模具40(40a、40b)之间的间隔;以及控制装置c,驱动所述伸缩驱动机构25,以使传感器26的检测值与对每个模具40预先设定的距离一致。
19.在上述任一个串联冲压生产线10中,在第一冲压设备11与第二冲压设备12之间设有将从第一冲压设备11送出的卷材w向第二冲压设备12传送的中间传送装置50,所述中间传送装置50具有:第一传送线路引导器52及第二传送线路引导器53,配置在所述中间传送装置50的生产线传送方向上的上游侧和下游侧两处,将卷材w支承在传送线路高度h;上下一对传送辊51(51a、51b),配置在所述第一传送线路引导器52与所述第二传送线路引导器53之间,以在传送卷材w时使卷材w在相对于传送线路高度h向上下方向偏移的迂回路径中通过的方式引导卷材;以及释放机构(升降机构55),在传送结束后,以在卷材w相对于模具被定位之前使卷材w处于自由状态的方式将传送辊51(51a、51b)释放。
20.本发明的中间传送装置50的特征在于具有:第一传送线路引导器52及第二传送线路引导器53,配置在通过多个冲压设备对卷材进行冲压加工的生产线传送方向上的上游侧
和下游侧两处,将卷材w支承在传送线路高度;上下一对传送辊51(51a、51b),配置在所述第一传送线路引导器52与所述第二传送线路引导器53之间,以在传送卷材w时使卷材w在相对于传送线路高度h向上下方向偏移的迂回路径中通过的方式引导卷材;以及释放机构(升降机构55),在传送结束后,以在卷材w相对于模具40被定位之前使卷材w处于自由状态的方式将传送辊51(51a、51b)释放。
21.在具体的例子中进行说明,在前进加工中,在传送装置结束卷材的传送后,通过使引导销嵌入在第一工序中对卷材冲孔加工的定位孔中等,使卷材相对于模具的下模被定位,引导销被设于在第一冲压设备中设置的模具或者在第一冲压设备及第二冲压设备中设置的模具的上模。上述的所谓“在传送结束后,且卷材被定位于模具之前”,是指基于这样的中间传送装置的传送辊对卷材的传送结束后到被定位于模具之间的期间。另外,传送装置以在卷材被定位之前将传送辊释放、不妨碍基于引导销的定位的方式,使卷材处于自由状态。在卷材被定位后,在冲压设备实施冲孔加工之前通过在所述上模中设置的脱模板被压下。因此,卷材一面被引入模具中一面被按压于所述下模的模板的上表面,在此状态下被实施冲孔加工。在冲孔加工结束后,脱模板和引导销依次离开卷材,传送装置的传送辊再次将成为自由状态的卷材夹紧并开始传送。
22.在本发明的串联冲压生产线中,由于中间传送装置具有释放机构,所述释放机构在传送结束后,以在卷材相对于模具被定位之前使卷材处于自由状态的方式将传送辊释放,因此,即使是在冲压设备实施冲孔加工之前卷材被引入模具,所引入的量利用在相对于输送线路高度向上下方向偏移的迂回路径中通过的卷材被填补,从而不会产生卷材被过度拉伸而变形等问题。而且,在传送卷材时,在中间送给装置将卷材引导为基本平直,所以能够使输送质量减少,并且能够顺畅地传送。本发明的中间传送装置应用于串联冲压生产线中,从而能够实现与上述相同的效果。
23.在所述串联冲压生产线中,第一冲压设备和第二冲压设备的曲轴彼此以同步旋转的方式连结,从而使得两台冲压设备的同步运转的同步性高。在所述串联冲压生产线中,具备调节第一冲压设备与第二冲压设备之间的生产线传送方向上的间隔的冲压机间隔调节机构,在更换模具时,容易调节冲压设备之间的卷材的长度。
24.在这样的串联冲压生产线中,所述冲压机间隔调节机构具备:支承装置,将所述第一冲压设备和所述第二冲压设备中的任一方或者双方的框架支承为沿生产线的传送方向移动自如;电机驱动的伸缩驱动机构,连结双方框架彼此;传感器,检测在第一冲压设备中设置的模具与在第二冲压设备中设置的模具之间的间隔;以及控制装置,驱动所述伸缩驱动机构,以使传感器的检测值与对每个模具预先设定的距离一致,从而能够正确且容易调节第一冲压设备与第二冲压设备的模具之间的间隔。因此,能够缩短伴随模具更换而产生的生产线停止时间,能够使生产线高效地运转。
