一种基于plc的上下料机和上下料系统
技术领域
1.本实用新型涉及自动控制技术领域,特别是涉及一种基于plc的上下料机和上下料系统。
背景技术:
2.随着智能制造业自动化水平的不断提高、自动化产线的不断升级。当产线中,某台设备出现宕机,上下游设备会停止产出;当客户某一批产品,需要在产线中某一段,进行投料测试验证,人员投料及设备灵活性都是不可忽视的问题;这些场景的出现往往意味着产出的减少及工艺验证效率不高。
3.因此需要一种能够在量产过程中、上游或下游设备出现宕机情况时确保正常产出的上下料系统。
技术实现要素:
4.为了解决上述问题至少之一,本实用新型第一方面提供一种基于plc的上下料机,包括:控制器、plc、图像采集器、物料舱和移载舱,其中
5.所述移载舱,包括移载手臂、移载台和滑轨,所述移载手臂通过所述滑轨将所述移载台移动至目标位置;
6.所述物料舱,包括物料托盘和升降机,所述升降机用于抬升所述物料托盘至所述移载台,或者降低所述物料托盘;
7.所述控制器,用于根据接收的摄像请求控制所述图像采集器采集所述物料舱的物料图像,根据接收的物料图像判断物料状态并将物料状态发送至所述plc;
8.所述plc,用于根据所述物料状态确定上料流程或下料流程,计算放料或取料的目标位置,控制所述移载手臂将所述移载台移动至所述目标位置,控制所述升降机移动物料托盘,根据接收的外部设备的反馈指令向所述控制器发送摄像请求。
9.进一步的,所述物料舱包括满料舱和空料舱,其中,
10.所述满料舱包括满料托盘和对应的第一升降机构,所述第一升降机构用于将所述满料托盘抬升至所述移载台,或者降低所述满料托盘;
11.所述空料舱包括空料托盘和对应的第二升降机构,所述第二升降机构用于将所述空料托盘抬升至所述移载台,或者降低所述空料托盘。
12.进一步的,所述图像采集器为摄像头,所述物料图像包括所述满料托盘和所述空料托盘,
13.所述控制器,用于对所述物料图像进行图像处理,输出所述满料托盘的状态和所述空料托盘的状态。
14.进一步的,所述plc,用于根据所述满料托盘的状态确定上料流程,计算放料的目标位置,控制移载手臂将移载台移动至所述目标位置,控制第一升降机构将所述满料托盘抬升至所述移载台;
15.或者
16.所述plc,用于根据所述满料托盘的状态和所述空料托盘的状态确定下料流程,计算取料的目标位置,控制移载手臂将移载台移动至所述目标位置,控制第二升降机构将所述空料托盘抬升至所述移载台。
17.进一步的,所述控制器还包括第一计时器和第二计时器,其中
18.当所述满料托盘为有料状态并且处于上料流程,所述第一计时器开始计数,若所述第一计时器的计时数据超过预设的第一阈值向所述plc发送第一切换指令以切换为下料流程;
19.当所述空料托盘为空料状态并且输出下料流程,所述第二计时器开始计数,若所述第二计时器的计时数据超过预设的第二阈值向所述plc发送第二切换指令以切换为上料流程。
20.进一步的,所述第一升降机构为第一伺服,所述第二升降机构为第二伺服,所述plc连接有与所述第一伺服对应的第一伺服驱动器、和与所述第二伺服对应的第二伺服驱动器;
21.所述plc通过控制所述第一伺服驱动器驱动所述第一伺服抬升或降低所述满料托盘;
