1.相关申请的交叉引用
2.本技术要求于2019年11月29日向韩国知识产权局提交的韩国专利申请第10
‑
2019
‑
0157647号的权益,其公开内容通过援引整体并入本文。
3.本发明涉及包含片状石墨(flake graphite)的二次电池用正极以及包含其的二次电池。
背景技术:
4.由于化石燃料使用的迅速增加,对使用替代能源或清洁能源的需求正在增加,作为其一部分,最积极研究的领域是使用电化学的发电和储电领域。
5.目前,二次电池是利用这种电化学能量的电化学装置的代表性实例,并且其使用范围趋于逐渐扩大。
6.最近,随着对诸如便携式计算机、便携式电话和照相机等移动设备的技术开发和需求的增加,对作为能源的二次电池的需求迅速增加。在这些二次电池中,已经对表现出高能量密度和工作电位、具有长循环寿命和低自放电率的锂二次电池进行了大量研究,并已商品化和广泛使用。
7.另外,随着对环境问题的关注增长,对可以替代作为空气污染的主要原因之一的使用化石燃料的车辆(例如,汽油车辆和柴油车辆)的电动车辆、混合动力电动车辆等进行了很多研究。虽然镍金属氢化物二次电池主要用作电动车辆和混合动力电动车辆的动力源,但对使用具有高能量密度和放电电压的锂二次电池的研究正在积极进行,其中一部分处于商业化阶段。
8.如上所述,随着锂二次电池的需求正在迅速增加,正在进行许多研究以提高二次电池的性能,并且对能够表现出更高单位体积能量密度的二次电池的需求越来越大。
9.此时,为了实现高能量密度,除非用表现出高容量的材料代替正极,否则不可避免地实现高负载量。因此,为了提高单位体积能量密度,需要使正极在高负载量下的空隙最小化。
10.同时,在这种正极的制造期间,在电极过程中进行电极的辊压过程。在这种情况下,不仅辊压产生的应力相对集中在电极的上部而不是电极的下部,而且在电极的上部辊压充分进行,这就造成了电极的上部和下部的孔隙率不同的问题。
11.因此,迫切需要开发一种技术,该技术解决上述问题,因此可以降低正极在高负载量下的孔隙率并且整体上具有均匀的孔隙率。
技术实现要素:
12.技术问题
13.设计本发明用于解决上述问题,并且本发明的目的在于提供一种二次电池用正极以及包含其的二次电池,该正极使负载量高的正极中的孔隙率最小化并且整体上提高均匀
性,从而增加单位体积能量密度。
14.技术方案
15.应当理解,本文使用的术语和词语不应被解释为限于一般或词典含义,并且术语的概念可以被定义为以最佳方式描述发明人作出的发明,并且基于这种原则,术语和词语应被解读成具有符合本发明的技术精神的含义和概念。
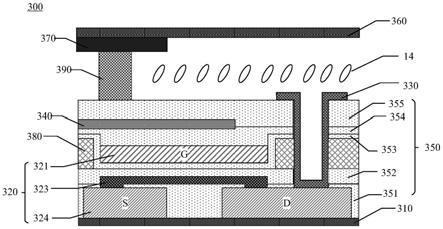
16.在下文中,提供了一种本发明实施方式的二次电池用正极,其包括:
17.第一正极合剂层,其形成在正极集流体的至少一个表面上并包含第一正极活性材料;和
18.第二正极合剂层,其形成在第一正极合剂层上并包含第二正极活性材料;
19.其中,第一正极活性材料和第二正极活性材料包含下述化学式1表示的锂镍基过渡金属氧化物,并且
20.其中,第一正极合剂层含有片状石墨作为添加剂。
21.li
a
ni1‑
b
m
b
o2‑
x
a
x
ꢀꢀꢀ
(1)
22.在上式中,
23.m是选自由ti、mg、al、zr、mn和co组成的组中的至少一种,
24.a是取代氧的卤素,
25.1.00≤a≤1.05,0<b≤0.2,并且0≤x≤0.01。
