1.相关申请的交叉引用
2.本技术要求于2019年5月9日提交的韩国专利申请第10
‑
2019
‑
0054369号的优先权的权益,通过引用将其公开内容并入于此。
3.技术领域
4.本发明涉及一种电极以及用于制造该电极的方法,更具体地,涉及一种其中电极片的切口速度增加以减少电极制造时间,并且防止电极集流体暴露以确保安全性的电极以及用于制造该电极的方法。
背景技术:
5.通常,二次电池包括镍镉电池、镍氢电池、锂离子电池和锂离子聚合物电池。这种二次电池已应用并使用于例如数码相机、p
‑
dvd、mp3p、移动电话、pda、便携式游戏装置、电动工具、电动自行车和类似物的小型产品以及例如电动汽车和混合动力汽车、用于存储剩余电力或可再生能源的电力存储装置和备用电力存储装置的需要高功率的大型产品。
6.为了制造电极组件,制造并堆叠阴极、隔膜和阳极。具体地,将阴极活性材料浆料涂敷至阴极集流体,并且将阳极活性材料浆料涂敷至阳极集流体以制造阴极和阳极。另外,当将隔膜插入并堆叠在所制造的阴极和阳极之间时,形成了单元电池。单元电池彼此堆叠以形成电极组件。另外,当将电极组件容纳在特定壳体中并且注入电解质时,制造了二次电池。
7.诸如阴极和阳极的每个电极包括电极接片。可以通过使用激光在电极片的未涂覆电极活性材料的未涂覆部分上执行切口来形成电极接片。当将激光照射到电极片上时,实际上很难仅对未涂覆部分执行切口而没有任何误差。结果,必然在一定程度上对涂覆有电极活性材料的活性材料涂覆部分执行切口。然而,未涂覆部分具有较薄的厚度,因此不需要很长时间就可以被激光等切口。另一方面,涂覆有电极活性材料的活性材料涂覆部分具有较厚的厚度,因此需要大量时间通过使用激光等执行切口。
技术实现要素:
8.技术问题
9.用于解决上述问题的本发明的目的是提供一种电极以及用于制造该电极的方法,其中电极片的切口速度增加以减少电极制造时间,并且防止电极集流体暴露以确保安全性。
10.本发明的目的不限于上述目的,本领域技术人员根据以下描述将清楚地理解本文中未描述的其他目的。
11.技术方案
12.用于解决上述问题的根据本发明的实施方式的一种用于制造电极的方法包括:将电极活性材料涂敷在电极集流体的一部分上以制造电极片的步骤,在所述电极片的长度方
向的至少一端上形成有未涂覆所述电极活性材料的未涂覆部分;在由所述电极活性材料涂覆的活性材料涂覆部分的与所述未涂覆部分接触的至少一端上设置烧蚀线的步骤;对由所述未涂覆部分与所述活性材料涂覆部分之间的边界线以及所述烧蚀线包围的烧蚀区域执行烧蚀,同时保持所述烧蚀区域的涂敷有所述电极活性材料的状态的步骤;在执行烧蚀的所述烧蚀区域上设置切口线的步骤;和通过使用所述切口线作为边界来执行切口的步骤。
13.另外,在设置所述烧蚀线的步骤中,所述烧蚀线的两端可存在于边界线上。
14.另外,在设置所述烧蚀线的步骤中,可将所述烧蚀线设置为与所述边界线间隔0.1mm至1.5mm。
15.另外,可将所述烧蚀线设置为与所述边界线间隔0.1mm至1.0mm。
16.另外,在设置所述烧蚀线的步骤中,所述烧蚀线的至少一部分可平行于所述活性材料涂覆部分的另一端的边缘。
17.另外,在执行烧蚀的步骤之后,所述电极片的厚度可减小10%至90%。
18.另外,所述电极片的厚度可减小30%至90%。
19.另外,在执行烧蚀的步骤中,可在所述电极片的所有两个表面上执行烧蚀。
20.另外,在执行烧蚀的步骤中,可仅在所述电极片的一个表面上执行烧蚀。
21.另外,在执行烧蚀的步骤中,可使用激光来执行烧蚀。
22.另外,在设置所述切口线的步骤中,所述切口线的至少一部分可以与所述烧蚀线重叠。