22.所述plc通过控制所述第二伺服驱动器驱动所述第二伺服抬升或降低所述空料托盘。
23.进一步的,所述plc包括伺服驱动器和与所述伺服驱动器连接的伺服电机,所述plc通过控制所述伺服驱动器驱动所述伺服电机带动所述移载手臂在所述滑轨上进行直线运动。
24.本实用新型第二方面提供一种基于plc的上下料系统,包括至少一个第一方面所述的上下料机。
25.进一步的,还包括机器人控制单元,所述机器人控制单元包括机器人驱动器和机器人,其中
26.所述plc根据所述目标位置控制所述机器人驱动器驱动所述机器人进行取料操作,并根据所述机器人完成取料操作后的反馈指令向所述控制器发送摄像请求;
27.或者
28.所述plc根据所述目标位置控制所述机器人驱动器驱动所述机器人进行放料操作,并根据所述机器人完成放料操作后的反馈指令向所述控制器发送摄像请求。
29.本实用新型的有益效果如下:
30.本实用新型针对目前现有的问题,制定一种基于plc的上下料机和上下料系统,通过图像采集器采集物料舱的物料图像,经控制器进行图像处理并判断物料状态后发送至plc,经由plc驱动上料流程或下料流程,计算目标位置,控制移载手臂将移载台移动至目标位置,控制所述升降机移动物料托盘。本实用新型提供的实施例集上料功能、下料功能、上料缓存和下料缓存功能于一体,具有灵活性和多功能性,能够弥补现有技术中的问题,并有效提高生产效率,具有广泛的应用前景。
附图说明
31.下面结合附图对本实用新型的具体实施方式作进一步详细的说明。
32.图1示出本实用新型的一个实施例所述上下料机的结构框图;
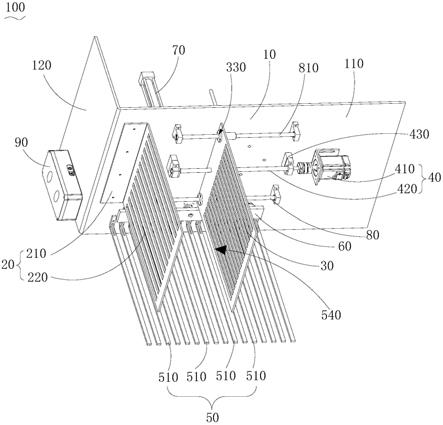
33.图2示出本实用新型的一个实施例所述上下料机的结构示意图;
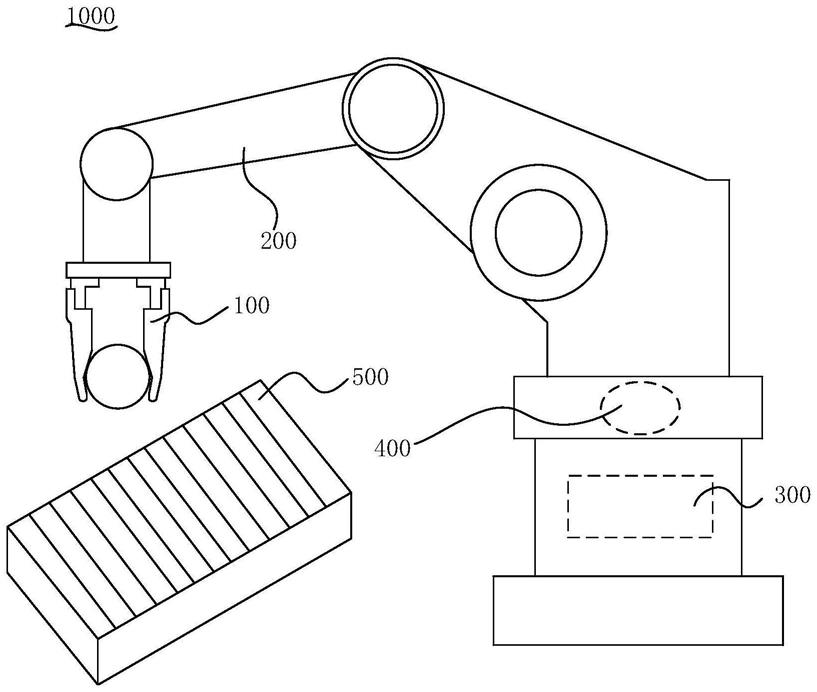
34.图3示出本实用新型的一个实施例所述上下料系统的结构框图;
[0035]1‑‑
满料托盘;2
‑‑
空料托盘;3
‑‑
第一升降机构;4
‑‑
第二升降机构;5
‑‑
移载手臂;6
‑‑
安全门锁;7
‑‑
图像采集器。
具体实施方式
[0036]
为了更清楚地说明本实用新型,下面结合优选实施例和附图对本实用新型做进一步的说明。附图中相似的部件以相同的附图标记进行表示。本领域技术人员应当理解,下面所具体描述的内容是说明性的而非限制性的,不应以此限制本实用新型的保护范围。
[0037]
如图1所示,本实用新型的一个实施例提供了一种基于plc的上下料机,包括:控制器、plc、图像采集器、物料舱和移载舱,其中
[0038]
所述移载舱,包括移载手臂、移载台和滑轨,所述移载手臂通过所述滑轨将所述移载台移动至目标位置;
[0039]
所述物料舱,包括物料托盘和升降机,所述升降机用于抬升所述物料托盘至所述移载台,或者降低所述物料托盘;
[0040]
所述控制器,用于根据接收的摄像请求控制所述图像采集器采集所述物料舱的物料图像,根据接收的物料图像判断物料状态并将物料状态发送至所述plc;
[0041]
所述plc,用于根据所述物料状态确定上料流程或下料流程,计算放料或取料的目标位置,控制所述移载手臂将所述移载台移动至所述目标位置,控制所述升降机移动物料托盘,根据接收的外部设备的反馈指令向所述控制器发送摄像请求。