26.在这种情况下,第一正极活性材料和第二正极活性材料的锂镍基过渡金属氧化物可以具有直径(d50)为10至19μm的大颗粒和直径(d50)为3至7μm的小颗粒混合的双峰结构,其中,大颗粒和小颗粒可以以7:3至3:7的重量比混合。
27.此外,在第一正极合剂层和第二正极合剂层中,基于相应的正极合剂层的总重量,锂镍基过渡金属氧化物的含量可以为97重量%至99重量%。
28.第一正极合剂层和第二正极合剂层的总负载量可以为3至8mah/cm2。
29.因此,在具有如此高负载量的正极中,基于第一正极合剂层的总体积,为了实现本发明的效果而包含的片状石墨的含量可以为0.5体积%至2体积%。
30.此外,片状石墨的长轴的直径(d50)可以为2至4μm,其直径(d90)可以为5至7μm,并且片状石墨的纵横比(短轴/长轴)可以为0.2至0.6。
31.当靠近集流体的第一正极合剂层中含有上述片状石墨时,由于片状石墨的结构特性(其在平行方向上的结合力高,在垂直方向上的结合力低,因此即使用较小的力也会诱发层间分层),其在辊压过程中起到润滑作用。因此,由于可以更容易地进行第一正极合剂层的辊压,可以在使孔隙率最小化的同时降低电极上部的应力集中,并且整体上提高孔隙率的均匀性。
32.此时,为了以上述含量使上述效果最大化,第一正极合剂层和第二正极合剂层的厚度比可以为5:5至9:1。
33.同时,第一正极合剂层和第二正极合剂层各自可以进一步包含导电材料和粘合剂,并且基于相应的正极合剂层的总重量,导电材料和粘合剂各自的含量可以为0.01重量%至2重量%。
34.根据本发明的另一实施方式,提供了一种二次电池,其被构造成使得包含所述二次电池用正极、负极以及置于正极和负极之间的隔膜的电极组件浸渍有电解质溶液,其中,
该二次电池可以为锂二次电池。
附图说明
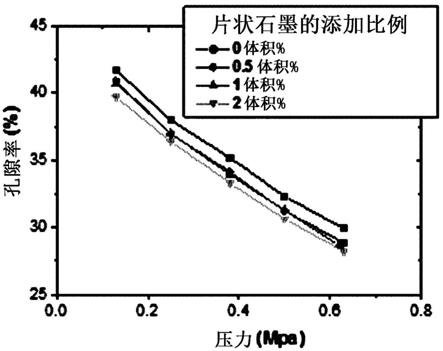
35.图1是示出实验例1的孔隙率的图。
具体实施方式
36.在下文中,将详细描述本发明。
37.根据本发明的实施方式,提供了一种二次电池用正极,其包括:
38.第一正极合剂层,其形成在正极集流体的至少一个表面上并包含第一正极活性材料;和
39.第二正极合剂层,其形成在第一正极合剂层上并包含第二正极活性材料
40.其中,第一正极活性材料和第二正极活性材料包括下述化学式1表示的锂镍基过渡金属氧化物,并且
41.其中,所述第一正极合剂层含有片状石墨作为添加剂。
42.li
a
ni1‑
b
m
b
o2‑
x
a
x
ꢀꢀꢀ
(1)
43.在上式中,
44.m是选自由ti、mg、al、zr、mn和co组成的组中的至少一种,
45.a是取代氧的卤素,
46.1.00≤a≤1.05,0<b≤0.2,并且0≤x≤0.01。
47.从化学式1中可以看出,锂镍基过渡金属氧化物是含有摩尔比为0.8以上的ni的高镍含量的锂镍基过渡金属氧化物。
48.更具体而言,m可以是mn和co,具体而言,可以是下述化学式2表示的锂镍锰钴氧化物。
49.li
a
ni1‑
b
(mn
s
co
t
)
b
o2‑
x
a
x
ꢀꢀꢀ
(2)
50.在上式中,
51.a是取代氧的卤素,
52.1.00≤a≤1.05,0<b≤0.2,0≤x≤0.01,0≤s≤1,并且0≤t≤1。
53.具有高ni含量的锂镍基过渡金属氧化物表现出高放电容量的电池特性,因此有利于实现高能量密度,但在增加电极密度方面存在限制。