25.在本发明的串联冲压生产线的第二方式中,由于具备冲压机间隔调节机构,调节第一冲压设备与第二冲压设备之间的间隔,在更换模具时,通过调节冲压设备之间的间隔,能够调节冲压机之间的卷材的长度。因此,无需设置专利文献1那样的中间缓冲弯部,与此相应地,能够缩短生产线长度。另外,所述第一冲压设备和第二冲压设备的曲轴彼此通过允许轴向的移动的联轴器连结,因此,不仅能够调节冲压设备之间的间隔,还使得冲压设备之间的同步性高。在这样的串联冲压生产线中,所述冲压机间隔调节机构具备:支承装置,将
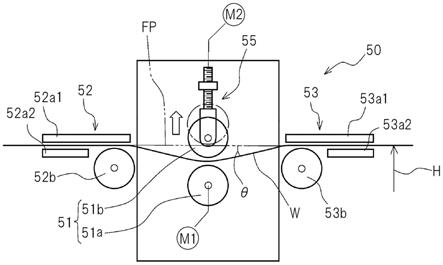
所述第一冲压设备和所述第二冲压设备中的任一方或者双方的框架支承为沿生产线的传送方向移动自如;电机驱动的伸缩驱动机构,连结双方框架彼此;传感器,检测在第一冲压设备中设置的模具与在第二冲压设备中设置的模具之间的间隔;以及控制装置,驱动所述伸缩驱动机构,以使传感器的检测值与对每个模具预先设定的距离一致,从而能够正确且容易调节第一冲压设备与第二冲压设备的模具之间的间隔。因此,能够缩短伴随模具更换而产生的生产线停止时间,能够使生产线高效地运转。
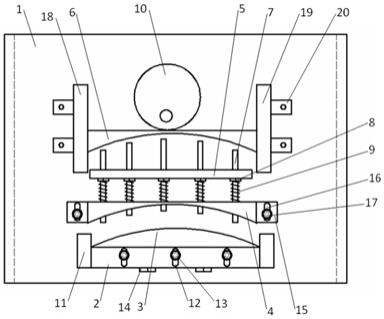
26.在上述任一个串联冲压生产线中,在第一冲压设备与第二冲压设备之间设有将从第一冲压设备送出的卷材向第二冲压设备传送的中间传送装置,所述中间传送装置具有:第一传送线路引导器及第二传送线路引导器,配置在所述中间传送装置的生产线传送方向上的上游侧和下游侧两处,将卷材支承在传送线路高度;上下一对传送辊,配置在所述第一传送线路引导器与所述第二传送线路引导器之间,以在传送卷材时使卷材在相对于传送线路高度向上下方向偏移的迂回路径中通过的方式引导卷材;以及释放机构,在传送结束后,以在卷材相对于模具被定位之前使卷材处于自由状态的方式将传送辊释放,即使是在冲压设备实施冲孔加工之前卷材被引入模具,所引入的量利用在相对于输送线路高度向上下方向偏移的迂回路径中通过的卷材被填补,从而不会产生卷材被过度拉伸而变形等问题。而且,在传送卷材时,在中间送给装置将卷材引导为基本平直,所以能够使输送质量减少,并且能够顺畅地传送。
附图说明
27.图1是表示本发明所涉及的串联冲压生产线的一实施方式的主视图。
28.图2是包括图1的串联冲压生产线的控制部分的框图的俯视图。
29.图3是表示冲切模具的一例的结构说明图。
30.图4是表示串联冲压生产线的输送中和加工中的材料高度差的简易说明图。
31.图5是表示输送中和加工中的材料长度的关系的简易说明图。
32.图6是表示本发明的传送装置的实施方式的结构说明图。
33.附图标记说明
34.10
…
串联冲压生产线;11
…
第一冲压设备;12
…
第二冲压设备;13
…
冲压机间隔调节机构;14
…
卷材供给装置;w
…
卷材;15
…
基座;16
…
框架;16a
…
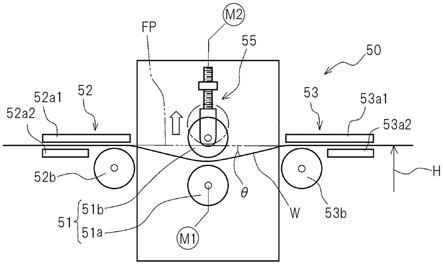
垫板;17
…
曲轴;18
…
连杆;20
…
滑块;21
…
支承装置;21a
…
连结杆;21p
…
模具的定位销;22
…
垫块;22a
…
连结杆;23
…
螺钉;24
…
螺母;25
…
伸缩驱动机构;25a
…
螺母螺栓;26
…
(检测冲压机设置距离)传感器;28
…
联轴器;30
…
展卷机;30a
…
卷材压板;30b
…
卷材外径计测装置;31
…
矫直机;31a
…
夹送辊;32
…
缓冲弯控制器;33
…
引导板;34
…
辅助传送装置;36
…