[0042]
在本实施例中,通过具有上料功能和下料功能的物料舱和移载舱,将上料功能、下料功能、上料缓存和下料缓存功能于一体,具有灵活性和多功能性,能够弥补现有技术中的问题,并有效提高生产效率,具有广泛的应用前景。
[0043]
值得说明的是,本技术对所述物料舱的结构不作具体限定,本领域技术人员应当根据实际应用需求设置物料舱的具体结构,以能够实现上料功能和下料功能为设计准则,在此不再赘述。
[0044]
在一个可选的实施例中,如图2所示,所述物料舱包括满料舱和空料舱,其中,所述满料舱包括满料托盘1和对应的第一升降机构3,所述第一升降机构3用于将所述满料托盘1抬升至所述移载台,或者降低所述满料托盘;所述空料舱包括空料托盘2和对应的第二升降机构4,所述第二升降机构4用于将所述空料托盘2抬升至所述移载台,或者降低所述空料托盘。
[0045]
具体的,所述图像采集器7为摄像头,优选为红外摄像头,能够在不同运行环境中采集物料图像,所述物料图像包括所述,所述控制器根据接收的摄像请求控制摄像头采集包括满料托盘1和空料托盘2的物料图像,并对该物料图像进行图像处理,识别并输出所述满料托盘的状态和所述空料托盘的状态。
[0046]
当满料托盘上存在至少一个物料时,所述plc确定当前流程为上料流程,执行上料
操作,首先,计算放料的目标位置,即满料托盘可抬升的位置,控制移载手臂5将移载台移动至该目标位置,然后控制第一升降机构将所述满料托盘抬升至所述移载台。
[0047]
在一个可选的实施例中,所述第一升降机构为第一伺服,所述plc连接有与所述第一伺服对应的第一伺服驱动器,所述plc通过控制所述第一伺服驱动器驱动所述第一伺服抬升所述满料托盘至所述移载台,或者将所述满料托盘从所述移载台降低到原位。
[0048]
当满料托盘上没有物料并且所述空料托盘上也没有物料时,所述plc确定当前流程为下料流程,执行下料操作,首先,计算放料的目标位置,即空料托盘可抬升的位置,控制移载手臂将移载台移动至该目标位置,然后控制第二升降机构将所述空料托盘抬升至所述移载台。
[0049]
在一个可选的实施例中,所述plc包括伺服驱动器和与所述伺服驱动器连接的伺服电机,所述plc通过控制所述伺服驱动器驱动所述伺服电机带动所述移载手臂在所述滑轨上进行直线运动。
[0050]
在本实施例中,所述plc根据所述目标位置控制所述伺服驱动器驱动所述伺服电机带动所述移载手臂在所述滑轨上进行直线运动,具体的,通过控制所述移载手臂在所述滑轨上前进或后退以移动至所述目标位置。
[0051]
在一个可选的实施例中,所述第二升降机构为第二伺服,所述plc连接有与所述第二伺服对应的第二伺服驱动器;所述plc通过控制所述第二伺服驱动器驱动所述第二伺服抬升所述空料托盘至所述移载台,或者将所述空料托盘从所述移载台降低到原位。
[0052]
考虑到存在下料流程中,空料托盘堵料而上游已经来料的情况;以及在上料流程中,上游未来料而下游可以下料的情况。在一个可选的实施例中,所述控制器还包括第一计时器和第二计时器,其中当所述满料托盘为有料状态并且处于上料流程,所述第一计时器开始计数,若所述第一计时器的计时数据超过预设的第一阈值向所述plc发送第一切换指令以切换为下料流程;当所述空料托盘为空料状态并且输出下料流程,所述第二计时器开始计数,若所述第二计时器的计时数据超过预设的第二阈值向所述plc发送第二切换指令以切换为上料流程。