54.因此,第一正极活性材料和第二正极活性材料中所含的锂镍基过渡金属氧化物被构造成直径(d50)为10至19μm的大颗粒和直径(d50)为3至7μm的小颗粒混合。即,其可以具有双峰结构。具体地,大颗粒的直径(d50)可以为13至18μm,小颗粒的平均直径(d50)可以为3至5μm。
55.这里,双峰结构是指当用激光衍射粒度测量装置测量时峰分成两个并测得的结构。较大直径侧的峰表示大颗粒的存在,较小直径侧的峰表示小颗粒的存在。
56.由于仅使用大颗粒,电极密度降低,表面积相对减小,因此电阻增大,并且难以减小活性材料中的扩散阻力。当仅使用小颗粒时,表面积变大,因此,当如上所述使用大颗粒和小颗粒的混合结构时,可以解决容易与电解质溶液进行副反应的问题,这是更优选的。
57.在这种情况下,大颗粒和小颗粒可以以7:3至9:1的重量比混合,更具体而言,可以
以7:3至8:2的比例混合。
58.当小颗粒的含量过度增加而超过上述范围时,电解质溶液的副反应问题变得更大。当小颗粒的含量过度减少时,填充性降低,电极密度降低并且电阻增大,这是不优选的。
59.同时,基于相应的正极合剂层的总重量,这种锂镍基过渡金属氧化物可以以97重量%至99重量%的量包含在第一正极合剂层和第二正极合剂层中。
60.本发明旨在实现高能量密度。因此,优选含有大量的表现出高放电容量的高ni含量的锂镍基过渡金属氧化物。
61.当锂镍基过渡金属氧化物的含量较少而超出上述范围时,容量可能降低,这是不优选的。
62.该含量基于正极合剂层的总重量,并且当将正极活性材料用作参照时,可以仅使用上述材料作为正极活性材料。
63.当然,除了化学式1的锂镍基过渡金属氧化物之外,还可以提及linio2、limno2、limn2o2、li(ni
a
co
b
mn
c
)o2(0<a<0.8,0<b<1,0<c<1,a b c=1)、lini1‑
d
co
d
o2、lico1‑
d
mn
d
o2、lini1‑
d
mn
d
o2(0.2<d<1)、li(ni
a
co
b
mn
c
)o4(0<a<2,0<b<2,0<c<2,a b c=2)、limn2‑
e
ni
e
o4、limn2‑
e
co
e
o4(0<e<2)、licopo4或lifepo4等,并且还可以少量使用其中单独一种或两种以上的混合物。
64.此外,根据本发明,用于实现高能量密度的第一正极合剂层和第二正极合剂层的总负载量可以为3至8mah/cm2。
65.如上所述,当电极负载量小时,通过常规辊压过程足以降低孔隙率。然而,在上述范围内的高负载下,电极的厚度必然变厚,因此,电极中的辊压程度必然基于厚度方向而不同。因此,在使孔隙率最小化并且在整个电极上形成均匀的孔隙率方面存在限制。
66.因此,作为反复深入研究的结果,本发明人已经发现,当正极合剂层形成为两层并且靠近集流体的第一正极合剂层中含有片状石墨时,片状石墨在平行方向上的结合力高、在垂直方向上的结合力低,因此即使用很小的力也能诱发层间分层,由此在辊压过程中起到润滑作用,因此促进第一正极合剂层的辊压,并且即使在高负载下也会提高均匀性,同时降低电极的整体孔隙率。
67.这里,相对于第一正极合剂层的总体积,片状石墨的含量可以为0.5至5体积%、具体地0.5至2体积%。