23.用于解决上述问题的根据本发明的实施方式的一种电极包括:通过在电极集流体的一部分上涂敷电极活性材料而形成的活性材料涂覆部分;从所述活性材料涂覆部分向一侧突出而未被所述电极活性材料涂覆的电极接片;和烧蚀区域,在所述电极接片的突出方向上,在所述活性材料涂覆部分的边缘具有台阶部分,并且涂覆有所述电极活性材料。
24.另外,所述烧蚀区域的至少一部分可平行于所述活性材料涂覆部分的另一端的边缘。
25.另外,所述烧蚀区域可形成在所有顶表面和底表面上。
26.另外,所述烧蚀区域的厚度可比所述活性材料涂覆部分的厚度小10%至90%。
27.其他实施方式的细节包括在详细描述和附图中。
28.有益效果
29.本发明的实施方式可以至少具有以下效果。
30.在电极片的涂覆有电极活性材料的活性材料涂覆部分中,可以预先在将要切口的区域上执行烧蚀以减小厚度,从而增加切口速度并减少电极制造时间。
31.当在将要切口的区域上执行烧蚀时,可以调节电极活性材料的厚度,而不去除所有的电极活性材料,从而防止电极集流体暴露并确保安全性。
32.本发明的效果不受前述描述的限制,因此,在本说明书中涉及更多种不同的效果。
附图说明
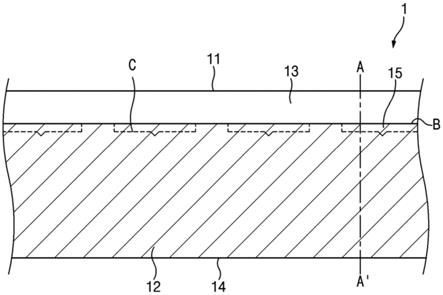
33.图1是根据本发明的实施方式的电极片的示意图。
34.图2是图1的电极片沿线a
‑
a’截取的放大截面图。
35.图3是表示根据本发明的实施方式在电极片上设置烧蚀线以执行烧蚀的状态的示
意图。
36.图4是图3的电极片沿线a
‑
a’截取的放大截面图。
37.图5是表示根据本发明的实施方式在电极片上设置切口线的状态的示意图。
38.图6是表示根据本发明的实施方式的电极片沿着切口线被切口的状态的示意图。
39.图7是图6的电极片沿线a
‑
a’截取的放大截面图。
40.图8是根据本发明的另一实施方式的电极片沿线a
‑
a’截取的放大截面图。
具体实施方式
41.通过参考附图描述的以下实施方式,将阐明本发明的优点和特征及其实现方法。然而,本发明可以以不同的形式实施,并且不应被解释为限于这里阐述的实施方式。而是,提供这些实施方式以使得本公开内容将是透彻和完整的,并且将向本领域技术人员充分传达本发明的范围。此外,本发明仅由权利要求的范围限定。贯穿全文,相似的附图标记指代相似的元件。
42.除非本发明中使用的术语被不同地定义,否则本文中使用的所有术语(包括技术术语和科学术语)具有与本领域技术人员通常理解的相同含义。另外,除非在说明书中清楚和明确地定义,否则在常用字典中定义的术语不被理想地或过度地解释为具有形式意义。
43.在下面的描述中,技术术语仅用于解释特定的示例性实施方式,而不限制本发明。在本说明书中,单数形式的术语可以包括复数形式,除非特别提及。“包括”和/或“包含”的含义不排除除了提到的部件之外的其他部件。
44.在下文中,将参考附图详细描述优选实施方式。
45.图1是根据本发明的实施方式的电极片1的示意图。
46.根据本发明的实施方式,如上所述,可以将其中混合有电极活性材料12、粘合剂和增塑剂的浆料涂敷至电极集流体11,然后干燥并施压以制造如图1所示的电极片1。如果需要,此时浆料可进一步包含填料。另外,可以通过使用激光在电极片1上执行切口以形成电极接片16(参见图6),并且可以以一定间隔切割电极片1以制造电极。
47.阴极集流体通常具有3μm至500μm的厚度。阴极集流体通常由具有高电导率且不会引起化学变化的材料制成。这样的材料可以由例如不锈钢、铝、镍、钛、煅烧碳或用碳、镍、钛、银等表面处理的铝或不锈钢制成,但不限于此。另外,可以在阴极集流体的表面上形成细小的凹凸以增加阴极活性材料的粘附性。另外,阴极集流体可以具有各种形状,例如膜、片、箔、网、多孔体、泡沫、无纺布等。
48.在锂二次电池的情况下,阴极活性材料可例如包括以下层状化合物:锂钴氧化物(licoo2)、锂镍氧化物(linio2)等、或被一种或多种过渡金属取代的化合物;锂锰氧化物,诸如li