第一传送装置;37
…
第二传送装置;38
…
第三传送装置;36a、37a、38a
…
下辊;36b、37b、38b
…
上辊;40
…
模具;40a
…
下模;40b
…
上模;tg1
…
在第一冲压设备设置的模具的电子标签;tg2
…
在第二冲压设备设置的模具的电子标签;at1、at2
…
天线;r1、r2
…
接收装置;a1、a2
…
针对冲压设备的安装位置;b1、b2
…
引导销中心的位置信息;e1、e2
…
从冲压设备的中心到传感器的安装位置的距离;f
…
冲压机设置间距;fmin
…
最小冲压机设置间距;c
…
控制装置;ca
…
控制部;cb
…
运算部;cc
…
存储部;cd
…
设定部;ce
…
显示部;p
…
传送间距;pb
…
引导销;pp1
…
第一冲压设备的模具的最下游的引导销;pp2
…
第二冲压设备的模具的最上游的引导销;l
…
最上游和最
下游的引导销中心间距;41
…
基座(下模);42
…
模板;42a、42b
…
贯通孔;43
…
(基座的)孔;44
…
弹簧;45
…
材料升降器;45a
…
凸缘;45b
…
环状槽;46
…
基座(上模);47
…
打孔机;47a
…
孔;48
…
脱模板;49
…
弹簧;fp
…
传送线路;h
…
传送线路高度;ho
…
下模上表面的高度;50
…
中间传送装置;51
…
传送辊;51a
…
下辊;51b
…
上辊;52、53
…
传送线路引导器;52a、53a
…
引导板;52b、53b
…
引导辊;m1
…
电机(传送辊);m2
…
电机(升降机构);s1、s2
…
倾斜的区间;55
…
升降机构。
具体实施方式
35.图1所示的串联冲压生产线10具备第一冲压设备11、第二冲压设备12以及调节两个冲压设备11、12之间的间隔的冲压机间隔调节机构13。另外,在串联冲压生产线10的上游侧配置有向生产线供给卷材w的卷材供给装置14。该串联冲压生产线10用于通过模具40、40对卷材w进行冲孔加工,特别能够高速地连续生产层叠电机铁芯等。在这种情况下,第一冲压设备11对卷材w依次进行多次的开孔加工,最后进行外形冲切/层叠,制造电机的转子。第二冲压设备12对在第一冲压设备11中使用过的卷材w的剩余的部分进行多次的开孔加工及外形冲切/层叠来制造定子。
36.第一冲压设备11由以下部分等构成:框架16,通过基座15被固定在地面上;曲轴17,旋转自如地设置在框架16的上部;两个连杆18,被安装于所述曲轴17;滑块20,通过这些连杆18被吊装着,通过框架16被沿上下方向引导;垫板16a,被安装于框架16。连杆18和滑块20通过柱塞(未图示)连结,滑块20通过曲轴17进行旋转而沿上下方向移动。在模具40中,下模40a被固定于垫板16a,上模40b被固定于滑块20,上模40b根据滑块20而沿上下方向移动。
37.作为冲压设备的种类,属于适合于高速冲切的所谓高速自动冲压机。作为一例,具备承受10~30mm的行程、200~300spm的速度、硅钢片的冲切的高刚性框架、赋予了预压的精密滑动引导器等。基座15内置有防震机构。具备支承冲压设备的荷重的多个辊的支承装置21介于第二冲压设备12的框架16与基座15之间,框架16以沿生产线的传送方向(图1的左右方向)移动自如的方式被基座15支承。在第一冲压设备11中,为了实现冲压设备的规格的共同化,替代支承装置21,介入相同高度的垫块22。第二冲压设备12的其他方面与第一冲压设备11实质上相同,所以标注相同的附图标记并省略说明。另外,第二冲压设备12的左右的支承装置21彼此以及左侧的支承装置21和第一冲压设备11的垫块22,分别通过连结杆21a、22a相连结,以防止由于当在框架16上移动时与基座15之间产生的摩擦阻力,使得基座15因横向的负荷而错位移动等。