68.当片状石墨的含量非常少而超出上述范围时,无法实现本发明的预期效果,而当片状石墨的含量非常高时,正极活性材料、导电材料、粘合剂等的含量可能会相对减少,从而导致容量降低,这是不优选的。
69.事实上,根据本发明人所确认的结果,当片状石墨的含量为0.5体积%时,就可以表现出降低孔隙率的效果。
70.此外,片状石墨的长轴的直径(d50)可以为2至4μm,其直径(d90)可以为5至7μm。
71.考虑到锂镍基过渡金属氧化物的直径(d50),上述范围是对于本发明中使用的正极活性材料最合适的值。换句话说,由于锂镍基过渡金属氧化物的大颗粒直径(d50)为10至19μm且小颗粒直径(d50)为3至7μm,因此,通过使片状石墨具有与小颗粒相似的尺寸,从而使其位于大颗粒活性材料之间,因此可以更容易起到润滑作用,结果,其可以进一步有助于提高辊压过程中的电极密度。因此,优选具有上述范围。
72.当其直径过大而超过上述范围时,无法适当地位于大颗粒之间,效果降低,而当其直径过小时,在发挥润滑作用方面存在限制。
73.在这种情况下,本文所用的“直径dn”是指根据粒径的颗粒数量的累积分布为n%的点处的直径。即,d50是根据粒径的颗粒数量的累积分布为50%的点处的直径,d90是根据粒径的颗粒数量的累积分布为90%的点处的直径。
74.dn可以使用激光衍射法来测量。具体而言,将待测量的粉末分散在分散介质中,然后将其引入市售的激光衍射粒度测量装置(例如microtrac s3500)中,从而当颗粒通过激光束时测量根据粒径的衍射图差异,从而计算出粒度分布。d10、d50和d90可以通过计算根据测量装置中的粒径的颗粒数量的累积分布为10%、50%和90%的点处的粒径来测量。
75.此外,片状石墨的纵横比(短轴/长轴)可以为0.2至0.6。即,出于与上述相同的原因,优选片状石墨具有宽椭圆形形状。同时,考虑到根据辊压的孔隙率和负载量等,可以适当地选择第一正极合剂层和第二正极合剂层的厚度比。考虑到电池的容量,优选第二正极合剂层厚,而为了增加电极密度,必须容易进行辊压。因此,第一正极合剂层的厚度应至少占50%,具体而言,厚度比可以为5:5至9:1、更具体地7:3至8:2。此外,厚度比可以根据负载量来确定,并且优选的是,第一正极合剂层的厚度比例随着负载量的增加而增加。
76.当第一正极合剂层的厚度比例小于50%而超出上述范围时,应用片状石墨层而导致的降低孔隙率的效果不显著,而当该厚度比例太大时,容量可能降低,这是不优选的。
77.除了正极活性材料和片状石墨之外,第一正极合剂层和第二正极合剂层各自可以进一步包含导电材料和粘合剂,并且如果需要,可以进一步包含填料。
78.导电材料用于向电极赋予导电性,并且在要构造的电池中,可以使用导电材料而没有特别限制,只要其不引起化学变化且具有电子导电性即可。具体实例包括:碳基材料,例如炭黑、乙炔黑、科琴黑、槽黑、炉黑、灯黑、热裂法炭黑和碳纤维;石墨,例如天然石墨和人造石墨;诸如铜、镍、铝和银等金属粉末或金属纤维;导电晶须,例如氧化锌和钛酸钾;导电金属氧化物,例如氧化钛;或导电聚合物,例如聚亚苯基衍生物,或碳纳米管,并且可以使用其中任一种或两种以上的混合物。特别是,优选使用碳纳米管,这是因为该材料具有良好的导电性,从而能够使导电材料的含量最小化。基于相应的正极合剂层的总重量,导电材料的含量可以为0.5至2重量%、具体地0.5至1.5重量%。
79.粘合剂起到提高正极活性材料颗粒之间的粘附、正极活性材料与集流体之间的粘附力的作用。具体实例包括:聚偏二氟乙烯(pvdf)、偏二氟乙烯