1 x
mn2‑
x
o4(x为0至0.33)、limno3、limn2o3、limno2等;锂铜氧化物(li2cuo2);钒氧化物,诸如liv3o8、life3o4、v2o5、cu2v2o7等;由化学式lini1‑
x
m
x
o2(m=co、mn、al、cu、fe、mg、b或ga,并且x=0.01至0.3)表示的ni位型锂镍氧化物;由化学式limn2‑
x
m
x
o2(m=co、ni、fe、cr、zn或ta,并且x=0.01至0.1)或li2mn3mo8(m=fe、co、ni、cu或zn)表示的锂锰复合氧化物;limn2o4,其中一部分li被碱土金属离子取代;二硫化物;fe2(moo4)3等。然而,本实施方式不限于此。
49.基于含有阴极活性材料的混合物的总重量通常添加1至50wt%的导电剂。导电剂
通常由具有导电性而不引起化学变化的材料制成。导电剂可例如包括导电材料,例如:石墨,诸如天然石墨和人造石墨;炭黑,诸如乙炔黑、科琴黑、炉黑、槽黑、灯黑和热炭黑;导电纤维,诸如碳纤维和金属纤维;金属粉末,诸如氟化碳、铝和镍粉;导电晶须,诸如氧化锌和钛酸钾;导电氧化物,诸如氧化钛;或聚亚苯基衍生物。
50.粘合剂是辅助活性材料与导电剂结合以及与集流体结合的组分,并且通常基于含有阴极活性材料的混合物的总重量以1wt%至50wt%的量添加。粘合剂的例子可包括聚偏二氟乙烯、聚乙烯醇、羧甲基纤维素(cmc)、淀粉、羟丙基纤维素、再生纤维素、聚乙烯吡咯烷酮、四氟乙烯、聚乙烯、聚丙烯、乙烯
‑
丙烯
‑
二烯三元聚合物(epdm)、磺化epdm、苯乙烯丁二烯橡胶、氟橡胶、各种共聚物等。
51.填料任选地用作抑制阴极膨胀的组分。另外,如果填料是纤维材料而不引起化学变化,则可以使用普通填料。填料的例子可包括烯烃聚合物,诸如聚乙烯和聚丙烯;和纤维材料,诸如玻璃纤维和碳纤维。
52.可例如通过将阳极活性材料涂敷到阳极集流体上,然后干燥并施压阳极活性材料来制造阳极。如果需要,阳极活性材料可任选地包括导电剂、粘合剂、填料等。阳极可以制成片状并安装在辊上。
53.阳极集流体通常具有3μm至500μm的厚度。阳极集流体通常由具有导电性而不引起化学变化的材料制成。阳极材料的例子包括铜、不锈钢、铝、镍、钛、煅烧碳或用碳、镍、钛、银等表面处理的铜或不锈钢、或铝镉合金。另外,可以在阳极集流体的表面上形成细小的凹凸以增加阳极活性材料的结合力。而且,阳极集流体可以具有各种形状,例如膜、片、箔、网、多孔体、泡沫或无纺布。
54.阳极活性材料可包括,例如:碳,诸如非石墨化碳、石墨基碳等;金属复合氧化物,诸如li
x
fe2o3(0≤x≤1)、li
x
wo2(0≤x≤1)、sn
x
me1‑
x
me'
y
oz(me:mn、fe、pb、ge;me':al、b、p、si、元素周期表中的1、2和3族元素、卤素;0<x≤1;1≤y≤3;1≤z≤8)等;锂金属;锂合金;硅基合金;锡基合金;金属氧化物,诸如sno、sno2、pbo、pbo2、pb2o3、pb3o4、sb2o3、sb2o4、sb2o5、geo、geo2、bi2o3、bi2o4和bi2o5;导电聚合物,诸如聚乙炔等;li
‑
co
‑
ni基材料等。
55.根据本发明的实施方式的电极片1可以是阴极片,但不限于此。例如,电极片1可以是阳极片。根据本发明的实施方式的用于制造电极的方法包括:将电极活性材料12涂敷在电极集流体11的一部分上以制造电极片1的步骤,在所述电极片1的长度方向的至少一端上形成有未涂覆电极活性材料12的未涂覆部分13;在由电极活性材料12涂覆的活性材料涂覆部分14的与未涂覆部分13接触的至少一端上设置烧蚀线c(参见图3)的步骤;对由未涂覆部分13与活性材料涂覆部分14之间的边界线b以及烧蚀线c包围的烧蚀区域执行烧蚀,同时保持烧蚀区域的涂敷有电极活性材料12的状态的步骤;在执行烧蚀的烧蚀区域15上设置切口线d(参见图5)的步骤;和通过使用切口线d作为边界来执行切口的步骤。