38.例如由螺钉23和螺母24构成的伸缩驱动机构25介于所述第一冲压设备11的框架16与第二冲压设备12的框架16之间。在图1及图2的实施方式中,螺钉23被固定于第二冲压设备12,与所述螺钉23螺纹连接的螺母24以通过螺母螺栓25a而旋转自如且不沿轴向移动的方式保持于第一冲压设备11。螺母24通过伺服电机(未图示)等电机被旋转驱动。伸缩驱动机构25通过图2的控制装置c被驱动。该控制装置c由对电机进行旋转驱动的控制部ca、运算伸缩量的运算部cb、存储运算式、数据的存储部cc、设定初始值等的设定部cd以及显示部ce等构成。
39.在通过伸缩驱动机构25使第一冲压设备11和第二冲压设备12的模具之间的间隔l与对每个模具预先设定的距离一致时,以下述情况为前提。另外,下述的距离是指卷材w的
传送方向的距离。
40.卷材w在第一冲压设备11的第一工序中被冲孔加工定位孔。并且,上模40b的引导销pp嵌入所加工的定位孔中,由此使得卷材w相对于下模40a被定位。因此,在将卷材w沿传送方向基本平直地输送并依次进行加工的串联冲压生产线10中,模具之间的间隔能够被设为引导销pp1和引导销pp2的中心间距(图2的l),引导销pp1位于在第一冲压设备11中设置的模具40的最下游侧,引导销pp2位于在第二冲压设备12中设置的模具的最上游侧。并且,所谓对每个模具预先设定的距离l,是指在各模具内沿卷材w的传送方向相邻的引导销pp之间的中心间距即传送间距p的整数倍的距离。另外,优选的是,根据引导销pp之间的中心间距的整数倍,设定各装置彼此(例如第一冲压设备11和第二传送装置37)不干涉的最小距离fmin。
41.在第一冲压设备11与第二冲压设备12之间安装有检测冲压机设置间距(图2的f)的传感器26。该传感器26检测例如第一冲压设备11与第二冲压设备12的相邻的框架16的侧面之间的距离f。
42.图2将图1的串联冲压生产线10的俯视图与控制装置c一并示出。如图2所示,在设置于第一冲压设备11和第二冲压设备12的模具40、40,分别安装有记录有模具信息的电子标签tg1、tg2。在第一及第二冲压设备11、12设有接收从电子标签tg1、tg2发送的无线信号的天线at1、at2、以及将所接收到的信号发送给控制装置c的接收装置r1、r2。
43.在电子标签tg1、tg2中记录的信息中包含模具40、40相对于冲压设备11、12的设置位置、引导销pp、pp1、pp2的配置位置以及传送间距p的信息。另外,从控制装置c的设定部cd输入的、从各个冲压设备11、12的中心到传感器26的安装位置的距离(图2的e2、e2)、在调节冲压机设置间距f时各装置彼此不干涉的最小距离(图2的fmin)、以及通过传感器26检测的当前的冲压机设置间距f等信息被存储在存储部cc中。
44.在将模具40、40搬入冲压设备11、12时,首先利用无线方式(经由天线at1、at2)通过接收装置r1、r2而非接触地读取电子标签tg1、tg2的信息,并发送给控制装置c。在模具40、40被设置在冲压设备11、12的垫板16a上时,通过在垫板16a侧设置的模具的定位销21p被设置在对每个模具40设定的位置。然后,根据从电子标签tg1、tg2读取的信息和在存储部cc中存储的信息,通过运算部cb运算引导销pp1与引导销pp2之间的中心间距(图2的l),引导销pp1位于在第一冲压设备11中设置的模具40的最下游侧,引导销pp2位于在第二冲压设备12中设置的模具的最上游侧。
45.运算部cb还根据所述运算出的所述引导销pp1、pp2之间的中心间距l来运算卷材w的传送间距p的整数倍即各装置彼此不干涉的最小距离fmin,将运算结果输出给控制部ca。控制部ca根据运算结果驱动伸缩驱动机构25的电机,调节冲压机的设置间距f。或者,由于对卷材w的长度多少赋予了富余量,所以设为比整数倍稍短的距离,作为各装置彼此不干涉的最小距离fmin。
