1.本实用新型涉及农业机械及农业有机废弃物处理设备,具体是一种水稻毯钵耦合生态育秧盘生产设备。
背景技术:
2.我国每年产生的农作物秸秆的总产量占世界首位。目前,秸秆的利用方式主要有能源化利用、饲料化利用、原料化利用和肥料化还田利用等几种,但全国每年仍有很多秸秆未有效开发利用。一段时期以来,过剩秸秆的处理方式主要以田间焚烧方式进行处理,秸秆焚烧不仅使资源浪费和环境污染,同时也破坏了土壤的抗旱保湿能力。本设计从秸秆原料化利用的角度出发,设计一种水稻毯钵耦合生态育秧盘智能化加工设备,有效缓解秸秆处理压力,扩大有机废弃物应用范围。
3.水稻毯钵耦合生态育秧盘(简称生态育秧盘)是水稻毯钵耦合生态育秧及全程机械化栽植技术的核心,其品质的好坏直接影响该技术的推广与应用。在生态育秧盘生产工艺中,料液压缩成型是关键生产环节之一,也是决定其品质的重要因素。如何高效、高品质地生产生态育秧盘是决定其能否大面积推广与应用的关键。在生态育秧盘生产中,农作物秸秆是其主要原料,推广使用生态育秧盘,不仅能够消耗大量的农作物秸秆,增加秸秆的原料化利用途径,还由于生态育秧盘具有可降解、无缓苗期等特点,能极大地改善土壤结构,提高水稻产量。因此,研制一种合适的生态育秧盘生产设备,高效、高品质生产生态育秧盘,能够有效地促进其推广与应用。
技术实现要素:
4.本实用新型的目的在于提供一种水稻毯钵耦合生态育秧盘生产设备,基于传感器技术、自动控制技术,根据生态育秧盘的组成成分及结构特点,利用真空吸附原理,达到可将生产生态育秧盘的材料加工成生态育秧盘的目的,以解决上述背景技术中提出的问题。
5.为实现上述目的,本实用新型提供如下技术方案:
6.一种水稻毯钵耦合生态育秧盘生产设备,包括浆液制造机构、正/负压气动控制机构、监测控制机构以及生态秧盘成型机构;
7.所述浆液制造机构用于产生浆液并存储,同时将浆液导入到生态秧盘成型机构中进行定型、保压、控水以及脱模后形成生态育秧盘;
8.所述正/负压气动控制机构在监测控制机构调控下,用于控制生态秧盘成型机构成型生态育秧盘。
9.作为本实用新型进一步的方案:所述浆液制造机构包括制浆机以及通过输送组件连接的料液储存箱;
10.所述输送组件包括料液输送泵以及与料液输送泵相连的浆液管路。
11.作为本实用新型进一步的方案:所述正/负压气动控制机构包括正/负压组件以及移动组件:
12.所述正/负压组件包括用于形成正压的空气压缩机以及用于形成负压的真空吸附泵;
13.所述移动组件包括用于实现水平方向移动的水平移动件以及用于实现垂直方向移动的垂直移动件。
14.作为本实用新型进一步的方案:所述生态秧盘成型机构包括上模具和下模具,所述上模具和下模具相对位置设置;
15.所述下模具的表面设置网状结构,上模具的表面为中心通孔的实体结构,通过通孔实现气流交换,且与下模具啮合。
16.作为本实用新型进一步的方案:所述下模具通过承载架设置在料液储存箱中,依靠垂直移动件完成垂直方向的提升与下降,实现下模具浸入浆液与提出浆液的位置转换。
17.作为本实用新型进一步的方案:所述上模具初始位置设置在下模具正上方,依靠水平移动件完成水平方向移动,配合下模具实现生态育秧盘定型和完成坯盘的横向输送。
18.作为本实用新型再进一步的方案:所述监测控制机构包括若干气阀,通过气阀以实现上模具以及下模具的移动和工况间转换。
19.作为本实用新型进一步的方案:还包括用于数据传输的数据传输系统。
20.与现有技术相比,本实用新型的有益效果是:创新性的将气动成型技术应用于生态育秧盘生产,实现机构间的精密配合,保证了生态育秧盘的成型效果和成型质量,提高了生产效率。使用可靠,故障少。
附图说明
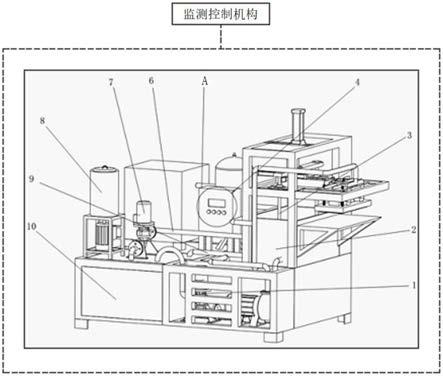
21.图1为一种水稻毯钵耦合生态育秧盘生产设备的正面立体结构示意图。
22.图2为一种水稻毯钵耦合生态育秧盘生产设备的侧面立体结构示意图。