56.首先,在电极集流体11的一侧方向上,将电极活性材料12涂敷到电极集流体11的具有较长长度的部分上,以制造电极片1。这里,如图1所示,优选涂敷电极活性材料12,使得在电极片1的长度方向的至少一端上较长地形成未涂覆有电极活性材料12的未涂覆部分13。
57.图2是图1的电极片1沿线a
‑
a’截取的放大截面图。
58.根据本发明的实施方式,可以将电极活性材料12涂敷到电极集流体11的所有两个
表面上。因此,如图2所示,活性材料涂覆部分14可形成在电极集流体11的所有两个表面上。
59.当二次电池暴露于高温或由于内部/外部短路、过充电或过放电而异常操作时,由于产生的热量使隔膜收缩,因此,阴极和阳极彼此直接接触而导致短路。由于短路,可能在短时间内快速产生大量气体,并且可能发生温度升高。此外,可能发生大爆炸而导致重大事故。通常,阴极和阳极之间的接触的情况可以分为四种主要情况,诸如阴极集流体和阳极集流体彼此接触的情况、阴极集流体和阳极活性材料彼此接触的情况、阴极活性材料和阳极集流体彼此接触的情况、以及阴极活性材料和阳极活性材料彼此接触的情况。
60.其中,通常,当阴极集流体和阳极活性材料彼此接触时,产生的热量最高以迅速达到最高温度,从而最大程度地增加了爆炸的风险。因此,阴极集流体与阳极活性材料之间的接触被称为最危险的接触。
61.所制造的电极片1包括:未涂覆部分13,由于在未涂覆部分13上未涂覆电极活性材料12而使电极集流体11原样暴露;和涂覆有电极活性材料12的活性材料涂覆部分14。另外,在电极片1的未涂覆部分13上执行切口而形成电极片16(参见图6)。这里,由于未涂覆部分13和活性材料涂覆部分14根据是否涂敷电极活性材料12而分开,因此存在边界线b。然而,由于电极活性材料12以浆料的形式涂敷然后固化,因此即使边界线b在设计上是直线,边界线b也难以以精确的直线形成。另外,即使边界线b实际上形成为直线,也不容易使激光沿着边界线b精确地移动而执行切口。因此,当在电极片1上照射激光等时,实际上很难仅在未涂覆部分13上执行切口而没有任何误差。然而,如果仅通过使用激光对未涂覆部分13执行切口,未涂覆部分13可能不会被完全去除,因此,在电极制造之后,可能会暴露电极集流体11。
62.如果电极片1是阴极片,并且如上所述仅使用激光对未涂覆部分13执行切口,则在制造电极之后可能暴露阴极集流体。结果,存在稳定性降低的问题,例如,阴极集流体和阳极活性材料彼此接触以引起大爆炸。因此,当使用激光执行切口时,优选在一定程度上包括活性材料涂覆部分14的状态下执行切口。
63.由于未涂覆部分13是原样暴露电极集流体11的区域,未涂覆部分13的厚度相对很薄,因此不需要花费很长时间通过使用激光等执行切口。但是,由于活性材料涂覆部分14是在电极集流体11上涂敷有电极活性材料12的区域,活性材料涂覆部分14的厚度相对很厚,因此需要大量的时间通过使用激光等执行切口。
64.图3是表示根据本发明的实施方式在电极片1上设置烧蚀线c以执行烧蚀的状态的示意图。
65.根据本发明的实施方式,在制造电极片1之后,首先立即执行烧蚀而不执行激光切口。烧蚀是指表面处理,特别是使用激光等烧蚀或磨损电极。为了执行烧蚀,如图3所示,将烧蚀线c设置在活性材料涂覆部分14的与未涂覆部分13接触的至少一端上。可以在电极片1上实际示出烧蚀线c,以便用户视觉确认烧蚀线c,但是也可以虚拟设置烧蚀线c以执行激光切口。
66.由未涂覆部分13与活性材料涂覆部分14之间的边界线b和烧蚀线c包围的区域是将要执行烧蚀的烧蚀区域15。因此,由于烧蚀线c和边界线b必须一起形成单个闭合曲线,优选地,烧蚀线c的两端都存在于边界线b上。