46.根据该实施方式,即使是在模具40与模具40之间存在传送装置等障碍物,导致直接计测所述引导销pp1、pp2之间的中心间距l或者模具之间的距离困难的情况下,也能够容易应对。另外,在该实施方式中利用无线方式读取电子标签tg1、tg2的信息,但也可以替代电子标签,而使用条形码和二维码通过读取装置进行读取。
47.由所述支承装置21、伸缩驱动机构25以及传感器26构成整体的冲压机间隔调节机
构13。该冲压机间隔调节机构13每当根据制造的电机铁芯而更换模具时进行动作,调节冲压机设置间距。另外,通过在冲压机的运行过程中使冲压机间隔调节机构13进行动作,还能够吸收与因通过高速运转产生的摩擦热所引起的框架16的热膨胀量相应的冲压机设置间距f的变化。
48.第一冲压设备11的曲轴17的右端(生产线传送方向的下游侧)和第二冲压设备12的曲轴17的左端(生产线传送方向的上游侧),通过使曲轴17、17之间的同步旋转可靠进行的联轴器28连结。该联轴器28采用允许第二冲压设备12的生产线的传送方向的移动来进行转矩传递的结构,例如将花键轴和花键螺母以使其沿轴向滑动自如的方式连结而成的花键联轴器等。另外,还可以使用吸收轴心的错位、倾斜的十字形联轴器、或与万向接头组合的形式的联轴器。
49.在第一冲压设备11及第二冲压设备12的曲轴17、17的另一端分别连结着电动电机(未图示)等旋转驱动源。电动电机彼此被同步控制。电动电机为感应电机。但是,不限于感应电机,还能够采用直流电机、交流伺服电机、直流伺服电机等。
50.所述卷材供给装置14具备:展卷机30,保持卷材w,并通过进行旋转将卷材w送出,或者通过卷材w被拉出而进行旋转;矫直机31,消除从展卷机30送出的卷材w的卷曲并矫正为平坦状态;以及缓冲弯控制器32。展卷机30具备用于驱动安装卷材w的支承轴沿正反方向旋转的电机(未图示),矫直机31具备用于将卷材w连续送出的电机驱动的夹送辊31a。缓冲弯控制器32针对卷材w形成用于吸收冲压设备11、12的间歇传送和展卷机30及矫直机31的连续传送之差的缓冲弯,并且在缓冲弯增大至规定值以上时、反之减小至规定值以上时,调节展卷机30和矫直机31的材料的送出速度。
51.在展卷机30设有防止卷材散开的卷材压板30a。卷材的附图标记30b表示具备检测卷材的外径的传感器的卷材外径计测装置,根据来自所述卷材外径计测装置的输出,控制装置(未图示)进行控制使得随着卷材的余量减少而提高展卷机30的支承轴的旋转速度,使被送出的卷材w的长度与传送装置的传送长度的指令值一致。还可以在卷材压板30a设置卷材旋转用的驱动辊。在这种情况下,不需要根据卷材的直径改变驱动辊的旋转速度。附图标记33表示规定卷材w的输送路径的上下一对的引导板。
52.附图标记34表示辅助传送装置,具备夹压卷材w的上下一对的辊、驱动辊的电机(未图示)以及检测辊的旋转的编码器(未图示)。辅助传送装置34还兼做使卷材w的前端部一直通到任意的规定的位置的穿线以及确认卷材w的传送长度并防止卷材w的回退的止退辊。另外,还能够附加卷材w的速度监视功能以及计测在实施冲切加工之前卷材w被引入模具时的移动量从而校正各传送装置36、37、38的传送长度的功能。
53.在图1的串联冲压生产线10中,在第一冲压设备11的框架16的上游侧(左侧)、第二冲压设备12的上游侧(左侧)及下游侧(右侧)设有第一传送装置36、第二传送装置37以及第三传送装置38,分别用上下的辊夹压卷材w,并根据冲压设备11、12的动作间歇地传送至下游侧。这些传送装置36、37、38被设定成沿着传送线路fp传送卷材w,使下辊36a、37a、38a的上表面与传送线路高度h一致。并且,通常驱动下辊36a、37a、38a进行旋转来传送卷材w。