23.图3为一种水稻毯钵耦合生态育秧盘生产设备的正视结构示意图。
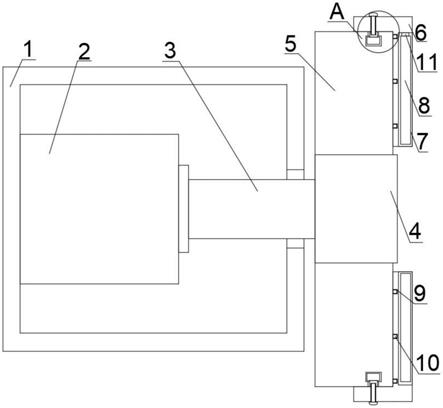
24.图4为一种水稻毯钵耦合生态育秧盘生产设备中上模具和下模具的配合结构示意图。
25.图5为图1中a的局部放大结构示意图。
26.图6为图2中b的局部放大结构示意图。
27.图中:1、清水泵;2、料液储存箱;3、承载架;5、制浆控制面板;6、浆液管路;7、料液输送泵;8、制浆机;9、回流管路;10、原料储存箱;11、空气压缩机;12、气压稳定罐;14、承接面板;15、真空吸附泵;16、下模具;17、上模具;18、垂直移动控制气缸;19、水平移动控制气缸;20、22气流输送通道;21、溢流槽;23、密封条;26、气流输送板;27、气流输送腔体;28、清水泵启动按钮;29、清水泵停止按钮;30、变速器;31、转速仪;32、打浆启动按钮;33、打浆停止按钮;34、系统运行按钮;35、系统停止按钮;36、真空吸附泵停止按钮;37、料液输送泵停止按钮;38、真空吸附泵启动按钮;39、料液输送泵启动按钮;40、关机按钮;41、开机按钮;42、显示器;43、下模上升按钮;44、下模下降按钮;45、上模前伸按钮;46、上模后退按钮;47、上模吸附模按钮;48、上模吹模按钮;49、下模吸附模按钮;50、下模吹模按钮。
具体实施方式
28.需要说明的是,在不冲突的情况下,本实用新型中的实施例及实施例中的特征可
以相互组合。
29.在本实用新型的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。此外,术语“第一”、“第二”等仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”等的特征可以明示或者隐含地包括一个或者更多个该特征。在本实用新型的描述中,除非另有说明,“多个”的含义是两个或两个以上。
30.在本实用新型的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以通过具体情况理解上述术语在本实用新型中的具体含义。
31.下面将参考附图并结合实施例来详细说明本实用新型。
32.参阅图1~6,本实用新型实施例中,一种水稻毯钵耦合生态育秧盘生产设备,包括浆液制造机构、正/负压气动控制机构、监测控制机构以及生态秧盘成型机构;所述浆液制造机构用于产生浆液并存储,同时将浆液导入到生态秧盘成型机构中进行定型、保压、控水以及脱模后形成生态育秧盘;所述正/负压气动控制机构在监测控制机构调控下,用于控制生态秧盘成型机构成型生态育秧盘。
33.所述浆液制造机构包括制浆机8以及通过输送组件连接的料液储存箱2;所述输送组件包括料液输送泵7以及与料液输送泵7相连的浆液管路6,所述制浆机8与原料储存箱10相连,即原料配制的制浆机8制浆完成后,浆液流入原料储存箱10中,再由料液输送泵7将浆液从原料储存箱10中抽入浆液管道6,最终流入生态秧盘成型的料液储存箱2。所述原料配制的制浆机8、料液输送泵7皆与制浆控制面板5电性相连,所述料液储存箱2中设有溢流槽21,溢流槽21与回流管路9连接。
34.所述正/负压气动控制机构包括正/负压组件以及移动组件:所述正/负压组件包括用于形成正压的空气压缩机11以及用于形成负压的真空吸附泵15;还包括气压稳定罐12以及流输送通道20、22,所述移动组件包括用于实现水平方向移动的水平移动件以及用于实现垂直方向移动的垂直移动件,所述水平移动件为水平移动控制气缸19,所述垂直移动件为垂直移动控制气缸18,所述气流输送通道(20,22),与成型模具(上模具17和下模具16)、水平移动控制气缸19、垂直移动控制气缸18相连,所述活塞式空气压缩机11气压稳定罐12相连,将所需的空气通过活塞式空气压缩机11压缩后存储在气压稳定罐12,所述气压稳定罐12与气流输送通道(20,22)相连,所述上模具17和下模具16与真空吸附泵15及空气压缩机11相连,所述水平移动控制气缸19与上模具16相连,通过水平移动控制气缸27控制上模具16前伸或后退,所述垂直移动控制气缸18与下模具17相连,通过垂直移动控制气缸18控制下模具17上升或下降。