67.烧蚀区域15优选地非常窄。如果烧蚀区域15过宽,活性材料涂覆部分14的表面积减小而降低了二次电池的能量密度。因此,烧蚀线c优选设置为与边界线b间隔0.1mm至
1.5mm,并且更优选,设置为与边界线b间隔0.1mm至1.0mm。
68.烧蚀线c的至少一部分可以与稍后设置的切口线d重叠。因此,为了制造矩形电极,优选地,烧蚀线c的至少一部分与活性材料涂覆部分14的另一端的边缘平行。也就是说,参考图3为例,如果烧蚀线c设置在活性材料涂覆部分14的上部区域,则烧蚀线c优选平行于活性材料涂覆部分14的下部边缘。
69.另外,在与未涂覆部分13的在切口之后将要形成电极接片16的区域接触的活性材料涂覆部分14的区域上,未设置烧蚀线c。另外,在与未涂覆部分13的在切口之后不形成电极接片16且将要去除的区域接触的活性材料涂覆部分14的区域上,设置烧蚀线c。因此,优选地,烧蚀线c的两端存在于未涂覆部分13的将要形成电极接片16的区域与将要去除的区域之间。
70.此外,随后以规则间隔切割电极片1以制造电极。为了指示电极的切割位置,在切口线d上形成三角形标记。因此,优选在烧蚀线c上也形成三角形标记。另外,可以形成多个烧蚀线c,并且可以以规则的间隔重复设置多个烧蚀线c。
71.当烧蚀线c的设置完成时,在由烧蚀线c和边界线b围绕的烧蚀区域15上执行烧蚀。
72.图4是图3的电极片1沿线a
‑
a’截取的放大截面图。
73.如果通过执行烧蚀从烧蚀区域15完全去除电极活性材料12,则在制造电极之后可能暴露电极集流体11。结果,电极集流体11和电极活性材料12可彼此接触,特别是如果电极片1是阴极片,阴极集流体和阳极活性材料可彼此接触而引起大爆炸,从而降低稳定性。
74.因此,当在烧蚀区域15上执行烧蚀时,如图4所示,必须将烧蚀区域保持在涂覆有电极活性材料12的状态。也就是说,必须防止电极活性材料12被完全去除,从而防止电极集流体11暴露。
75.在执行烧蚀之后,厚度优选比执行烧蚀之前减小10%至90%,并且更优选地,厚度比执行烧蚀之前减小30%至90%。如上所述,在活性材料涂覆部分14中,在要切口的区域上预先执行烧蚀以减小厚度,从而提高切口速度并节省电极制造时间。
76.根据本发明的实施方式,由于将电极活性材料12涂敷到电极集流体11的两个表面上,因此优选在电极片1的两个表面上执行烧蚀。为了执行烧蚀,可使用激光。激光也可以用于后续执行切口。这里,可以调节从同一激光发射器发射的激光的强度。即,可通过相对弱地调节激光的强度来执行烧蚀,并且可以通过相对强地调节激光的强度来执行切口。
77.图5是表示根据本发明的实施方式在电极片1上设置切口线d的状态的示意图。
78.在完成执行烧蚀之后,在烧蚀区域15上设置切口线d。只要烧蚀区域15的厚度薄,就可以完全设置切口线d。特别地,如上所述,切口线d的至少一部分可以与烧蚀线c重叠。此外,活性材料涂覆部分14上的切口线d可以以相同的方式与烧蚀线c重叠。然而,可以在未涂覆部分13上设置切口线d。如果烧蚀线c的两端存在于未涂覆部分13和活性材料涂覆部分14之间的边界线b上,则切口线d从烧蚀线c的两端朝向未涂覆部分13延伸以彼此连接。因此,与设置多个烧蚀线c不同,可以在电极片1上连续地设置不会中断的切口线d。
79.未涂覆部分13中的由切口线d和边界线b包围的区域是稍后执行切口时将要设置电极接片16的区域。因此,可以将未涂覆部分13上的切口线d设置为与电极接片16的形状对应的形状。如果电极接片16具有四边形形状,则未涂覆部分13上的切口线d也可以设置为四边形形状。
80.图6是表示根据本发明的实施方式的电极片1沿切口线d被切口的状态的示意图。图7是图6的电极片1沿线a
‑
a’截取的放大截面图。