54.另一方面,上辊36b、37b、38b根据来自控制装置的信号被上下驱动,以便在传送卷材w时下降并在与下辊之间夹压卷材w,在冲压加工时上升将卷材w释放,或者使卷材w容易在生产线中通过。另外,还能够通过使上下的辊进行空转,将卷材释放(拉出自如)。此外,还
能够构成为仅在第二传送装置37设置驱动卷材w的电机,第一传送装置36和第三传送装置38仅对卷材w进行引导例如进行空转。第三传送装置38的下游侧的附图标记39表示将冲切产品后的卷材w(废料)切断成一定长度的废料切断装置。
55.图1的串联冲压生产线10具备调节第一冲压设备11与第二冲压设备12的间隔的冲压机间隔调节机构13,所以通过在模具的更换时调节冲压设备11、12的间隔,能够将冲压设备11、12之间的卷材w的长度调节为传送间距的整数倍。因此,不需要设置专利文献1所述的中间缓冲弯部,相应地能够缩短生产线长度。并且,由于不设置中间缓冲弯部,所以即使是第一冲压设备11和第二冲压设备12比较大型,曲轴17、17的端部之间的间隔也狭窄,所以容易直接连结。并且,由于通过允许轴向的移动的联轴器28进行连结,所以不会妨碍冲压机间隔调节机构13对冲压设备11、12之间的间隔的调节。
56.另外,由于冲压设备11、12之间的间隔狭窄,所以能够将第一冲压设备11的下游侧的传送装置和第二冲压设备12的上游侧的传送装置设为一台传送装置(第二传送装置37)。由此,设备成本降低,并且生产线长度进一步缩短。
57.下面,参照图3~图6说明传送装置的优选的实施方式。图3表示图1的串联冲压生产线10等中使用的冲切模具的一例,左半部分表示冲压设备的停止时乃至材料输送时的状态,右半部分表示材料加工时的状态。冲切模具40由下模40a和上模40b构成。下模40a具有:基座41;在基座41上设置的下侧的模板42;弹簧44,对在基座41的孔43中收纳的材料升降器45向上施力;材料升降器45,滑动自如地收纳在形成于模板42的贯通孔42a内。
58.在材料升降器45的下端设有凸缘45a,通过使凸缘45a的上表面与模板42的下表面抵接,限制材料升降器45的上升端。凸缘45a的下表面与弹簧44抵接。在材料升降器45的上端附近形成有引导卷材w的侧缘滑动自如的环状槽45b。材料升降器45还可以被设置成围绕自身的轴旋转自如。
59.材料升降器45用于在输送卷材w时避免卷材w和下模表面的接触,将卷材w保持在距离下模表面稍微(例如约10mm)向上提起的位置。因此,卷材w相对于下模40a被稍微(例如约10mm)提起,沿着传送线路fp被输送。
60.上模40b具有基座46、打孔机47、脱模板48以及对脱模板48向下施力的弹簧49。在下模40a的模板(冲模)42形成有形状与冲片相同的贯通孔、或者形状与从卷材w冲切的铁芯(转子和定子)的轮廓相同的贯通孔42b,上模40b的打孔机47与所述孔42b嵌合对卷材w进行冲孔加工。脱模板48用于从上模40b的打孔机47将卷材w剥离,在下表面设有供材料升降器45的上部嵌合的孔47a。
61.因此,如图3的右侧所示,在材料加工时,脱模板48将卷材w按压在模板42的上表面,并且将材料升降器45压下。因此,卷材w如图4及图5中的虚拟线所示,在输送时沿着传送线路fp被保持平直,在加工时如实线所示被压到比传送线路高度h低的下模40a的上表面的高度(加工高度)ho为止。在这种情况下,在第一~第三传送装置36~38中,传送线路高度h被保持为原来状态,在通过模具40a、40b被夹压的范围中沉入与材料升降器45的升降量相应的程度。因此,在它们之间的区间s1、s2中,卷材w变倾斜,整体上弯曲成扁平的v字状乃至倒梯形状。由于是在与输送时的平直形状(虚拟线)相比稍长的路径中通过,所以卷材w中的被模具40a、40b夹持的范围的上游侧和下游侧,被拉入与路径的长度之差相应的量。