35.所述生态秧盘成型机构包括上模具17和下模具16,所述上模具17和下模具16相对位置设置;所述下模具16的表面设置网状结构,能够保证水和空气通过而将浆液中的固体
有机物质留在模板表面,上模具17的表面为中心通孔的实体结构,通过通孔实现气流交换,且与下模具16啮合。所述下模具16通过承载架3设置在料液成储存箱2中,依靠垂直移动件完成垂直方向的提升与下降,实现下模具16浸入浆液与提出浆液的位置转换。所述上模具17初始位置设置在下模具16正上方,依靠水平移动件完成水平方向移动,配合下模具16实现生态育秧盘定型和完成坯盘的横向输送,所述上模具17与下模具16包括:气流输送腔体27、气流输送板26、密封条23、气流输送通道22。
36.所述监测控制机构包括若干气阀,通过气阀以实现上模具17以及下模具16的移动和工况间转换,由硬件和统软两部分构成,硬件主要由plc、步进电机、按钮开关、接近开关、急停开关、旋钮开关、继电器、生态秧盘成型压力传感器、液晶触摸屏、控制模块、时间继电器、稳压传感器和电磁阀等组成,控制系统以plc为主机,输入信号部分由旋钮开关、按钮开关、接近开关组成,完成上模、下模定位、气阀、电磁阀的监控。输出信号通过继电器和电磁阀控制气阀,通过气阀实现模具的移动和工况间转换。生态秧盘成型压力传感器与生态秧盘成型系统中的下模具16相连接,稳压传感器与气压稳定罐12相连接;通过液晶触摸屏设置各个工作的参数。
37.还包括用于数据传输的数据传输系统:主要是将检测控制系统和各个传感器检测到的数据传输到服务器中心进行处理,处理完的数据在经无线传输系统反馈到控制模块,控制各个执行工作部件工作;基于5g的无线传输系统也可以将检测控制系统和各个传感器检测到的数据经处理后传输到手机上,进行远程监控。
38.本实用新型提供了一种水稻毯钵耦合生态育秧盘生产设备制作秧盘的流程,包括以下步骤:
39.(1)制浆环节。将粉碎后的农作物秸秆等有废弃物机物和水在原料配制的制浆机8中充分混合搅拌制成浆液,浆液存储于原料储存箱10中,通过观察口检测浆液浓度并进行配比,通过清水泵1供水调整浆液浓度,达到制模浓度要求后,浆液在料液输送泵7的作用下通过浆液管路6输送至生态秧盘成型的料液储存箱2中,生态秧盘成型的料液储存箱2顶部两侧设有方形溢流槽21,随着浆液不断进入生态秧盘成型的料液储存箱2,浆液液面升高,当浆液液面高于溢流槽21时,浆液会通过溢流槽21进入回流管路9回流至原料储存箱10中进行循环,从而保持生态秧盘成型的料液储存箱2中的浆液高度一致、不断循环流动,且保持浆液均匀、无沉淀。
40.(2)待机准备。启动成型机,调整模具处于初始状态,此时下模具16通过模具承载架3固定在料液储存箱2的最下端,即完全浸于生态秧盘成型的料液储存箱2的浆液中,上模具17通过模具承载架3水平横移至最后端,即位于生态秧盘成型的料液储存箱2上方,此时,上模具17与下模具16位置相互对应。
41.(3)初步定型。开始工作时,下模具16与真空吸附泵26相连,真空吸附泵26抽离腔内空气使下模具16腔内产生负压,产生的吸附力作用于下模具16网状表面,将浆液中固体有机物质吸附于下模具16表面,下模具16在垂直移动控制气缸18的作用下向上提升至液面上,此时下模具16在上模具17正下方但不与上模具17啮合,依靠吸附力对下模具16表面的吸附物进行初步定型、保压、控水操作。
42.(4)最终定型。下模具16在初步定型一定时间后通过垂直移动控制气缸18的作用下继续提升,与上模具17啮合。吸附物在两模具挤压的作用下进一步定型,与此同时与活塞