‑
六氟丙烯共聚物(pvdf
‑
co
‑
hfp)、聚乙烯醇、聚丙烯腈、羧甲基纤维素(cmc)、淀粉、羟丙基纤维素、再生纤维素、聚乙烯吡咯烷酮、聚四氟乙烯、聚乙烯、聚丙烯、乙烯
‑
丙烯
‑
二烯聚合物(epdm)、磺化
‑
epdm、苯乙烯丁二烯橡胶(sbr)、氟橡胶或其各种共聚物,并且可以使用其中任一种或两种以上的混合物。基于相应的正极合剂层的总重量,粘合剂的含量可以为0.5至2重量%、具体地0.5至1.5重量%。
80.当导电材料和粘合剂的含量非常大而超过上述范围时,正极活性材料的含量相对减少,不符合本发明的提高容量和能量密度的目的。当导电材料和粘合剂的含量非常少时,难以表现出导电性和结合性,这是不优选的。
81.正极集流体没有特别限制,只要其具有导电性且不引起电池的化学变化即可,并且例如,可以使用不锈钢、铝、镍、钛、煅烧碳,或通过用碳、镍、钛或银等对铝或不锈钢的表
面进行表面处理而形成的材料。另外,正极集流体可以具有3μm至500μm的厚度,并且可以具有形成在其表面上的细微凹凸物以提高正极活性材料的粘附。例如,其可以以各种形式使用,例如膜、片、箔、网、多孔体、泡沫和无纺布。
82.同时,根据本发明的另一实施方式,提供了一种二次电池,其被构造成使得包含正极、负极和置于正极和负极之间的隔膜的电极组件浸渍有电解质溶液。
83.这里,二次电池具体可以是锂二次电池。
84.负极也可以以包含负极活性材料的负极合剂涂覆在负极集流体上的形式制造,并且除负极活性材料外负极合剂可以进一步包含如上所述的导电材料、粘合剂和必要时的填料。
85.然而,导电材料和粘合剂的含量可以分别为0.5至10重量%,更具体而言,可以为1至5重量%。
86.作为负极活性材料,可以使用能够可逆地嵌入和脱嵌锂的化合物。其具体实例可以包括:碳质材料,例如人造石墨、天然石墨、石墨化碳纤维和无定形碳;能够与锂合金化的金属物质,例如si、al、sn、pb、zn、bi、in、mg、ga、cd、si合金、sn合金或al合金;能够掺杂和去掺杂锂的金属氧化物,例如sio
x
(0<x<2)、sno2、钒氧化物和锂钒氧化物;或包含上述金属物质和碳质材料的复合物,例如si
‑
c复合物或sn
‑
c复合物等,并且可以使用其中任一种或两种以上的混合物。另外,金属锂薄膜可用作负极活性材料。此外,低结晶碳和高结晶碳均可用作碳材料。低结晶碳的典型实例可以是软碳和硬碳。高结晶碳的典型实例可以是无定形、板状、片状、球状或纤维状天然或人造石墨、kish石墨、热解碳、中间相沥青基碳纤维、中间相碳微球、中间相沥青和高温煅烧碳,例如源自石油或煤焦油沥青的焦炭。
87.负极集流体没有特别限制,只要其具有高导电性且不引起电池的化学变化即可。例如,可以使用铜、不锈钢、铝、镍、钛、煅烧碳,或通过用碳、镍、钛或银等对铜或不锈钢的表面进行表面处理而形成的材料,以及铝
‑
镉合金等。另外,负极集流体通常可以具有3μm至500μm的厚度,并且与正极集流体一样,可以具有形成在其表面上的细微凹凸物以增强负极活性材料的结合力。例如,其可以以各种形式使用,例如膜、片、箔、网、多孔体、泡沫和无纺布。