62.另外,在加工过程中传送装置36~38的上辊36b、37b、38b上升,分别将卷材w释放,
所以如图4的箭头r所示,卷材w分别从第一冲压设备11的上游侧和第二冲压设备12的下游侧被拉入,填补前述的路径的长度之差。但是,第一冲压设备11和第二冲压设备12同步运转,加工是同时进行的,所以在第二传送装置37的附近没有能够被拉入的富余的材料,不能填补路径之差。因此,在第二传送装置37的附近,卷材w从两侧被拉伸而拉紧。其中,处于该部位的卷材w由于被第一冲压设备11的模具实施加工而存在多个孔,所以处于容易因外力而变形的状态。当在这种状态下从两侧被拉伸而拉紧的情况下,有可能定位孔也产生变形、间距错位。在卷材w的定位孔也产生变形、间距错位的情况下,在将第二冲压设备12的模具的引导销pp嵌入定位孔时将会不当进入,定位孔的周围进一步变形。其结果是,卷材w的传送间距不准确,有可能产生错误送料而形成不合格品。
63.图6表示能够消除上述问题的第二传送装置(中间传送装置)。在该中间传送装置50中,在生产线的传送方向上,在上下一对传送辊51(下辊51a和上辊51b)的上游侧和下游侧配置有将卷材w支承在传送线路高度h的第一及第二传送线路引导器52、53。并且,下辊51a的上表面被配置在比传送线路高度h低的位置。为了输送卷材w,通常用电机m1特别是伺服电机驱动下辊51a,但也可以驱动上辊51b、或者下辊51a和上辊51b双方。传送线路引导器52、53由具有供卷材w能够通过的间隙的上下引导板52a1、52a2、53a1、53a2、以及被支承为旋转自如且支承卷材w的下表面侧的引导辊52b、53b。
64.该中间传送装置50被设置成使上辊51b的支承轴相对于外壳上下移动自如,以通过升降驱动机构55上下移动而且在上辊51b下降时将上辊51b按压在下辊51a上的方式进行驱动。作为升降驱动机构55,能够由电机m2特别是伺服电机和丝杆机构等构成。还能够用气缸等进行驱动。并且,在输送卷材w时能够通过上辊51b和下辊51a将卷材w夹入,并通过电机m1使下辊51a向图6中的顺时针方向旋转,以将卷材w从生产线的上游侧向下游侧传送。另外,在通过冲压设备进行加工时能够使上辊51b上升将材料释放。在这种情况下,与图5的情况相反,在输送卷材w时在实线所示的大致v字状的路径中通过,在冲压设备的加工时如假想线所示沿着传送线路fp平直地延伸。因此,能够按照这些路径之差的量在加工时对模具40a、40b填补材料,能够避免卷材w被拉紧。
65.上述的输送中的路径倾斜的角度θ,在引导辊52b、53b和传送辊51的距离接近时增大、远离时减小。因此,关于路径之差,也是在引导辊52b、53b和传送辊51的距离接近时增大、远离时减小。因此,通过使引导辊52b、53b与传送辊51的间隔比材料由于模具对材料的拉入而倾斜的区间s1、s2短,能够使传送辊51的释放量比输送中的传送线路高度h和下模40a的上表面的高度(加工成形高度)ho之差小。
66.基于以上所述,优选设置调节引导辊52b、53b的水平方向的位置的调节机构。并且,传送辊51的下辊51a的位置越靠下方,输送时的倾斜的角度θ越大,因此路径之差越大。所以,还可以设置调节下辊51a的高度的机构。但是,无论在哪种情况下,卷材w的弯曲的曲率半径都在卷材w的弹性变形的范围内。
67.图6中的中间传送装置50被用作图1的串联冲压生产线10的第二传送装置37、或图4的串联冲压生产线的第二传送装置37。
68.以上对优选的实施方式进行了说明,但本发明不限于这些实施方式,能够在发明的范围内追加变更。例如,在图6的中间传送装置中,在传送线路高度h的下侧设置迂回路径,反之,还能够通过偏向上侧的传送辊设置迂回路径。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。