81.当沿着切口线d执行切口时,如图6所示,去除了电极片1的一部分。此外,可以稍后以规则的间隔切割电极片1以制造电极。
82.如上所述,像烧蚀一样,即使在执行切口时也可以使用激光。这里,可以通过相对弱地调节从同一激光发射器照射的激光的强度来执行烧蚀,并且可以通过相对强地调节激光的强度来执行切口。
83.电极片1的通过切口去除的区域是除电极接片16之外的未涂覆部分13和烧蚀区域15。当沿着切口线d执行切口时,如图6所示,可保留一定程度的烧蚀区域15。特别地,当用户有意将切口线d设置在烧蚀区域15的大致中心区域上时,即,将切口线d设置在烧蚀线c之外时,保留了一定程度的烧蚀区域15。可替代地,用户意图设置切口线d,使得切口线d的至少一部分与烧蚀线c重叠。但是,实际上,当激光没有沿着切口线d准确地移动而引起误差时,可以保留烧蚀区域15。然而,根据本发明的实施方式,由于烧蚀区域15保持在涂覆有电极活性材料12的状态,即使保留一定程度的烧蚀区域15,也可以防止电极集流体11暴露以确保安全性。
84.另一方面,用户意图设置切口线d,使得切口线d的至少一部分与烧蚀线c重叠,实际上,如果激光沿着切口线d准确地移动而没有误差,则烧蚀区域15可以被完全去除而没有残留。在这种情况下,由于不存在烧蚀区域15,因此可与是否暴露电极集流体11无关地确保安全性。
85.如上所述,三角形标记形成在切口线d上以指示要切割电极的位置。另外,在执行切口之后,可以稍后以规则的间隔切割电极片1以制造电极。如上所述,通过根据实施方式的用于制造电极的方法制造的电极包括:通过在电极集流体11的一部分上涂敷电极活性材料12而形成的活性材料涂覆部分14;从活性材料涂覆部分14向一侧突出,而未被电极活性材料12涂覆的电极接片16;烧蚀区域15,在电极接片16的突出方向上,在活性材料涂覆部分14的边缘具有台阶部分,并且涂覆有电极活性材料12。此外,烧蚀区域15的至少一部分可以平行于活性材料涂覆部分14的另一边缘并且可以形成在两个表面上。另外,烧蚀区域15的厚度优选地比活性材料涂覆部分14的厚度小10%至90%,并且更优选地,比活性材料涂覆部分14的厚度小30%至90%。
86.图8是根据本发明的另一实施方式的电极片1a沿线a
‑
a’截取的放大截面图。
87.根据本发明的实施方式,可以将电极活性材料12涂敷到电极集流体11的所有两个表面上。因此,可以将活性材料涂覆部分14形成在电极集流体11的所有两个表面上。另外,由于将电极活性材料12涂敷到电极集流体11的两个表面上,因此优选在电极片1a的两个表面上执行烧蚀。
88.然而,根据本发明的另一个实施方式,如图8所示,如果仅将电极活性材料12涂敷到电极集流体11的一个表面上,则可以仅在电极集流体11的一个表面上形成活性材料涂覆部分14。结果,可以仅对电极片1a的上面形成有活性材料涂覆部分14的一个表面执行烧蚀,以减小电极片1a的烧蚀区域15的厚度。即使在此时,烧蚀区域15仍必须保持涂覆有电极活性材料12的状态。
89.然而,本发明不限于此。尽管将电极活性材料12涂敷到电极集流体11的两个表面
上,但是可以仅在电极片1a的一个表面上执行烧蚀。即,根据本发明的另一实施方式,不管在电极集流体11上涂敷有电极活性材料12的表面如何,都可以仅在电极片1a的一个表面上执行烧蚀。
90.本发明所属的技术领域的技术人员将理解,在不改变技术思想或基本特征的情况下,可以以其他特定形式来实施本发明。因此,以上公开的实施方式应被认为是说明性的而非限制性的。因此,本发明的范围由所附权利要求书而不是前述说明书和其中描述的示例性实施方式限定。在本发明的权利要求的等同意义内和在权利要求内的各种修改都被认为是在本发明的范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。