式空气压缩机11相连的下模具16在空气压缩机11的作用下模具16表面产生正压,而与真空吸附泵15相连的上模具17表面产生负压,吸附物在正、负压合力的作用下与下模具16分离而吸附在上模具17表面。
43.(5)脱模环节。下模具16回到初始位置等待下一个工作循环的开始,上模具17在水平移动控制气缸19的作用下水平前移至承接面板14正上方,此时与上模具17相连的活塞式空气压缩机11启动,上模具17表面产生正压,吸附物在吹力和自身重力的作用下落至生态秧盘承接面板14,既完成一个生态育秧盘的生产循环。
44.其中,真空吸附泵15和活塞式空气压缩机11通过气流输送通道(20,22)与上模具17、下模具16相连,通过电磁阀的控制实现模具气流输送腔体内正、负压的转换。整个生产过程在自动化控制系统的作用下可实现全程自动化,无需人工操作。
45.本实用新型的工作原理是:将粉碎后的农作物秸秆等有机物和水按照比例放入原料配制制浆机8中,按下打浆启动按钮32后,通过调整制浆控制面板5中的变速器30来调整原料配制制浆机8中制浆转速,通过观测转速仪31确定转速数值,经过一段时间后浆液通过管路流入原料配制储存箱10中。按下打浆停止按钮33控制原料配制制浆机8停止打浆。按下清水泵启动按钮28控制清水泵1抽水至原料配制储存箱10中进行浆液浓度调整后按下清水泵停止按钮29停止抽水。此时制成浆液储存在原料配制储存箱10中。
46.按下开机按钮41后显示器42亮起,按下料液输送泵启动按钮39,此时浆液在料液输送泵7的作用下通过浆液管路6输送至生态秧盘成型料液储存箱2中,生态秧盘成型料液储存箱2中设有溢流槽21,当浆液液面高于溢流槽21时,浆液会通过回流管路9回流至原料配制储存箱10中,以此方式保持生态秧盘成型料液储存箱2中的浆液始终流动且保持均匀、无沉淀。调整模具处于初始状态,此时下模具16通过模具承载架3固定在生态秧盘成型料液储存箱2内浸于浆液中,上模具17位于生态秧盘成型料液储存箱2上放与下模具16对应的位置。
47.开始工作时,启动活塞式空气压缩机11压缩空气至气压稳定罐12,按下真空吸附泵启动按钮38控制真空吸附泵15工作后,按下下模吸附模按钮49控制下模具16与真空吸附泵15相连,此时气流输送腔体27内产生负压,使下模具16的下模具表面产生吸附力,产生的吸附力将浆液中固体物质吸附在网状模板表面。按下下模上升按钮43使下模具16在垂直移动控制气缸18的作用下向上提升至液面上停止一段时间,依靠吸附力对模板表面的吸附物进行保压操作。一定时间后控制垂直移动控制气缸18继续提升下模具16,与上模具17啮合。吸附物在两模具挤压的作用下进一步定型。按下下模吹模按钮50控制活塞式空气压缩机与下模具16相连,使下模具16表面产生气吹力,同时按下上模吸附模按钮47,与真空吸附泵15相连的上模具17的上模具17表面产生吸附力,吸附物在合力的作用下与下模具16分离而吸附在上模具17表面。按下下模下降按钮44控制模具垂直移动控制气缸18使下模具16回到初始位置以待下一个工作循环的开始,按下上模前伸按钮45控制上模具17在水平移动控制气缸19的作用下水平前移至生态秧盘承接面板14正上方,此时按下上模吹模按钮48控制活塞式空气压缩机11与上模具17相连,此时上模具17的上表面产生气吹力,吸附物在气吹力和自身重力的作用下落至生态秧盘承接面板14,按下上模后退按钮46控制水平移动控制气缸19使上模具17回到初始位置以待下一个工作循环。既完成一个生态育秧盘坯盘的生产循环。此时按下系统运行按钮34将继续按上述工作方式进行循环工作,其各个步骤所需时间
与显示器42中显示。
48.停止工作时,按下系统停止按钮35智能控制系统停止工作,按下真空吸附泵停止按钮36同时关闭活塞式空气压缩机11,然后按下料液输送泵停止按钮37停止浆液循环,按下关机按钮40断开电源。
49.以上所述仅为本实用新型的较佳实施例而已,并不用以限制本实用新型,凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。