88.隔膜将负极和正极隔开并提供锂离子的移动通路。可以使用任何隔膜而没有特别限制,只要其通常用作锂二次电池中的隔膜即可。特别是,优选对电解液具有优异的保湿能力并且对电解质离子的移动具有低阻力的隔膜。具体而言,可以使用多孔聚合物膜,例如,由聚烯烃类聚合物(例如乙烯均聚物、丙烯均聚物、乙烯/丁烯共聚物、乙烯/己烯共聚物和乙烯/甲基丙烯酸酯共聚物)制成的多孔聚合物膜,或具有其两层以上的层叠结构体。另外,也可以使用常规的多孔无纺布,例如由高熔点玻璃纤维或聚对苯二甲酸乙二醇酯纤维等制成的无纺布。另外,为了确保耐热性或机械强度,可以使用包含陶瓷成分或聚合物材料的经涂覆的隔膜,并且任选地,可以使用单层或多层结构。
89.另外,本发明中使用的电解质溶液可以包括但不限于可用于制备锂二次电池的有机液体电解质、无机液体电解质、固体聚合物电解质、凝胶聚合物电解质、固体无机电解质或熔融无机电解质等。
90.具体而言,电解质溶液可以包括有机溶剂和锂盐。
91.作为有机溶剂,可以使用任何溶剂而没有特别限制,只要其可以充当可以使参与
电池的电化学反应的离子移动通过的介质即可。具体而言,作为有机溶剂,可以使用酯类溶剂,例如乙酸甲酯、乙酸乙酯、γ
‑
丁内酯或ε
‑
己内酯;醚类溶剂,例如二丁醚或四氢呋喃;酮类溶剂,例如环己酮;芳香烃类溶剂,例如苯或氟苯;碳酸酯类溶剂,例如碳酸二甲酯(dmc)、碳酸二乙酯(dec)、碳酸甲乙酯(mec)、碳酸乙甲酯(emc)、碳酸亚乙酯(ec)或碳酸亚丙酯(pc);醇类溶剂,例如乙醇或异丙醇;腈类,例如r
‑
cn(r为直链、支链或环状c2
‑
c20烃基,并且可以包括双键芳香环或醚键);酰胺类,例如二甲基甲酰胺;二氧戊环类,例如1,3
‑
二氧戊环;或环丁砜类。其中,优选碳酸酯类溶剂,并且可以更优选使用可以提高电池的充电/放电性能的具有高离子电导率和高介电常数的环状碳酸酯(例如碳酸亚乙酯、碳酸亚丙酯等)与低粘度的直链碳酸酯类化合物(例如碳酸乙甲酯、碳酸二甲酯、碳酸二乙酯等)的混合物。在这种情况下,当环状碳酸酯和链状碳酸酯以约1:1至约1:9的体积比混合使用时,电解液可表现出优异的性能。
92.可以使用锂盐而没有特别限制,只要其是能够提供用于锂二次电池的锂离子的化合物即可。具体而言,作为锂盐,可以使用lipf6、liclo4、liasf6、libf4、lisbf6、lialo4、lialcl4、licf3so3、lic4f9so3、lin(c2f5so3)2、lin(c2f5so2)2、lin(cf3so2)2、licl、lii或lib(c2o4)2等。优选使用浓度范围为0.1至2.0m的锂盐。如果锂盐的浓度在上述范围内,则由于电解质具有适当的电导率和粘度,因此可以表现出优异的电解质性能,并且锂离子可以有效地移动。
93.为了提高电池的寿命特性、抑制电池容量的降低并提高电池的放电容量,除了上述电解质成分之外,例如还可以向电解质溶液中进一步添加一种或多种添加剂,例如卤代碳酸亚烷基酯类化合物(例如二氟碳酸亚乙酯)、吡啶、亚磷酸三乙酯、三乙醇胺、环醚、乙二胺、n
‑
甘醇二甲醚、六磷酸三酰胺、硝基苯衍生物、硫、醌亚胺染料、n
‑
取代的噁唑烷酮、n,n
‑
取代的咪唑烷、乙二醇二烷基醚、铵盐、吡咯、2
‑
甲氧基乙醇或三氯化铝。在这种情况下,基于电解液的总重量,添加剂的含量可以为0.1至5重量%。
94.如上所述,本发明的二次电池可以用作便携式设备(例如移动电话、笔记本电脑、数码相机)和电动车辆(例如混合动力电动车辆(hev))中的设备的电源。