[0053]
在本实施例中,通过设置第一计时器和第一阈值,plc能够根据第一计时器发送的第一切换指令将上料流程切换为下料流程,即实现下料缓冲功能;同理,通过设置第二计时器和第二阈值,plc能够根据第二计时器发送的第二切换指令将下料流程切换为上料流程,即实现上料缓冲功能;从而使上下料机具有灵活性和多功能性,解决生产过程中的生产需求和/或突发情况,确保正常生产的进行。
[0054]
值得说明的是,如图2所示,安全门锁6用于在生产过程中关闭上下料机的安全门,并在生产结束或暂停期间打开上下料机的安全门。具体的,在生产过程中,安全门内的上下料机根据运行流程按步骤运行;在生产结束或暂停期间打开安全门,操作人员可以对上下料机进行检查和维护;通过安全门锁能够进一步提高生产安全,降低生产过程中的故障隐患,提高上下料机的安全性能。
[0055]
基于上述上下料机,本实用新型的另一个实施例还提供了一种基于plc的上下料系统,包括上述上下料机。
[0056]
在一个可选的实施例中,所述上下料系统还包括机器人控制单元,所述机器人控制单元包括机器人驱动器和机器人,其中所述plc根据所述目标位置控制所述机器人驱动
器驱动所述机器人进行取料操作,并根据所述机器人完成取料操作后的反馈指令向所述控制器发送摄像请求;或者所述plc根据所述目标位置控制所述机器人驱动器驱动所述机器人进行放料操作,并根据所述机器人完成放料操作后的反馈指令向所述控制器发送摄像请求。
[0057]
在本实施例中,通过plc控制机器人驱动器驱动机器人行进至目标位置对应的取料位置从满料托盘中取料以完成上料操作;或者控制机器人驱动器驱动机器人行进至目标位置对应的放料位置向空料托盘放料以完成下料操作;从而实现生产流程的全自动化。
[0058]
可以理解地,上述示例仅是为了更好地理解本实用新型实施例的技术方案而列举的示例,不作为对本实用新型实施例的唯一限制。
[0059]
本实用新型针对目前现有的问题,制定一种基于plc的上下料机和上下料系统,通过图像采集器采集物料舱的物料图像,经控制器进行图像处理并判断物料状态后发送至plc,经由plc驱动上料流程或下料流程,计算目标位置,控制移载手臂将移载台移动至目标位置,控制所述升降机移动物料托盘。本实用新型提供的实施例集上料功能、下料功能、上料缓存和下料缓存功能于一体,具有灵活性和多功能性,能够弥补现有技术中的问题,并有效提高生产效率,具有广泛的应用前景。
[0060]
显然,本实用新型的上述实施例仅仅是为清楚地说明本实用新型所作的举例,而并非是对本实用新型的实施方式的限定,对于所属领域的普通技术人员来说,在上述说明的基础上还可以做出其它不同形式的变化或变动,这里无法对所有的实施方式予以穷举,凡是属于本实用新型的技术方案所引伸出的显而易见的变化或变动仍处于本实用新型的保护范围之列。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。