95.在下文中,将详细描述本发明的实施方式使得本领域技术人员能够容易地实施它们。本发明可以以各种不同的方式修改,并且不限于本文所述的实施方式。
96.<制备例1>
97.将nicl2·
6h2o、mncl2·
4h2o和cocl2·
6h2o等原料混合使得摩尔比为ni/co/mn=8:1:1,并且通过共沉淀法使[ni
0.8
co
0.1
mn
0.1
](oh)2前体生长并合成,使得直径(d50)为14.8μm以匹配大颗粒的尺寸。
[0098]
将合成的前体与lioh
·
h2o混合,并在o2气氛中在约800℃下煅烧以合成最终的li[ni
0.8
co
0.1
mn
0.1
]o2(d50:15.2μm)。
[0099]
<制备例2>
[0100]
将nicl2·
6h2o、mncl2·
4h2o和cocl2·
6h2o等原料混合使得摩尔比为ni/co/mn=8:1:1,并且通过共沉淀法使[ni
0.8
co
0.1
mn
0.1
](oh)2前体生长并合成,使得直径(d50)为6.5μm以匹配小颗粒的尺寸。
[0101]
将合成的前体与lioh
·
h2o混合,并在o2气氛中在约800℃下煅烧以合成最终的li[ni
0.8
co
0.1
mn
0.1
]o2(d50:6.8μm)。
[0102]
<制备例3>
[0103]
第二正极活性材料浆料
[0104]
使用正极活性材料(将制备例1和2中制备的大颗粒和小颗粒的锂镍基过渡金属氧化物以8:2的比例混合)、作为粘合剂的pvdf和作为导电材料的碳纳米管,并且将正极活性材料:粘合剂:导电材料与nmp充分混合以使其重量比为97.9:1.5:0.6。由此,制备了第二正极活性材料浆料。
[0105]
<制备例4>
[0106]
第一正极活性材料浆料(a)
[0107]
使用正极活性材料(将制备例1和2中制备的大颗粒和小颗粒的锂镍基过渡金属氧化物以8:2的比例混合)、作为粘合剂的pvdf和作为导电材料的碳纳米管,并且将正极活性材料:粘合剂:导电材料与nmp充分混合以使其重量比为97.9:1.5:0.6。然后,向其中以固形物总体积的0.5体积%添加片状石墨(d50:3.5μm,d90:6μm,纵横比:0.2)并混合,以制备第一正极活性材料浆料(a)。
[0108]
<制备例5>
[0109]
第一正极活性材料浆料(b)
[0110]
以与制备例4相同的方式制备第一正极活性材料(b),不同之处在于,以相对于固形物总体积的1体积%添加片状石墨(d50:3.5μm,d90:6μm,纵横比:0.2)并混合。
[0111]
<制备例6>
[0112]
第一正极活性材料浆料(c)
[0113]
以与制备例3相同的方式制备第一正极活性材料(c),不同之处在于,以相对于固形物总体积的2体积%添加片状石墨(d50:3.5μm、d90:6μm、纵横比:0.2)并混合。
[0114]
<实验例1>
[0115]
将制备例2至6中制备的活性材料浆料分别在130℃下干燥并粉碎以制备正极粉末。测量根据压力的粉末填充密度,并计算相对于真密度的孔隙率,结果示于下表1中。
[0116]
如下测量并计算密度和孔隙率。
[0117]
*密度:使用自制的圆柱型粉末成型夹具和能够根据重量和压力测量夹具高度的压缩机,测量并计算根据粉末的重量和压力的粉末体积,并计算出单位体积的粉末的重量(密度)。
[0118]
*孔隙率:对于根据压力的孔隙率,用测量的密度和浆料粉末的固形物的真密度如下计算来表示。
[0119]
孔隙率=(测量的密度
‑
粉末的真密度)/真密度x 100
[0120]
[表1]
[0121] 压力(mpa)根据浆料粉末的压力的孔隙率(%)制备例30.1341.71578 0.2538.0048 0.3835.16699 0.532.32919 0.6329.92796制备例40.1340.89317
ꢀ
0.2536.95271 0.3834.10683 0.531.26095 0.6328.85289制备例50.1340.73749 0.2537.00615 0.3833.93327 0.531.29939 0.6328.6655制备例60.1339.70848 0.2536.39576 0.3833.30389 0.530.65371 0.6328.22438
[0122]
参考表1,确认了当含有本发明的片状石墨时,孔隙率可以降低,并且确认了随着片状石墨的含量增加,孔隙率可以进一步降低。
[0123]
<实施例1>
[0124]
将制备例5中制备的第一正极活性材料浆料(b)涂覆在厚度为20μm的al箔上,然后在130℃下干燥以形成第一正极合剂层,然后将制备例3中制备的第二正极活性材料浆料涂覆在其上,然后在130℃下干燥以形成第二正极合剂层,从而制备正极。
[0125]
此时,第一正极合剂层和第二正极合剂层的厚度比被形成为1:2,并且电极的总负载量被形成为6mah/cm2。
[0126]
<实施例2>
[0127]
将制备例5中制备的第一正极活性材料浆料(b)涂覆在厚度为20μm的al箔上,然后在130℃下干燥以形成第一正极合剂层,然后将制备例3中制备的第二正极活性材料浆料涂覆在其上,然后在130℃下干燥以形成第二正极合剂层,从而制备正极。
[0128]
此时,第一正极合剂层和第二正极合剂层的厚度比被形成为1:1,并且电极的总负载量被形成为6mah/cm2。
[0129]
<比较例1>
[0130]
将制备例5中制备的活性材料浆料(b)涂覆在厚度为20μm的al箔上,然后在130℃下干燥以形成正极,并且将电极的负载量形成为6mah/cm2。
[0131]
<比较例2>
[0132]
将制备例3中制备的正极活性材料浆料(b)涂覆在厚度为20μm的al箔上,然后在130℃下干燥以形成正极,并且将电极的负载量形成为6mah/cm2。
[0133]
<实验例2>
[0134]
当使用辊压机对实施例1和2以及比较例1和2中制备的正极施加相同的压力时,孔隙率的变化示于表2中。对于如比较例1中那样在整个正极中含有片状石墨的情况以及如比较例2中那样不含有片状石墨的情况,确认了孔隙率的差异。对于如实施例2中那样含有片状石墨的第一正极合剂层的比例为50%的情况,确认了与包括在整个电极中的情况类似,
可以降低孔隙率。然后,当测量经辊压的电极的厚度并计算和比较各实施例和比较例中制备的电极的单位体积容量时,确认了即使添加有片状石墨的第一正极合剂层不包含在整个电极中而是以50%的厚度作为下层应用,也有效地降低了孔隙率,并且有效地增加了电极的单位体积容量。即,根据本发明,可以看出,即使使用少量的片状石墨,也显示出单位体积容量的增加,并且与整体上使用大量的片状石墨时(比较例1)一样好。
[0135]
[表2]
[0136]
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。